Уважаемые студенты гр. СП-18 прошу выполненные задания за предыдущую неделю и последующие, делать
Скриншоты (фотоотчеты) и присылать на страничку в контакте https://vk.com/id356059967 Татьяна Сафонова указывая название предмета, группу, фамилию, имя, отчество.
Выполнить практическую работу по примеру и своему варианту
Практическое занятие №3
Тема: Работа с нормативными документами при расчете исполнительных размеров калибров для контроля гладких соединений, с проставлением исполнительных размеров
Цель: Приобрести практические навыки по определению расчётных параметров калибров для контроля гладких соединений
Оснащение:
· Методические указания.
· Единая система допусков и посадок СЭВ в машиностроении и приборостроении: Справочник, М.: Издательство стандартов, 1989.
· ГОСТ 18358-73 … ГОСТ18369-73 «Калибры-скобы диаметром от 1мм до 260мм. Конструкция и размеры».
· ГОСТ 14807-73 … ГОСТ14827-73 «Калибры-пробки гладкие диаметром от 1мм до 360мм. Конструкция и размеры».
Краткий теоретический материал:
Предельные калибры применяются для контроля размеров деталей в процессе их изготовления.
Предельные калибры имеют две стороны: проходную ПР и непроходную НЕ, номинальные размеры которых соответствуют предельным размерам контролируемого отверстия или вала.
Номинальный размер стороны ПР у пробок соответствует наименьшему предельному размеру отверстия, а у скоб – наибольшему предельному размеру вала.
Номинальный размер стороны ПР у пробок соответствует наименьшему предельному размеру отверстия, а у скоб – наибольшему предельному размеру вала.
Номинальный размер стороны НЕ у пробок соответствует наибольшему предельному размеру отверстия, а у скоб – наименьшему предельному размеру вала. Поэтому при контроле годными считаются детали, у которых сторона ПР предельного калибра проходит по проверяемой поверхности, а сторона НЕ – не проходит.
Исполнительными называют предельные размеры калибра, по которым изготовляют новый калибр. Для определения этих размеров на чертеже скобы проставляют наименьший предельный размер с положительным отклонением: для пробки и контрольного калибра – их наибольший предельный размер с отрицательным отклонением.
Расчет калибров сводится к определению исполнительных размеров измерительных поверхностей, ограничению отклонений их формы и назначению оптимальной шероховатости.
Виды гладких нерегулируемых калибров для контроля цилиндрических отверстий и валов устанавливает ГОСТ24851-81.
Маркировка калибра. На каждом калибре должны быть нанесены: номинальный диаметр контролируемого отверстия (вала); обозначение поля допуска контролируемого отверстия (вала); числовые величины предельных отклонений контролируемого отверстия (EI – на калибр - пробке ПР, ES - на калибр - пробке НЕ) и контролируемого вала (es – на калибр - cкобе ПР, ei - на калибр - cкобе НЕ); обозначение калибра (например ПР, НЕ, К – И).
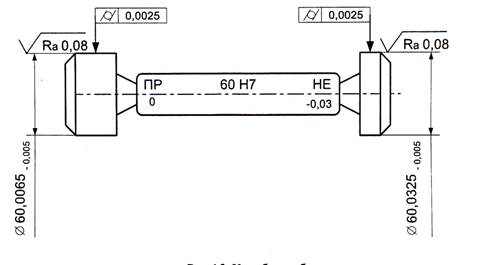
Рисунок 1- Калибр – пробка.
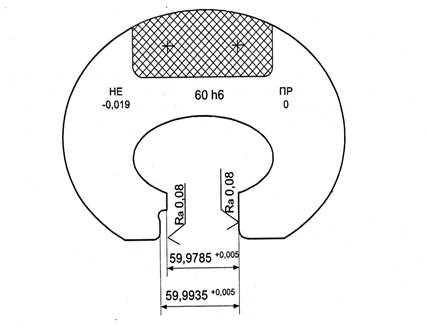
Рисунок 2 – Калибр – скоба.
Формулы для определения размеров калибров табл. - калибр-пробка
(для контроля отверстий):
Проходная сторона новая
ПР = Dmin + Z H/2
ПРmax = Dmin + Z + H/2
ПР min = Dmin + Z - H/2
ПРисп = ПРmax-н
Проходная сторона изношенная
ПРизн = D min - Y + α
Непроходная сторона новая
НЕ = D max - α H/2
НЕmax = D max - α + H/2
НЕ min = D max - α - H/2
НЕ исп = НЕ max - Н
- калибр-скоба (для контроля валов):
Проходная сторона новая
ПР = D max + Z1 H1 /2
ПРmax = Dmax + Z1 + H1/2
ПР min = Dmax + Z1 - H1/2
ПРисп = ПР min + H1
Проходная сторона изношенная
ПРизн = Dmax - Y1 + α1
Непроходная сторона новая
НЕ = D min + α1 H1/2
НЕmax = D max + α1 + H1/2
НЕ min = D max + α1 - H1/2
НЕ исп = НЕ min + H1
Порядок выполнения работы:
· Ознакомиться с целью работы и порядком ее выполнения.
· Получить индивидуальное задание.
· Для заданной посадки выбрать предельные отклонения по ГОСТ 25346-89 «ЕСДП. Общие положения, ряды допусков и основных отклонений» и рассчитать предельные размеры.
· Рассчитать исполнительные размеры калибров - скоб для контроля гладких соединений.
· Рассчитать исполнительные размеры калибров - пробок для контроля гладких соединений.
· Выполнить схемы расположения полей допусков калибров - скоб и калибров - пробок для контроля гладких соединений.
· Выполнить эскизы калибр - скобы и калибр - пробки.
Исходные данные:
Таблица 1 - Исходные данные
| №п/п варианта | Диаметр соединения, D (d),мм | Обозначение посадки. Верхнее и нижнее предельные отклонения | ||
| мкм | мм | |||
| H7 ES EI | +35 | +0,035 | ||
| g6 es ei | -12 | -0,012 -0.012 мм | ||
| -34 | -0,034 | |||
| H7 ES EI | +21 | +0,021 | ||
| h6 es ei ei | ||||
| -13 | -0.013 | |||
| H7 ES EI | +21 | +0,021 | ||
| s6 es ei | +48 | +0,048 | ||
| +35 | +0,035 | |||
| H7 ES EI | +25 | +0,025 | ||
| r6 es ei | +50 | +0,050 | ||
| +34 | +0,034 | |||
| P6 ES EI | -21 | -0,021 | ||
| -37 | -0,037 | |||
| h5 es ei | ||||
| -11 | -0,011 | |||
| K8 ES EI | +14 | +0,014 | ||
| -32 | -0,032 | |||
| h7 es ei | ||||
| -30 | -0,030 | |||
| H7 ES EI | +30 | +0,030 | ||
| g6 es ei | -10 | -0,010 | ||
| -29 | -0,029 | |||
| F7 ES EI | +60 | +0,060 | ||
| +30 | +0,030 | |||
| h6 es ei | ||||
| -19 | -0,019 | |||
| Js7 ES EI | +17 | +0,017 | ||
| -17 | -0,017 | |||
| h6 es ei | ||||
| -22 | -0,022 | |||
| H6 ES EI | +22 | +0,022 | ||
| js6 es ei | +11 | +0,011 | ||
| -11 | -0,011 | |||
| JS6 ES EI | +11 | +0,011 | ||
| -11 | -0,011 | |||
| h6 es ei | ||||
| -22 | -0,022 | |||
| H7 ES EI | ||||
| -22 | -0,022 | |||
| m6 es ei | +35 | +0,035 | ||
| N7 ES EI | +35 | +0,035 | ||
| +13 | +0,013 | |||
| h5 es ei | ||||
| -18 | -0,018 | |||
| H10 ES EI | +160 | +0,160 | ||
| d10 es ei | -145 | -0.145 | ||
| -305 | -0,305 | |||
| M6 ES EI | -8 | -0,008 | ||
| -33 | -0,033 | |||
| h5 es ei | ||||
| -18 | -0,018 | |||
| H7 ES EI | +40 | +0,040 | ||
| g6 es ei | -13 | -0,013 | ||
| -39 | -0,039 | |||
| U8 ES EI | -210 | -0,210 | ||
| -273 | -0.273 | |||
| h7 es ei | ||||
| -40 | -0,040 | |||
| F7 ES EI | +83 | +0,083 | ||
| +43 | +0,043 | |||
| h6 es ei | ||||
| -25 | -0,025 | |||
| M6 ES EI | -8 | -0,008 | ||
| -37 | -0,037 | |||
| h5 es ei | ||||
| -20 | -0,020 | |||
| U8 ES EI | -236 | 0,236 | ||
| -308 | -0,308 | |||
| h7 es ei | ||||
| -46 | -0,046 | |||
| G7 ES EI | +61 | +0,061 | ||
| -15 | -0,015 | |||
| h7 es ei | ||||
| -46 | -0,046 | |||
| N7 ES EI | -14 | -0,014 | ||
| -60 | -0,060 | |||
| h5 es ei | ||||
| -20 | -0,020 | |||
| S7 ES EI | -123 | -0,123 | ||
| -169 | -0,169 | |||
| h6 es ei | ||||
| -46 | -0,046 | |||
| H7 ES EI | +46 | +0,046 | ||
| h6 es ei | ||||
| -46 | -0,046 | |||
| H7 ES EI | +46 | +0,046 | ||
| m6 es ei | +46 | +0,046 | ||
| +17 | +0,017 | |||
| H10 ES EI | +185 | +0,185 | ||
| d10 es ei | -190 | -0,190 | ||
| -400 | -0,400 | |||
| H6 ES EI | +32 | +0,032 | ||
| js6 es ei | +16 | +0,016 | ||
| -16 | -0,016 | |||
| H7 ES EI | +52 | +0,052 | ||
| g6 es ei | -17 | -0,017 | ||
| -49 | -0,049 | |||
| G7 ES EI | +69 | +0,069 | ||
| +17 | +0,017 | |||
| h7 es ei | ||||
| -52 | 0,052 | |||
| H7 ES EI | +52 | +0,052 | ||
| c8 es ei | -330 | -0,330 | ||
| -411 | -0,411 |
Пример решения:
Рассчитать исполнительные размеры рабочих калибров (скобы и пробки) для контроля гладких цилиндрических деталей. Построить схему расположения полей допусков деталей. Выполнить эскизы калибр - скобы и калибр – пробки.
Таблица 2. Допуски и отклонения калибров, мкм

1. Исходные данные: размер соединения (Ø25Н9/f8);
Порядок расчета:
1.Расчет исполнительных размеров гладкого калибр - пробки для контроля заданного отверстия Ø25Н9
1.1 Для заданного поля допуска по табл.1 находятся отклонения отверстия:
ES =+ 52мкм = +0,052мм EI = 0
1.2 Вычисляются предельные размеры проверяемого отверстия:
Dmax = D + ES = 25+0,052 = 25,052мм
D min = D + EI = 25мм
1.3 Нахоятся отклонения и допуски для калибров-пробок по табл.2 квалитет 9.
H = 4 мкм =0,004 мм Z = 9мкм = 0,009мм Y=0 α =0
1.4 Вычисляются предельные размеры проходного калибра-пробки ПР по формулам
1.4.1 Проходная сторона новая
ПР = Dmin + Z ± H/2 =25+ 0,009 ± 0,004/2=25,009 0,004/2мм
ПРmax = Dmin + Z + H/2 = 25+ 0,009 + 0,004/2=25,011мм
ПР min = Dmin + Z - H/2 =25 + 0,009 - 0,004/2 =25,007мм
ПРисп = ПРmax - Н ПРисп = 25,011-0,004
1.4.2 Проходная сторона изношенная
ПРизн = D min - Y + α = 25 – 0 +0 =25мм
3 Непроходная сторона новая
НЕ = D max - α ± H/2 = 25,052 -0 ± 0,004/2
НЕmax = D max - α + H/2 = 25,052 -0 +0,004/2 =25,054мм
НЕ min = D max - α - H/2 = 25,052 -0-0,004/2 =25,05мм
НЕ исп = НЕ max – H НЕ исп = 25,054 -0.004
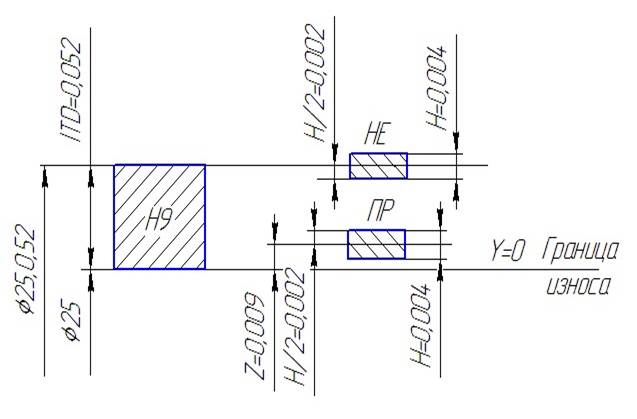
Рисунок 3- Схемы расположения полей допусков калибра-пробки.
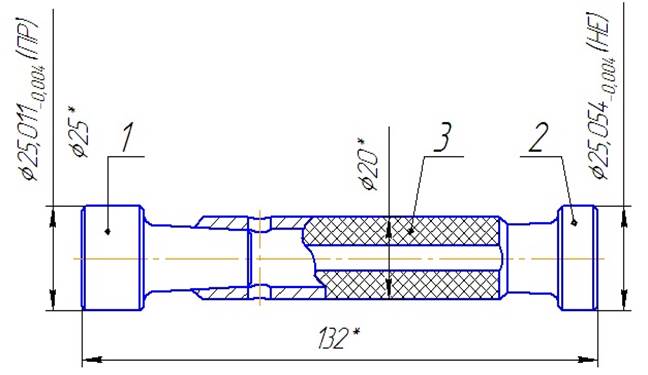
Рисунок 4- Эскиз калибр-пробки для контроля отверстия Ø25Н9
2. Расчет исполнительных размеров гладкого калибр- скобы для контроля заданного вала Ø25f8
2.1 Для заданного поля допуска по табл.1 находятся отклонения вала:
es = - 20мкм = - 0,02мм ei = - 53мкм = -0,053мм
2.2 Вычислим предельные размеры проверяемого вала:
dmax = d + es = 25+ (-0,02) = 24,98мм
d min = d + ei = 25+ (-0,053) = 24,947мм
2.3 Найти отклонения и допуски для калибров-скоб по табл.2 квалитет 8.
H1 = 6мкм =0,006 мм Z1 =5мкм = 0,005мм Y1=4мк =0,004мм α =0
2.4 Вычислить предельные размеры проходного калибра-скобы ПР по
формулам
Проходная сторона новая
ПР = D max + Z1 ± H1 /2 =24,98 +0,005 ± 0,006/2
ПРmax = Dmax + Z1 + H1/2 = 24,98 +0,005 + 0,006/2=24,998мм
ПР min = Dmax + Z1 - H1/2 = 24,98 +0,005 - 0,006/2=24,982мм
ПРисп = ПР min + H1 ПРисп = 24,98+0.006