 Физический смысл.
Физический смысл.
Есть три основных фактора, изменяющие внутреннее напряжение пильного диска при работе. Это центробежные силы, давление распиливаемого материала и нагрев зубьев при выполнении работы резания. Все эти физические явления приводят к уменьшению текущей проковки пильного диска.
На работающем пильном диске происходит расширение подвенечной зоны, вследствие растяжения ее центробежными силами и нагрева от зубьев. Пильный диск является единой уравновешенной системой. Расширение одного из ее участков - подвенечной зоны, приводит к нарушению общего равновесия. Несмотря на то, что это расширение симметрично относительно плоскости пильного диска, оно приводит к нарушению его общей симметрии и плоскостности. Внутренние напряжения, которые диск уже не способен впитать с помощью пластической деформации он выпускает в изменение своей формы.
Существует несколько способов противостоять этому явлению. Это охлаждение работающего диска водой или смесью воды, масла и сжатого воздуха. Оснащение подвенечной зоны и тела пилы разрезами - термокомпенсаторами. Тем не менее, основным способом борьбы с температурным расширением подвенечной зоны является предварительное натяжение - проковка центральной части пильного диска. Величина этого натяжения строго дозирована и позволяет диску сохранить свою плоскую форму. Затем при работе пилы, подвенечная зона расширяется. Как образно говорит наш учитель - проф. Якунин Н.К. "Пила расправляет крылья". 
В итоге напряжения в диске выравниваются и пила принимает форму плоского упругого равновесия. Однако если посмотреть на проблему шире, станет понятно, что мы стараемся бороться с явлением, возникающим в подвенечной зоне, воздействуя на центральную часть диска. А ведь логично было бы заставить предварительно сжаться саму подвенечную зону, расширяющуюся при работе. И такой способ существует. Это способ высокотемпературного воздействия на подвенечную зону. Проф. Стахиев Ю.М. называл его термопластической обработкой. Некоторые зарубежные производители круглых пил давно используют данную технологию. 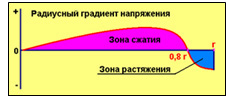
Для лучшего понимания физики проковки вообразите себе, что пильный диск сделан из двух стальных колец. Причем внешний диаметр центрального кольца немного больше внутреннего диаметра кольца внешнего. Того, что имеет зубья. Для того чтобы собрать пилу, нагреем внешнее кольцо. Оно расширится и теперь свободно наденется на внутреннее кольцо. Когда же собранная воедино пила остынет, внешнее кольцо с силой сдавит кольцо центральное. В свою очередь центральная часть диска с такой же силой будет давить на периферию. В этом случае мы автоматически получим необходимое распределение внутренних напряжение пильного диска. А оно в таком диске не будет равномерным по радиусу. Напряжение будет расти от центра по мере приближения к зоне 0,8 радиуса. А потом изменит свой знак на противоположный. Градиент изменения внутреннего напряжения по радиусу будет выглядеть примерно так.
 Способы натяжения.
Способы натяжения.
Секторный проковкой.
Проковка секторным способом подробно описана в книге проф. Якунина Н.К. "Подготовка к работе и эксплуатация круглых пил". Натяжение выполняется пилоправным молотком под названием косяк или перекрестным. Удлинение бойка располагается по радиусу пильного диска. Уравновешенные удары наносятся по предварительно размеченным 16 секторам. С максимальной точностью, стремясь попасть в одни и те же точки с обеих сторон пильного диска. Сила удара варьирует от? до полной силы.
Уравновешенные удары пилоправного молотка формируют вдоль размеченных радиусов зоны пластической деформации металла. В итоге происходит натяжение пильного диска вследствие отталкивания секторов друг от друга.
Неоспоримым достоинством данного способа является возможность натяжения пильного диска в условиях лесопилки, располагая лишь минимальным набором пилоправного инструмента. Секторный способ проковки хорошо зарекомендовал себя для начинающих пилоправов.
Однако, сильно проковывая пильный диск этим способом, мы рискуем получить большое количество выпучин и хребтов. Особенно, если диск произведен с нарушением технологии термообработки, что присуще практически всем российским пилам. Поэтому рекомендую выполнять натяжение пильного диска постепенно, ступенчато чередуя проковку с правкой.
 Кольцевой проковкой.
Кольцевой проковкой.
Данный способ пришел в Россию из Финляндии. Он отчасти имитирует натяжение пильного диска вальцеванием.
Натяжение пильного диска кольцевым способом так же выполняется косяком, располагая удлинение бойка вдоль радиуса пильного диска. Удары, как правило, наносятся по трем кольцам шириной в несколько сантиметров. В отличие от предыдущего способа, каждый из ударов не уравновешивается точным ударом с обратной стороны. Уравновешивание происходит суммированием воздействия от большого количества ударов распределенных в узкой полосе.
При данном способе зона пластической деформации металла формируется в прокованных кольцах. Увеличение проковки происходит в основном за счет отталкивания концентрических колец друг от друга.
Во время натяжения ведется постоянный контроль над величиной проковки и плоскостностью пильного диска с помощью лекальной пилоправной линейки. Форма лекальной линейки индивидуальна для каждого диаметра и толщины круглой пилы.
Постоянный контроль натяжения с помощью лекальной линейки позволяет точнее формировать радиусный градиент натяжения пильного диска. А так же получать более равномерную проковку в каждом секторе. В итоге, по сравнению с секторным способом, пилы подготовленные способом кольцевым лучше держат перегрев подвенечной зоны от работы резания. Позволяют пилить быстрее и дают лучшую геометрию распиловки.
Финские пилоправы настоятельно рекомендуют совмещать проковку кольцевым способом с поступенчатой правкой пильного диска. Такое сочетание позволяет избежать сильной деформации диска при его натяжении.
Данный способ проковки труднее осваивается начинающими пилоправами. При бездумном его применении, легко заковать пилу насмерть.
 Кольцевой вальцеванием.
Кольцевой вальцеванием.
Способ создания натяжения пильного диска вальцеванием широко пропагандировал проф. Стахиев Ю.М. При данном способе натяжение пильного диска создается за счет прокатывания по концентрическим окружностям с помощью вальцовочных роликов. Усилие вальцевания достигает нескольких тонн. Выполняется на специальных вальцовочных станках. В России вальцовочные станки для пил диаметром более 800 мм не выпускаются вовсе. Приходится использовать немецкие и итальянские станки, предназначенные в основном для вальцевания камнерезных пил. 
При вальцевании в узких концентрических окружностях вальцовочных линий создаются зоны пластической деформации металла, т.е. металл растекается в плоскости пильного диска. Как и в предыдущем способе, натяжение происходит за счет отталкивания нескольких концентрических колец друг от друга.
Способ характеризуется еще более высокой степенью осевой симметрии натяжения пильного диска. Лучше сохраняет плоскостность пилы после натяжения. С помощью частичного наложения окружностей или автоматическим регулированием давления роликов позволяет выравнивать натяжение пильного диска по секторам. На сегодняшний день является лучшим промышленным способом натяжения круглых пил.
Однако при вальцевании происходит "изламывание" металла по вальцовочной линии. В процессе вальцевания диск обязательно правится. Как и во всех остальных случаях, натяжение пильного диска совмещается с его правкой.
 Термопластический кольцевой.
Термопластический кольцевой.
Последние разработки в области создания натяжения в круглых пилах привели к появлению способа обработки пил в подвенечной зоне лазерным лучом. В этом случае мы боремся с рабочим температурным расширением подвенечной зоны именно в ней самой.
Физика процесса достаточно проста. При нагревании стали до температуры в несколько сотен градусов происходит ее линейное расширение. После охлаждения металл в этом месте сжимается и занимает меньший объем, чем до нагрева.
С помощью двустороннего лазерного луча пильный диск интенсивно прогревается в узкой полосе расположенной непосредственно под зубьями. После остывания пилы, происходит ее предварительное сжатие в подвенечной зоне. При данном способе мы не раздавливаем пильный диск изнутри, а сжимаем его в подвенечной зоне. Создавая эффект аналогичный проковке.
На взгляд автора данный способ более всего подходит для автоматического создания необходимого радиусного градиента натяжения пильного диска. Секторная равномерность у него так же должна быть чрезвычайно высокая. За счет незначительного воздействия на диск только в подвенечной зоне, плоскостность диска после натяжения должна быть чрезвычайно высокой.
Однако, мы не располагаем оборудованием, способным выполнить натяжение пильного диска таким способом.
 Термопластический точечный.
Термопластический точечный.
По данным, которыми располагает автор, одна японская фирма использует для подготовки пил еще один способ термопластической обработки.
Натяжение создается с помощью точечных прижогов расположенных так же в подвенечной зоне пильного диска. Физика процесса такая же, как и в предыдущем способе. Подобные прижоги можно создать сильными токами, как при точечной сварке. Токами высокой частоты или с помощью инфракрасного излучения.
Данный способ видится как значительно более доступный, и мы ведем работы по его реализации. Конечно, по равномерности создания натяжения, он вряд ли сможет сравниться с термопластическим кольцевым, но и оборудование для его реализации может быть достаточно простым и дешевым.
 Способы контроля натяжения.
Способы контроля натяжения.
С помощью трехточки.
Самым распространенным способом контроля натяжения пильного диска является определение стрелы прогиба на трехточке. При измерении пила укладывается на три кулачка расположенные под углом 120 градусов и находящиеся непосредственно под междузубными впадинами. Сверху прикладывается большая пилоправная линейка, проходящая через центр пилы.
Измерение стрелы прогиба производится с помощью пилощупа напротив кулачков на расстоянии 50 мм от центра пилы. Из трех измерений вычисляется среднее. Затем аналогичная операция производится с обратной стороны пилы. Величина стрелы прогиба не должна существенно различаться с обеих сторон, что говорит о хорошей симметрии пильного диска. Круговую равномерность проковки легко проверить, вращая пилу и удерживая на месте линейку. Операция выполняется на телескопической трехточке. Она изображена на рисунке.
Однако следует учесть, что стрела прогиба показывает сумму натяжения пильного диска т.е общую проковку. И не учитывает распределение величины натяжения вдоль радиуса. Иными словами, величина стрелы прогиба может быть рабочая, но пила нормально пилить не будет.
И еще, вольная пила с отрицательной проковкой так же имеет стрелу прогиба, причем очень похожую на положительно прокованную пилу.
С помощью лекальной линейки.
Следующим способом контроля натяжения пильного диска является определение правильности натяжения с помощью лекальной линейки. Рабочая сторона лекальной линейки выполнена слегка выпуклой. Эта выпуклость не равномерная и не симметричная. Она соответствует геометрии идеально прокованного пильного диска. Для проверки диск укладывается на столе и приподнимается рукой. Таким образом, он опирается на две точки. Более широкая часть линейки прикладывается к центру пильного диска и перпендикулярно линии между опорами.
Там где лекальная линейка касается поверхности, требуется дополнительное кольцевое натяжение пильного диска. Натяжение обязательно контролируется в разных секторах и с обеих сторон пилы.
Данный способ дает более четкую картину распределения натяжения по радиусу пильного диска. И позволяет полнее совмещать правку и проковку пилы. Однако требует постоянного контроля общей стрелы прогиба на трехточке. Иными словами, прилегание пилы к лекальной линейке может быть полное с обеих сторон пилы. Но пила не будет хорошо пилить из-за малой стрелы прогиба и соответственно недостаточной общей проковки.
Способ требует дополнительного контроля проковки центра пилы с помощью прямой радиусной линейки. Линейка при этом прикладывается к приподнятой пиле по центру. Она должна показать небольшой зазор между центром пилы и приложенной радиусной линейкой. Если зазора нет - необходимо дополнительно проковать центр пильного диска.
 С помощью ИТБ с пневмоцилиндром.
С помощью ИТБ с пневмоцилиндром.
Величину и знак натяжения пильного диска с высокой точностью можно определить с помощью измерителя торцевого биения. К нам эта методика пришла из практики подготовки камнерезных дисков. Определение знака проковки является очень важным моментом для выработки стратегии подготовки пильного диска.
Измерение производится следующим образом. Пила устанавливается на измеритель торцевого биения. Который, оборудован пневмоцилиндром, распложенным под углом 90 градусов относительно индикатора отклонения, часового типа. Пневмоцилиндр давит на пилу в подвенечной зоне с усилием 10 или 20 кг. В зависимости от величины и знака проковки крыло пильного диска, находящееся напротив индикатора, ведет себя по-разному.
При нулевой проковке отклонения не наблюдается. При положительной проковке пильный диск становится чашеобразным, а показания индикатора соответственно положительными. Отрицательная проковка заставляет крыло, расположенное перед индикатором отклоняться в сторону обратную приложенному усилию. Что приводит к отрицательным показаниям индикатора.
Данный способ позволяет очень точно определить знак натяжения пильного диска вблизи нулевой зоны проковки. Позволяет измерять величину отклонения и составлять диаграммы напряженности пильного диска по окружности. Разница в величине проковки пильного диска измеренная по окружности не должна быть более 10-20%.
Директор ООО "Пилоправ.ру"
Организатор "Уральской школы пилоправов" им. Н.К.Якунина
Кучеров В.В.