Выполнил студент гр. 16МН1
Стакин И.М.
Проверила к.т.н. доцент
Сорокина Н.В.
Пенза 2020
Конические зубчатые колеса бывают с прямолинейными и криволинейными зубьями; последние более совершенны, чем первые, так как более плавны и бесшумны в работе даже на больших оборотах.
Для обработки прямозубых конических зубчатых колес широкое применение получили зубострогальные станки, работающие по методу обкатки одновременно двумя резцами (рис. 1). Резцы 1 закреплены в каретках станка 2, наклоненных друг к другу под углом, равным конусности зубьев. Каретки вместе с резцами совершают возвратно-поступательное движение по направляющим, связанным при помощи ролика 3 с неподвижно закрепленным копиром 4. За каждый двойной ход резцов производится их радиальная подача на заготовку.
Так как ролик перемещается по эвольвентному профилю копира и приводит каретку с резцами к заготовке, то резцы, постоянно врезаясь в заготовку, образуют на ней конический зуб с эвольвентным профилем. По окончании врезания ролик отводится назад в исходное положение, а резцы — от заготовки, и производится деление заготовки на один зуб. Затем цикл повторяется до тех пор, пока не нарезаны все зубья. Работа ведется по автоматическому циклу.
При обработке конических колес с модулем т > 4 мм в условиях крупносерийного производства выгодно применять специальные станки-автоматы для предварительной прорезки впадин.
При обработке прямозубых конических колес небольших размеров применяют круговое протягивание на специальных станках, где режущим инструментом является круговая протяжка. Круговая протяжка состоит из нескольких фасонных резцов, расположенных в порядке изменения профиля на периферии протяжки.
|
|
На рис. 2 показана круговая протяжка, которая, вращаясь с постоянной скоростью, получает также возвратно-поступательное движение I—II. Скорость и характер поступательного движения протяжки зависит от профиля копира станка, подбираемого приме-нительно к обрабатываемому зубчатому колесу. Таким образом, траектория рабочего движения каждого фасонного резца является совокупностью скоростей вращательного и поступательного движения. За один оборот протяжки полностью обрабатывается одна впадина зуба.
Описанный способ нарезания зубьев в два-три раза производительнее, чем строгание, и в то же время точность обработки соответствует точности, достигаемой при нарезании методом обкатки.
При отсутствии сцециальных зуборезных станков конические зубчатые колеса с прямым и косым зубом можно нарезать на универсально-фрезерном станке при помощи делительной головки дисковыми модульными фрезами; точность обработки при этом способе ниже. При этом заготовку 1 колеса устанавливают на оправки в шпиндель делительной головки 2 (рис. 3, а), который поворачивают в вертикальной плоскости до тех пор, пока образующие впадины между двумя зубьями не займут горизонтального положения. Зубья нарезаются в три прохода. При первом проходе фрезеруется впадина между зубьями шириной а2 (рис. 3, б), соответствующей форме впадины на ее узком конце; второй проход производят модульной фрезой, профиль которой соответствует наружному профилю зуба а1 при этом стол с делительной головкой поворачивают на угол а
|
|
tg α = a1 — a2/(2l).
При таком положении фрезеруются все левые бока зубьев (площадка 1 — рис. 3,б), за третий проход фрезеруются все правые бока зубьев (площадка 2), для чего делительную головку поворачивают на тот же угол, но в противоположном направлении.
Нарезание конических зубчатых колес с криволинейными зубьями обычно производят резцовой головкой с профилем зуба по дуге окружности или специальной конической червячной фрезой (рис. 4).
Косые спиральные зубья образуются в результате обкатки производящего воображаемого колеса с заготовкой, аналогично рассмотренному способу образования зубьев конических прямозубых колес.
На рис. 4 представлена схема нарезания криволинейного зуба методом обкатки червячной конической фрезой. Процесс образования зубьев на станке осуществляется непрерывно: вращением фрезы 5, вращением колеса 2 и круговой подачей фрезы.
Обрабатываемое колесо находится в зацеплении с воображаемым плоским колесом 1, с которым совершает движение коническая червячная фреза, обкатывая при этом нарезаемое колесо 2. В результате обката на нарезаемом колесе фрезеруюся спиральные зубья.
Угол конуса фрезы применяется постоянным и равным 60°. На наружной поверхности фрезы профрезерованы прямые канавки, образующие зубья фрезы.
Профиль зубьев выполнен в форме рейки. Шаг рейки, измеренный по образующей, равен нормальному шагу tn плоского колеса; угол профиля рейки равен 20°.
Недостатком метода обработки конических колес со спиральными зубьями червячной конусной фрезой является невозможность обеспечения высокой точности и чистоты.
|
|
На рис. 5—6 приведены схемы работы станка для нарезания конических зубьев с профилем по дуге окружности резцовой головкой. На бабке зуборезного станка автомата (рис. 5) устанавливается вращающаяся головка У, которая, находясь в контакте с заготовкой 2, накатываясь по поверхности образующего колеса 3, воспроизводит криволинейный зуб конической заготовки 2. Заготовка 2, кроме обкаточного движения, в конце цикла обработки зуба отходит от головки и совершает движение деления; затем происходит врезание заготовки в резцовую головку.
По конструкции резцовые головки делятся на односторонние и двусторонние. Двусторонние головки прорезают обе стороны впадины; они производительны. Эти головки целесообразно применять для чернового прорезания зубьев с последующим чистовым нарезанием в две установки односторонними головками, у которых сначала нарезается одна сторона, а потом другая.
Двусторонние головки режут наружными и внутренними резцами, расположенными поочередно. Каждый резец одновременно обрабатывает боковую сторону зуба и часть впадины (рис. 6, а).
Трехсторонние головки в отличие от двусторонних имеют наружные, внутренние и средние резцы (рис. 6, б). Наружные и внутренние резцы обрабатывают только боковые стороны зуба, а средние резцы только впадины зубьев.
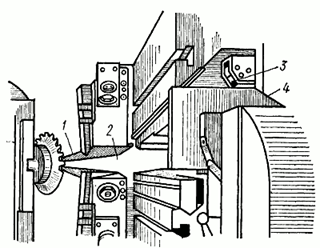
Рис. 1. Рабочая зона станка для обработки зубьев конических колес по копиру
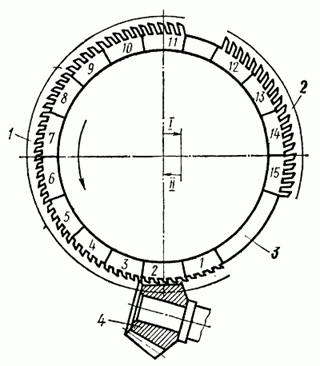
Рис. 2. Схема обработки конического прямозубого колеса круговой протяжкой: 1 — черновые резцы; 2 — чистовые резцы; 3 — зона поворота заготовки на один зуб; 4 — обрабатываемое зубчатое колесо
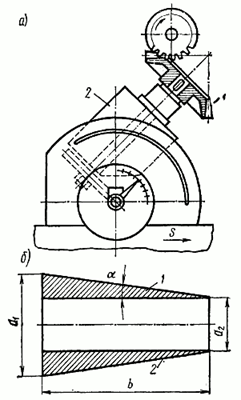
Рис. 3. Зубофрезерование конического зубчатого колеса дисковой модульной фрезой: а — установка заготовки на оправке; б — схема фрезерования впадины между зубьями
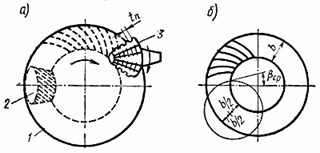
Рис. 4. Схема образования зубьев конических колес с криволинейными зубьями: а — конической червячной фрезой; б — резцовой головкой
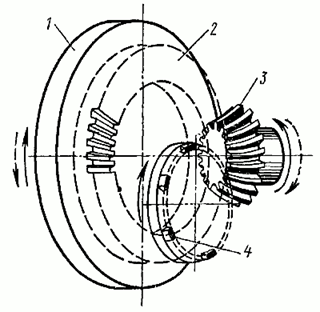
Рис. 5. Нарезание конических колес с криволинейными зубьями резцовой головкой: 1 — инструментальный барабан; 2 — воображаемое производящее коническое колесо; 3 — нарезаемое зубчатое колесо; 4 — зуборезная головка с резцами
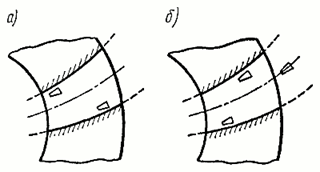
Рис. 6. Схемы работы двусторонней (а) и трехсторонней (б) головок