Для обеспечения бесперебойной и длительной работы сварочного оборудования, своевременного устранения мелких неисправностей при его эксплуатации надо проводить контрольно-профилактические работы, которые подразделяются на: 1) ежедневные; 2) ежемесячные; 3) полугодовые; 4) годовые.
Контрольно-профилактические работы должны производиться периодически.
Так, при ежедневном обслуживании необходимо:
1. Перед началом работы осмотреть сварочное оборудование для выявления случайных повреждений отдельных наружных частей.
2. Проверить заземление источника питания.
3. Проверить надежность подключения сварочных проводов к зажимам источника питания и свариваемому изделию.
4. После пуска проверить направление вращения вентилятора, иначе говоря, правильность направления потока охлаждающего воздуха.
Ежемесячно нужно:
1. Очистить сварочное оборудование от пыли и грязи, продувая источник питания сжатым воздухом, а в доступных местах протирая ветошью.
2. Проверить состояние электрических проводов, механических контактов и паек и в случае необходимости обеспечить надежный электрический контакт.
3. Проверить надежность всех винтовых соединений.
4. Проверить затяжку крепления силовых катушек.
5. Очистить пускатель от пыли и загрязнений, проверить состояние контактов. Если они обгорели или на их поверхности образовались капли металла, то поверхность контактов необходимо зачистить.
Один раз в три месяца нужно:
1. Проверить сопротивление изоляции токоведущих частей.
2. Проверить состояние блока управления, фильтра защиты от радиопомехи защитных цепей наружным способом, установить отсутствие механических повреждений конденсаторов.
3. В сварочных преобразователях нужно проверить состояние коллектора, в случае обнаружения на коллекторе следов нагара его следует прошлифовать мелкозернистой шлифовальной бумагой.
Один раз в полгода нужно:
1. Очистить контакты и изоляционные части переключателя диапазонов тока от пыли и налета металлических частиц.
2. Смазать тугоплавкой смазкой все трущиеся части.
3. В сварочных преобразователях проверить состояние и наличие смазки в камерах подшипников и при необходимости заменить ее.
Один раз в год нужно:
1. Разобрать электродвигатель вентилятора и произвести его внутреннюю очистку, перед сменой смазки подшипники необходимо промыть бензином.
2. Произвести плановый текущий осмотр для выявления необходимости планового ремонта.
Сварочные посты располагаются в специальных кабинах площадью не менее 2–2,5 м2 каждая. Кабину отгораживают перегородками, а вход закрывают занавесками, пропитанными огнестойким составом. При сварке громоздких деталей и крупно-габаритных сварных конструкций сварочные посты развертывают открыто в цехе, на строительной площадке, на магистральной трассе. При этом рабочее место по возможности огораживают защитными щитами или ширмами.
Основное оборудование сварочного поста (рис. 52) состоит из источника питания дуги, сварочных проводов, электрододержателя и приспособлений для закрепления свариваемых деталей. При размещении поста в кабине устанавливают металлический стол с массивной чугунной или стальной крышкой площадью в 1 м2, на которой производят сварочные работы, и винтовой стул с откидной спинкой. Кабина должна иметь местную вытяжную вентиляцию и заземляющий провод.
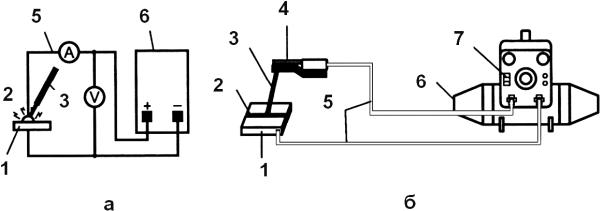
Рис. 52.
Компоновка сварочного поста и схема питания дуги (на постоянном токе):
а – электрическая схема; б – общая компоновка поста для сварки; 1 – изделие; 2 – сварочная дуга; 3 – электрод; 4 – электрододержатель; 5 – сварочные провода; 6 – источник питания; 7 – щит с приборами контроля и регулирования параметров сварки
Инструмент сварщика
1. Электрододержатель (рис. 53) – служит для зажима электрода и подвода к нему сварочного тока. Он должен прочно удерживать электрод, обеспечивать удобное и прочное закрепление сварочного кабеля, а также быстрое удаление огарков и закладку нового электрода. Электрододержатели изготовляют трех типов: для тока 125 А и провода сечением 25 мм2; для тока 315 А и провода сечением 50 мм2; для тока 500 А и провода сечением 70 мм2. Они должны выдерживать 8000 зажимов электродов, затрачивая на каждую замену электрода не более 4 с. Электрододержатели для тока 500 А должны иметь щиток для защиты руки сварщика от воздействия электрической дуги.
2. Щитки, маски или шлемы служат для защиты глаз и лица сварщика от воздействия излучений сварочной дуги и брызг металла. В них имеется смотровое отверстие, в которое вставляют специальное стекло-светофильтр, задерживающий инфракрасные и ультрафиолетовые лучи и снижающий яркость световых лучей дуги. Снаружи светофильтр защищен от брызг металла простым прозрачным съемным стеклом.
3. Металлические щетки (ручные и с электроприводом) для зачистки (разделки) швов и очистки сваренных швов от шлака.
4. Молоток, зубило, крепежный инструмент.
5. Набор шаблонов для промера размеров швов.
6. Стальные клейма для клеймения сваренных швов.
Для защиты тела от ожогов сварщик пользуется брезентовым костюмом, брезентовыми рукавицами и кожаной или валяной обувью. Брюки должны быть гладкими, без отворотов, с напуском поверх ботинок или валенок. Рукавицы должны надеваться с напуском на рукава и завязываться тесьмой. Прямая одежда и отсутствие открытых частей тела исключают возможность попадания брызг металла на тело и в складки спецодежды.
При сварке внутри резервуаров, баков, цистерн необходимо пользоваться резиновыми сапогами и резиновым шлемом. При сварке металлических конструкций, если сварщик работает лежа, сидя или стоя на элементах свариваемой конструкции, кроме резиновых сапог (или галош) и шлема необходимы резиновые коврики, а также наколенники, подлокотники, подшитые войлоком. Кроме спецодежды к средствам индивидуальной защиты сварщика относятся: пояс предохранительный с лямками (при работе на высоте), перчатки резиновые диэлектрические, галоши резиновые диэлектрические, коврики резиновые диэлектрические.

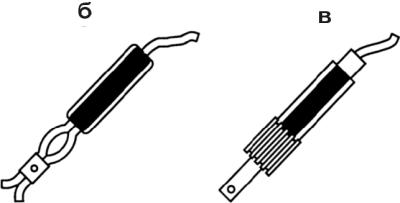
Рис. 53. Электрододержатели для ручной дуговой сварки:
а – пружинный; б – пластинчатый; в – винтовой
Таблица 11