Припуск на механическую обработку на все поверхности детали «Вал» (за исключением наружной поверхности  назначаем независимо от технологического процесса обработки детали по ГОСТ 7505-89 «Поковки стальные штампованные. Допуски, припуски и кузнечные напуски».
назначаем независимо от технологического процесса обработки детали по ГОСТ 7505-89 «Поковки стальные штампованные. Допуски, припуски и кузнечные напуски».
При расчете припуска на наружную поверхность используем расчетно-аналитический метод определения припусков (РАМОП).
Технологияобработкирассматриваемойповерхности мм с шероховатостью Ra = 3,2 мкм:
1. Черновое точение, после которой обрабатываемая поверхность будет иметь точность 14-го квалитета и шероховатостью Ra = 6,3 мкм.
2. Чистовое точение, после которого обрабатываемая поверхность будет иметь точность равнозначную 11-го квалитета и шероховатость Ra =3.2мкм.
3. Шлифование, после которого обрабатываемая поверхность будет иметь точность 8-го квалитета.
4. Полирование, после которого обрабатываемая поверхность будет иметь точность 6-го квалитета.
Минимальный припуск на наружный диаметр при обработке в специальном патроне определяется по формулам:
при токарной обработке:
 ;
;
при шлифовании:
 ;
;
при полировании:
 ;
;
Где 𝑅z, 𝑇 – элементы припуска,
𝜌 – суммарное отклонение.
Определяем суммарное отклонение расположения поверхностей по формуле:
 ;
;
где  - допускаемые погрешности по короблению:
- допускаемые погрешности по короблению:
 ;
;
где  - допускаемая удельная кривизна,
- допускаемая удельная кривизна,
= 0,8 мкм/мм.
l- расстояние от точки закрепления до определяемого сечения,
l = 25мм;
Тогда: =0,8∙25=20мкм.
 - допускаемое смещение,
- допускаемое смещение,
 0,7 мм (700 мкм);
0,7 мм (700 мкм);
Тогда:  =700,2мкм(0,7002 мм)
=700,2мкм(0,7002 мм)
Значение остаточного смещения определяем по формуле:
 ,
,
где  - коэффициент уточнения формы [1];
- коэффициент уточнения формы [1];
после чернового точения:  =0,043 мм (43мкм)
=0,043 мм (43мкм)
после чистового точения:  =0,028 мм (28мкм)
=0,028 мм (28мкм)
после шлифования:  =0,014 мм (14мкм)
=0,014 мм (14мкм)
после полирования:  =0,007 мм (7мкм)
=0,007 мм (7мкм)
Определяем погрешность установки на различных этапах механической обработки детали:
 ,
,
где  - погрешность базирования;
- погрешность базирования;
 - погрешность закрепления;
- погрешность закрепления;
 - погрешность положения заготовки в приспособлении.
- погрешность положения заготовки в приспособлении.
Погрешность базирования при установке в специальном четырехкулачковом патроне определяется по формуле:
 ,
,
где  - допуск на размер технологической базы (размер: 100h
- допуск на размер технологической базы (размер: 100h  ); Следовательно, на всех этапах механической обработки погрешность базирования будет постоянной:
); Следовательно, на всех этапах механической обработки погрешность базирования будет постоянной:
=  =0,25·54=13,5мкм.
=0,25·54=13,5мкм.
Погрешность закрепления на всех операциях:
=30 мкм.
Погрешность положения заготовки в приспособлении:
 =0 мкм
=0 мкм
Тогда:

Определим значения допусков на диаметральный размер:
а) для полирования-  =19 мкм;
=19 мкм;
б) для шлифования-  =30 мкм;
=30 мкм;
в) для чистового точения-  =190 мкм;
=190 мкм;
г) для чернового точения-  =740 мкм;
=740 мкм;
д) для заготовки- =3600 мкм.
Определяем значения минимальных припусков на обрабатываемый размер:
при черновой обработке
=2(150+250+701)2202мкм=2,2 мм.
при чистовой обработке
=2(60+60+53,4)=346мкм=0,346 мм.
при шлифовании
=2(10+28+33)=142мкм=0,142 мм.
при полировании
=20мкм=0,02 мм.
Наименьший предельный размер по чертежу мм. Имеем расчетный размер последнего перехода (в данном случае шлифования  =∅39,998 мм). Для остальных переходов получаем расчетный размер по формуле:
=∅39,998 мм). Для остальных переходов получаем расчетный размер по формуле:  ,
,
где  - расчетный размер предыдущего перехода;
- расчетный размер предыдущего перехода;
 - минимальный припуск на данный переход.
- минимальный припуск на данный переход.
для шлифования:  =39,998+0,02=40,01 мм.
=39,998+0,02=40,01 мм.
для чистового точения:  =40,01+0,142 =40,152 мм.
=40,01+0,142 =40,152 мм.
для чернового точения:  =40,152+ 0,346 =40,5 мм.
=40,152+ 0,346 =40,5 мм.
для заготовки::  =40,5+2,2=42,7 мм.
=40,5+2,2=42,7 мм.
Наименьшие предельные размеры по всем технологическим переходам, округляем. Округление производить до того знака десятичной дроби с каким дан допуск на размер для каждого перехода:
 =39,99 мм;
=39,99 мм;
 = 40,01 мм;
= 40,01 мм;
 =40,15 мм;
=40,15 мм;
=40,5 мм;
=43мм.
Наибольший предельный размер для каждого перехода вычисляем по формуле:  ;
;
где  - наименьший предельный размер, мм;
- наименьший предельный размер, мм;
 - допуск на обработку, мм.
- допуск на обработку, мм.
для полирования:  =39,99+ 0,019 =40,009 мм.
=39,99+ 0,019 =40,009 мм.
для шлифования:  =40,01+ 0,03 =40,04 мм.
=40,01+ 0,03 =40,04 мм.
для чистового точения:  =40,15+ 0,19 =40,34 мм.
=40,15+ 0,19 =40,34 мм.
для чернового точения:  =40,5+ 0,74 =41,24 мм.
=40,5+ 0,74 =41,24 мм.
для заготовки:  =43+ 3,6 =46,6 мм.
=43+ 3,6 =46,6 мм.
Минимальные и максимальные предельные значения припусков на обработку для наружной поверхности определяем по формулам:
2  =
=  −
− 
где  - наибольшие предельные размеры для переходов, мм;
- наибольшие предельные размеры для переходов, мм;
 - наименьшие предельные размеры для переходов, мм.
- наименьшие предельные размеры для переходов, мм.
для полирования


для шлифования


для чистового точения


для чернового точения


Определим значения общих припусков по формулам:
Таким образом:
 =
=  мкм.
мкм.
 =
=  +
+  +
+  +
+  =6591мкм.
=6591мкм.
Произведем проверку правильности произведенных расчетов по формулам:  −
−  =
=  −𝑇𝛿𝑖
−𝑇𝛿𝑖
 −
−  =
=  −
− 
Следовательно для полирования:
 -
-  =31-20=11 мкм;
=31-20=11 мкм;
 -
-  =30-19=11мкм.
=30-19=11мкм.
для шлифования:
 -
-  =300-140=160 мкм;
=300-140=160 мкм;
 - ==190-30=160мкм.;
- ==190-30=160мкм.;
для чистового точения:
 -
-  =900-350=550 мкм;
=900-350=550 мкм;
 - =740-190=550мкм.;
- =740-190=550мкм.;
для чернового точения:
 -
-  =5360-2500= 2860 мкм;
=5360-2500= 2860 мкм;
- =3600-740=2860мкм.
проверка по общим припускам:
 −
−  =6591-3030=3561мкм
=6591-3030=3561мкм
-  =3600-19=3581мкм.
=3600-19=3581мкм.
Определяем общий номинальный припуск по формуле:
 ,
,
Где  – нижнее отклонение допуска на диаметр заготовки, 1200 мкм
– нижнее отклонение допуска на диаметр заготовки, 1200 мкм
 – нижнее отклонение допуска на диаметр детали, 11 мкм, тогда:
– нижнее отклонение допуска на диаметр детали, 11 мкм, тогда:
 =
=  +1200−11=4199мкм (4,2 мм)
+1200−11=4199мкм (4,2 мм)
Определяем номинальный диаметр заготовки
 =
=  + = =
+ = =  +4,2=44,1мм.
+4,2=44,1мм.
Таблица 3 – Результаты расчета припуска на размер
| Технологический маршрут обработки | Элементы припусков |  , мкм , мкм
|  , мм , мм
|  , мкм , мкм
| Предельные размеры, (мм) | Полученные предельные размеры (мкм) | |||||

| 
| 
| 
| 
| 
| 
| 
| ||||
| Заготовка поковка | 700,1 | - | - | 42,7 | 46,6 | – | – | ||||
| Черновое точение | 40,5 | 40,05 | 41,24 | ||||||||
| Чистовое точение | 40,152 | 40,15 | 40,34 | ||||||||
| Шлифование | - | 40,01 | 40,01 | 40,04 | |||||||
| Полирование | - | 39,998 | 39,99 | 40,009 |
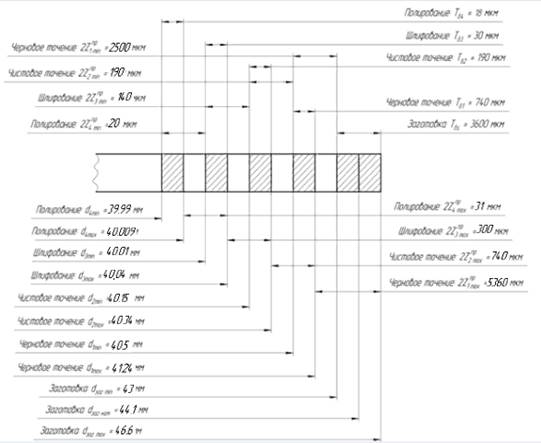
Рисунок 1— Результаты расчета припуска на размер