Одним из современных методов создания электрических цепей в РЭМ-1 (РЭМ-2) ЭВМ является применение печатного монтажа, реализуемого в виде многослойных печатных плат (МПП) с металлизацией сквозных отверстий.
Последовательность типовых технологических операций изготовления МПП полуаддитивным методом, определяющая укрупненную схему ТП, такова: нарезка заготовок слоев МПП, получение рисунка схемы слоев, травление меди с пробельных мест, удаление маски, образование базовых отверстий, прессование слоев МПП; образование металлизированных отверстий; химическая очистка отверстий; химическая металлизация отверстий; гальваническая металлизация платы; получение рисунка схемы; гальваническая металлизация рисунка; нанесение металлорезиста на рисунок; удаление маски; травление меди с пробельных мест; оплавление металлорезиста; обработка платы по контуру; маркировка платы, нанесение защитного покрытия; окончательный контроль платы.
Указанная последовательность типовых операций группируется в основе ТП производства МПП: изготовление внутренних слоев химическим методом; прессование слоев в монолитную структуру; сверление сквозных отверстий с их последующей металлизацией; образование рисунка наружных слоев МПП.
ГАП (ГАЦ) изготовления МПП структурно состоит из четырех автоматизированных технологических участков (изготовления слоев МПП, прессования и сверления заготовок МПП, химико-гальванической обработки заготовок МПП, фрезерования и конечной обработки МПП), образующих технологическую систему (16 групп технологического оборудования со своей системой управления и контроля) и автоматизированной транспортной системы (транспортные роботы (ТРМ-100), транспортно-накопитель-ные комплексы (ТНК), буферные накопители, рольганги).
Склады (химических реактивов, фотошаблонов, готовой продукции), заготовительный участок, инструментальная кладовая, контрольно-измерительный центр, участок подготовки химических растворов и химическая лаборатория в структуру ГАЦ не входят.
Структурная схема ГАЦ изготовления МПП приведена на рис. 2.2. В цех изготовления МПП со склада поступают фотошаблоны; со склада материалов — сухой пленочный фоторезист, заготовки стеклотекстолита и про-
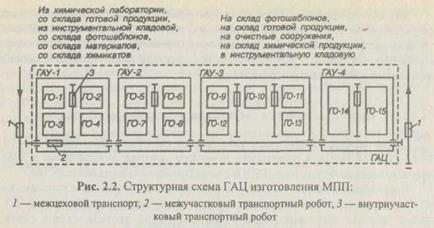
кладочной кабельной бумаги, полиэтиленовая пленка; со склада химикатов — флюс, химические реактивы; с участка приготовления растворов — растворы химических реактивов; из инструментальной кладовой — фрезы, сверла, алмазные круги; со склада готовой продукции — пустая тара; из химической лаборатории — специальные химические добавки. Из цеха изготовления МПП на склад фотошаблонов перевозятся фотошаблоны; на склад готовой продукции — готовые МПП; на очистные сооружения — отработанные растворы; на склады химических предметов — пустая тара; в инструментальную кладовую — магазинад с отработанным инструментом.
Рассмотрим состав участков цеха (ГАУ) и используемое в них СТО (АСТО, ГПМ, РТК):
ГАУ-1 — участок изготовления слоев МПП. Он имеет четыре группы технологического оборудования (ГО-1 — ГО-4):
ГО-1 — группа подготовки поверхности и нанесения сухого пленочного фоторезиста (СПФ). Она состоит из РПС подготовки поверхности слоев МПП (транспортно-накопительный комплекс (ТНК) загрузки; АЛ химической подготовки фольгированного диэлектрика; ТНК разгрузки); РТК нанесения СПФ (ТНК загрузки, автоматическая комплексная линия нанесения СПФ, ТНК разгрузки);
ГО-2 — группа экспонирования рисунка схемы. Она состоит из РТК экспонирования (ТНК загрузки-разгрузки; автоматическая установка экспонирования; ТНК разгрузки-загрузки фотошаблонов);
ГО-3 — группа проявления, травления, снятия СПФ. Она состоит из РТК проявления и травления (ТНК загрузки, автоматическая комплексная линия травления, ТНК разгрузки); РТК снятия СПФ (ТНК загрузки; автоматическая установка снятия СПФ; ТНК разгрузки);
ГО-4 — группа электрического контроля и доработки слоев. Она состоит из ТНК загрузки, автомата накопления слоев перед прессованием, РТК электрического контроля, стенда для доработки слоев.
ГАУ-2 — участок прессования и сверления заготовок МПП. Он имеет в своем составе четыре группы технологического оборудования (ГО-5—ГО-8):
ГО-5 — подготовки поверхности слоев МПП перед прессованием. Она состоит из РТК для подготовки поверхности слоев перед прессованием (ТНК загрузки, автоматизированная линия подготовки слоев перед прессованием, ТНК разгрузки); накопителя слоев МПП; автоматизированной зачистки и смазки пресс-форм; ТНК разгрузки;
ГО-6 — прессования слоев МПП. Она состоит из РТК прессования (ТНК загрузки, АСТО прессования, стенд сборки-разборки, ТНК разгрузки);
ГО-7 и ГО-8 — группы обрезки облоя и сверления МПП. Они состоят из РТК сверления (ТНК загрузки-выгрузки; автомат обрезки облоя после прессования; многошпиндельный автомат для сверления отверстий; стенд сборки-разборки спутников).
ГАУ-3 — участок химико-гальванической обработки МПП. Он имеет пять групп технологического оборудования (ГО-9—ГО-13):
ГО-9 — подготовки поверхности отверстий и химико-электролитической металлизации. Она состоит из РТК подготовки отверстий СТО (ТНК загрузки, автомат гидроабразивной обработки заготовок МПП; автоматизированная линия химической подготовки диэлектрика в отверстиях; автоматизированная линия гидроабразивной очистки); РТК химико-электролитической металлизации (ТНК загрузки, автоматизированная линия химической металлизации; ТНК разгрузки);
ГО-10 — получения рисунка схемы на наружных слоях заготовок МПП. Она состоит из ТНК загрузки, автоматизированной комплексной линии подготовки поверхности перед нанесением рисунка; автоматизированной установки экспонирования; стенда фотошаблонов; автоматизированной комплексной линии снятия лавсановой пленки и проявления СПФ заготовки МПП; ТНК разгрузки;
ГО-11 — электролитической металлизации и травления рисунка схемы на наружных слоях. Она состоит из РТК электролитической металлизации (ТНК загрузки, автоматизированная линия электролитической металлизации, ТНК разгрузки); автоматизированной установки снятия СПФ; автоматизированной комплексной линии травления и отливки; ТНК разгрузки;
ГО-12 — нанесения защитной маски на наружных слоях заготовок МПП. Она состоит из ТНК загрузки; автоматизированной линии проявления заготовок МПП; автоматизированного стенда фотошаблонов; автоматизированной установки экспонирования; автоматизированной линии нанесения защитной маски; ТНК разгрузки;
ГО-13 — обслуживания отверстий заготовок МПП. Она состоит из ТНК загрузки; автоматизированной комплексной линии лужения заготовки МПП; ТНК разгрузки.
ГАУ-4 — участок фрезерования и финишной обработки МПП. Он состоит из двух групп оборудования (ГО-14, ГО-15):
ГО-14 — фрезерования и финишной обработки (отмывки) МПП. Она состоит из РТК фрезерования (ТНК загрузки; рольганг приемона-копительный; стенд сборки-разборки спутников; автоматический станок фрезерования; ТНК разгрузки); печи сушильной;
ГО-15 — электроконтроля и маркировки плат. Она состоит из РТК электроконтроля (автомат финишного электрического контроля МПП; тип ТНК разгрузки-загрузки); стенда маркировки; установки ультрафиолетовой сушки.
Основными режимами работы ГАЦ изготовления МПП являются «запуск», «подготовка к работе», «рабочий», «завершение» (привод в исходное состояние). Назначение режимов работы ГАЦ следующее.
«Запуск» — период времени работы служб завода, обеспечивающий последовательное включение и подачу в ГАЦ энергоресурсов (силовое напряжение, вентиляция, холодная и горячая вода, сжатый воздух), нагрев до рабочей температуры энергетически емкого оборудования (прессы горячего прессования, сушильные печи, емкости с припоем установок обслуживания) до начала работы ГАЦ.
«Подготовка к работе» — период времени работы служб ГАЦ до начала первой смены, обеспечивающей: последовательное включение АСТО и вывод его на рабочий режим; обеспечение загрузочно-разгрузочных позиций АСТО (РТК) заготовками, материалами, поддонами с помощью транспортных роботов и транспортных рабочих; корректировку рабочих растворов по результатам химического анализа; последовательную передачу УТП от СУГО на СУО соответствующих единиц АСТО (РТК) по запросам от них.
«Рабочий» — основной период времени работы ГАЦ изготовления МПП в первую и вторую смены, обеспечивающих изготовление МПП согласно сменно-суточному заданию (ССЗ).
«Завершение» — период времени работы служб ГАЦ и транспортно-накопительной системы в конце второй смены, обеспечивающий после завершения выполнения ССЗ по обработке заготовок слоев МПП, в том числе готовых МПП на АСТО (РТК), последовательное отключение оборудования и перевод его в исходное состояние с помощью транспортных рабочих, операторов; слив рабочих растворов и промывку емкостей к приему нового раствора с участка подготовки растворов.