Сердечник трансформатора состоит из основного магнитопровода, на котором расположены первичная и вторичная обмотки собственно трансформатора, и добавочного магнитопровода с обмоткой – дросселя (регулятор тока). Добавочный магнитопровод расположен над основным и состоит из неподвижной и подвижной частей, между которыми при помощи винтового механизма устанавливается необходимый воздушный зазор.
Магнитный поток, создаваемый обмоткой дросселя, может иметь попутное или встречное направление с потоком, создаваемым вторичной обмоткой трансформатора, в зависимости от того, как включены эти обмотки. При встречном соединении магнитные потоки, возникающие при прохождении тока во вторичной обмотке трансформатора и обмотке регулятора тока, будут направлены навстречу друг другу. Регулирование сварочного тока производится изменением воздушного зазора – чем больше зазор, тем больше сварочный ток.
Сварочные аппараты с увеличенным магнитным рассеянием делятся на две группы: с подвижными обмотками и с магнитным шунтом. У обычных силовых трансформаторов первичная и вторичная обмотки максимально сближены, потоки рассеяния минимальные и поэтому внешняя характеристика жесткая. У трансформаторов сварочных аппаратов с увеличенным магнитным рассеянием первичная и вторичная обмотки разведены, потоки рассеяния большие, а внешняя характеристика падающая.
Сварочный трансформатор с подвижными обмотками имеет магнитопровод, на обоих стержнях которого расположены по две катушки, одна с первичной обмоткой, а вторая со вторичной. Катушки первичной обмотки закреплены неподвижно в нижней части сердечника, катушки вторичной обмотки перемещаются по стержням с помощью винтовой пары.
Сварочный ток регулируют изменением расстояния между первичными и вторичными обмотками. При увеличении этого расстояния магнитный поток рассеяния возрастает, а сварочный ток уменьшается. По этому принципу изготовлены сварочные аппараты типа ТС, ТСК, ТД с алюминиевыми обмотками. Сварочные аппараты типа ТСК имеют конденсаторы, которые включены параллельно первичным обмоткам. Они способствуют повышению коэффициента мощности.
Трансформатор типа ТД имеет два диапазона сварочных токов: большие токи – при параллельных соединениях катушек первичной и вторичной обмоток, и малые токи – при последовательных соединениях обмоток. При этом небольшая часть первичной обмотки отключается и этим повышают напряжение холостого хода, что обеспечивает устойчивое зажигание и горение дуги при малых токах. Переключение обмоток производится одновременно пакетным переключателем. В каждом диапазоне сварочный ток плавно регулируют, изменяя расстояние между катушками первичной и вторичной обмоток. Для сварочных работ в монтажных условиях выпускаются облегченные переносные сварочные аппараты с подвижными катушками обмоток ТД–102 и ТД–306.
Трансформатор ТД–102 номинальной мощностью 11,4 кВ×А имеет пределы регулирования сварочного тока 55–175 А. С помощью барабанного переключателя производят ступенчатое регулирование сварочного тока (два диапазона). Плавное регулирование в пределах каждого диапазона обеспечивается перемещением первичной обмотки с помощью ходового винта и рукоятки регулятора тока. При вращении рукоятки по часовой стрелке катушки обмоток сближаются и сварочный ток увеличивается. Масса аппарата ТД–102–38 кг.
Аппарат ТД–306 имеет номинальную мощность 19,4 кВ×А, пределы регулирования сварочного тока 90–300 А и массу 71 кг.
В условиях строительно-монтажной площадки особенно удобны трансформаторы ТД–304, имеющие устройство для дистанционного регулирования сварочного тока.
Для автоматической дуговой сварки под флюсом используются трансформаторы с управляемым магнитом шунтом. Принцип их действия основан на создании повышенных магнитных полей рассеяния при изменении магнитного насыщения управляемого шунта. Шунт имеет обмотку управления, которую подключают к источнику постоянного напряжения.
Сварочные трансформаторы с управляемым шунтом типа ТДФ состоят из трансформатора, регулятора тока и блока защитной и вспомогательной аппаратуры. Трансформатор имеет магнитопровод стержневого типа, первичная обмотка – две секции, расположена на стержнях в нижней части магнитопровода. Вторичная обмотка многосекционная. Основные ее части расположены на стержнях в верхней части магнитопровода, а дополнительные секции, с меньшим числом витков, размещены совместно с первичной обмоткой на стержнях в нижней части магнитопровода.
Такое расположение вторичной обмотки обеспечивает хорошее качество при переключении ступеней сварочного тока и получение крутопадающей внешней характеристики. Переход от ступени малых токов на ступень больших токов выполняется пакетным выключателем. Магнитный шунт с четырьмя обмотками управления расположен в центре между первичной и вторичной обмотками.
Трехфазные сварочные аппараты применяют при сварке трехфазной дугой спаренными электродами. Процесс сварки осуществляется сварочными дугами, которые возбуждаются между каждым электродом и свариваемой деталью и между электродами.
Сварочный аппарат состоит из трехфазного трансформатора, регулятора сварочного тока и магнитного контактора. Первичная обмотка включается в силовую сеть напряжением 220 В с соединение обмоток в «треугольник») или 380 В (соединение обмоток в «звезду»). Вторичная обмотка имеет по две катушки на каждом стержне и выполнена из голой медной шины.
Регулятор сварочного тока состоит из двух магнитопроводов с изменяющимися воздушными зазорами и трех обмоток. Две обмотки расположены на одном магнитопроводе и подключены к спаренным в едином электрододержателе электродам, изолированным друг от друга.
Третья обмотка расположена на втором магнитопроводе и подключена к свариваемой детали. Регулятор вмонтирован в общий корпус и снабжен двумя рукоятками, с помощью которых производится регулирование сварочного тока (изменением воздушных зазоров в магнитопроводах). Одной рукояткой регулируют ток одновременно в обеих фазах, подключенных к электродам, а второй рукояткой – в фазе свариваемого изделия. Магнитный контактор служит для включения и размыкания цепи спаренных электродов. В начальный момент при возбуждении дуги сварочная цепь замыкается через свариваемую деталь и один из электродов. Ток проходит по обмотке регулятора и обмотке контактора. Контактор включает обмотку регулятора. Возникает вторая дуга. При отводе электродов от детали ток в обмотках прекращается и контактор гасит дугу между электродами. Для получения токов высокой частоты и высокого напряжения применяют осцилляторы параллельного и последовательного включений.
Осциллятор включают непосредственно в питающую сеть напряжением 220 В. Он состоит из повышающего трансформатора и колебательного контура. Трансформатор повышает напряжение с 220 до 6000 В. Колебательный контур, состоящий из высокочастотного трансформатора (ВЧТ), конденсатора и разрядника, вырабатывает высокочастотный ток.
Контур связан со сварочной цепью индуктивно через трансформатор ВЧТ, выводы вторичной обмотки которой присоединяют один к клемме «земля» выводной панели, а другой ко второй клемме через конденсатор и предохранитель.
Осцилляторы последовательного включения (М–3, ОС–1) применяют в установках для дуговой сварки в защитных газах. Они обеспечивают более надежную защиту генератора (или силового выпрямительного блока) от пробоя высокочастотным напряжением осциллятора. При применении осциллятора дуга загорается даже без прикосновения электрода к изделию (при зазоре 1–2 мм), что объясняется предварительной ионизацией воздушного промежутка между электродом и свариваемой деталью.
Сварочные выпрямители
Сварочные выпрямители представляют собой устройство, предназначенное для преобразования переменного тока в постоянный (выпрямленный).
Оно состоит из следующих основных узлов: силового трансформатора для понижения напряжения сети до необходимого напряжения холостого хода источника, блока полупроводниковых элементов для выпрямления переменного тока, стабилизирующего дросселя для уменьшения пульсаций выпрямленного тока.
Выпрямительный блок представляет собой набор полупроводниковых элементов, включенных по определенной схеме. Особенность полупроводниковых элементов заключается в том, что они проводят ток только в одном направлении, в результате чего сила тока получается постоянной (выпрямленной).
Такие элементы обладают вентильным эффектом, иначе говоря, пропускают ток в одном направлении. За это их называют полупроводниковыми вентилями. Они делятся на неуправляемые – диоды и управляемые – тиристоры. Разработаны и выпускаются сварочные выпрямители для ручной или механизированной дуговой сварки под флюсом, сварки в защитной среде и др. Они получили широкое применение благодаря их технологическим преимуществам: высокий к.п.д. и относительно небольшие потери холостого хода, высокие динамические свойства, отсутствие вращающихся частей и бесшумность в работе, равномерность нагрузки фаз, небольшая масса, возможность замены медных проводов алюминиевыми.
Но следует иметь в виду, что для выпрямителей представляют большую опасность продолжительные короткие замыкания, так как могут вывести из строя диоды. Кроме того, они чувствительны к колебаниям напряжения в сети.
Сварочные выпрямители (рис. 51) состоят из двух блоков: понижающего трехфазного трансформатора с устройствами для регулирования напряжения или тока и выпрямительного блока.
Кроме того, выпрямитель имеет пускорегулирующее и защитное устройства, обеспечивающие нормальную эксплуатацию. Выпрямление тока осуществляется по трехфазной мостовой схеме, состоящей из шести плеч. В каждом плече моста установлены вентили, выпрямляющие оба полупериода переменного тока в трех фазах. В каждый момент времени ток проходит через два вентиля, и, таким образом, в течение одного периода происходит шесть пульсаций выпрямленного тока, что соответствует частоте пульсации 300 Гц.
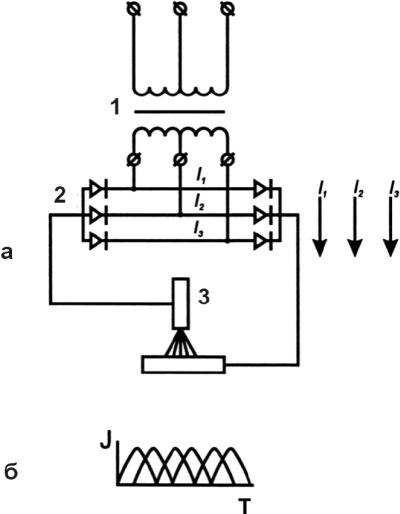
Рис. 51.
Схема трехфазного выпрямителя:
а – схема включения; б – выпрямленный ток внешней цепи; 1– понижающий трансформатор; 2 – блок селеновых или кремниевых выпрямителей; 3 – сварочная дуга
Сварочные выпрямители подразделяются на однопостовые с падающими, жесткими, пологопадающими и универсальными характеристиками и многопостовые с жесткими характеристиками. Падающая характеристика в выпрямителе создается включением в сварочную цепь реактивной катушки или применением трансформатора с усиленным магнитным рассеянием.
У многопостовых сварочных выпрямителей для создания падающей внешней характеристики и регулирования сварочного тока в сварочную цепь каждого поста включают балластный реостат.
Выпрямители типа ВД, предназначенные для ручной и механизированной сварки и наплавки, имеют крутопадающую внешнюю характеристику. Регулирование варочного тока производят ступенчато (два диапазона) и плавно (в пределах каждого диапазона). Переключатель диапазонов сварочного тока расположен на лицевой панели выпрямителя и производит одновременное переключение первичной и вторичной обмоток со «звезды» (диапазон малых токов) на «треугольник» (диапазон больших токов). Переключение производят только после отключения выпрямителя от силовой сети.
При переключении пределы изменения тока увеличиваются примерно в три раза. Плавное регулирование тока в пределах каждого диапазона производится изменением расстояния между катушками первичной и вторичной обмоток. Катушки вторичной обмотки закреплены неподвижно у верхнего ярма, а катушки первичной обмотки с помощью ходового винта перемещаются по стержню сердечника трансформатора. Вращая рукоятку ходового винта по часовой стрелке, сближают катушки обмоток, уменьшают индуктивность рассеяния обмоток и, как следствие, увеличивают сварочный ток.
Сварочные выпрямители с жестокими и пологопадающими внешними характеристиками применяются при сварке плавящимся электродом в углекислом газе, под флюсом, порошковой проволокой. Они различны как конструктивно, так и по электрической схеме. Например, выпрямитель типа ВС состоит из силового трехфазного понижающего трансформатора и выпрямительного блока из селеновых вентилей. В сварочную цепь после выпрямительного блока включен дроссель, позволяющий регулировать нарастание тока короткого замыкания и снижающий потери металла на разбрызгивание. Выпрямитель имеет два переключателя числа витков первичной обмотки трансформатора, которыми путем изменения коэффициента трансформации регулируется выходное напряжение. Один переключатель, для ступенчатого регулирования, имеет три положения, второй, для плавного регулирования, – восемь положений. Таким образом, выпрямитель имеет 24 значения сварочного тока. Регулирование сварочного тока можно производить только при холостом ходе, что является серьезным недостатком выпрямителя. В промышленности и строительстве они применяются, но с производства сняты.
Выпрямители типа ВДГ состоят из трансформатора с нормальным магнитным рассеянием и трехфазного дросселя насыщения. Рабочие обмотки дросселя включены в плечи выпрямительного блока. Регулирование выходного напряжения ступенчато-плавное. Ступенчатым регулированием можно задать три диапазона, получаемые изменением коэффициента трансформации силового трансформатора изменением числа витков первичной обмотки.
Плавное регулирование в пределах каждого диапазона осуществляется дросселем насыщения. Выпрямитель имеет дистанционное управление. Многопостовые сварочные выпрямители типа ВДМ выпускают серийно на номинальные токи 1000, 1600, 3000 А. Выпрямители имеют жесткую внешнюю характеристику и состоят из силового трехфазного понижающего трансформатора, выпрямительного блока из кремниевых вентилей с вентилятором, пускорегулирующей и защитной аппаратуры.
Получение падающей внешней характеристики и регулирование сварочного тока каждого поста производятся подключением балластных реостатов типа РБ–301.
Сварочные выпрямители типов ВСУ и ВДУ являются универсальными источниками питания дуги. Они предназначены для питания дуги при автоматической и полуавтоматической сварках под флюсом, в защитных газах, порошковой проволокой, а также при ручной сварке. Выпрямители ВСУ кроме блока трехфазного понижающего трансформатора и выпрямительного блока имеют дроссель насыщения с четырьмя обмотками. Переключением этих обмоток можно получать жесткую, пологопадающую и крутопадающую внешние характеристики.
Таблица 9