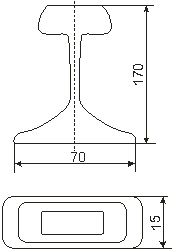
Чертеж отливки
При расчете любого из отделений литейного цеха необходимым является предварительный расчет мощности производства (объем производимой продукции – т/ год).
Для определения мощности необходимо знать массу отливки и годовую программу выпуска. Годовая программа определяется в зависимости от серийности производства.
Так как производство единичное (выпуск очень маленькими партиями), годовая программа выпуска составляет 10 шт. в год.
Мощность производства = 10*20=160кг=0,16т
Таблица 2.
| Масса, кг | Годовая программа выпуска, шт | Мощность производства, т |
| 0,16 |
Определение фонда времени.
На следующем этапе расчета литейных участков необходимо определить фонд времени, т.е. время, затрачиваемое на производство в год. При расчете фонда времени для оборудования и рабочих следует различать календарный, номинальный и действительный фонды времени.
Календарный фонд времени рассчитывается исходя из количества дней в году и часов в сутках, и составляет
Фк = 8760 ч/год.
Номинальный фонд времени учитывает режим работы оборудования и рабочих без учета потерь и зависит от количества смен (так как производство единичное, режим - односменный):
при односменном режиме
ФН=2070 ч/год
Действительный фонд времени:
Фд = 1820 ч/год
С учетом 18-ти дневного отпуска и 8 праздничных дней при односменном режиме работы.
Выбор типа оборудования и расчет его количества
В состав смесеприготовительных отделений входят участки подготовки
компонентов смесей (песка, глины, отработанной смеси, связующих, проти-
вопригарных и других добавок), приготовления формовочных и стержневых
смесей и лаборатория для контроля качества смесей.
Расчет оборудования для смесеприготовительных отделений произво-
дится на основе баланса формовочных и стержневых смесей для обеспечения
годового производства отливок.
Таблица 3.
Потребность формовочных и стержневых смесей и свежих материалов на годовую программу.
| Группа отливок по массе, кг | Средняя масса годных отливок, кг | Размер опоки, мм | Высота формы, мм | Средняя масса годных отливок в форме (металлоемкость) | Расход по видам смесей на 1 тонну годных отливок, т. | ||
| наполнительная | облицовочная | всего смеси | |||||
| 20…100 | 800х700 | 6,3 | 4,2 |
Количество смеси, требуемое для производства отливок равно
0,16 * 10,5 = 1,68 т/год.
Упрочняемые смеси средней прочности, подвергаемые тепловой обработке в процессе формовки, используют, в основном, для изготовления отливок массой более 250 кг, а в некоторых случаях менее 100 кг.
Таблица 4.
| Самотвердеющие высокопрочные смеси | ||||
| Смеси и их назначение | Количество по массе, % | |||
| Оборотной смеси | Кварцевого песка | Глины или бетонита | Прочих добавок | |
| Цветное литье | ||||
| Единая алюминиевая | - |
Таблица 5.
| Наиме- нования смесей | Потребность, т/год | Составы смесей и расход компонентов | |||||||||
| по расчету | на просыпку (10%) | всего | Оборотная смесь | Кварцевый песок | связующее | добавки | |||||
| % | т/год | % | т/год | % | т/год | % | т/год | ||||
| Единая алюминиевая | 1,68 | 0,168 | 1,848 | 1,57 | 0,129 | 0,166 | -- | -- |
Далее выбираем смесители. Их выбирают в зависимости от типа используемой смеси. Маятниковые смесители применяют исключительно для глинистых смесей сырой формовки.
Шнековые смесители являются наиболее простыми и компактными. Одношнековый смеситель непрерывного действия марки С-110, предназначенный для приготовления холоднотвердеющих смесей для производства форм и стержней.

Смеситель модель S1412
Таблица 8.
Характеристики:
| Модель | Замес,кг | Производительность | Мощность кВт | Мощность головки кВт | Масса кг |
| S1408 | 150кг. | 3т./ч. | 2x2 |
Таблица 9.
Расчет числа смесителей:
| Смеси | Смесители | ||||||||
| Вид | Количество, т/ч | Наименование, модель | Производительность, т/ч | Число | Загрузка, % | ||||
| Сред не часо вое | Расчетное | Среднечасовое | Расчетное | Принятое | Среднечасовая | Расчетная | |||
| Единая алюминиевая | 0,01 | 1,848 | S1408 | 0,003 | 0,0036 | 0,03 | 0,036 |
Значит, для данного типа производства требуется1 смеситель модели S1418 непревырного действия.