Запуск программы. Для начала работы программы, нажимаем кнопку [Пуск] и далее по следующему пути:
Пуск – Все программы – DEFORM- 3D – DEFORM-3D (рис. 1П2)

Рис. 1П2. Запуск программы DEFORM 3D™
Интерфейс DEFORM -3D™ (рис. 2П2) состоит из трех основных блоков: препроцессор (Pre Processor), решатель (Simulator) и постпроцессор (Post Processor). В препроцессоре задаются все необходимые для моделирования данные: условия процесса, геометрия заготовки и инструмента, материал, из которого они сделаны, параметры оборудование и т. д. Решатель используется для запуска расчета. Постпроцессор служит для обработки полученных результатов, создания анимации, графиков и рисунков процесса.
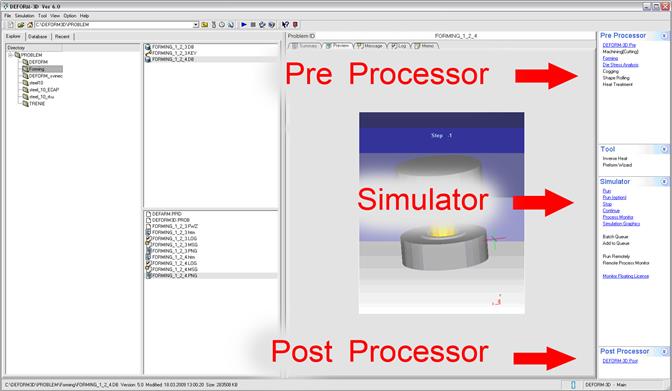
Рис. 2П2. Интерфейс DEFORM -3D™
Управление программой. Для открытия просчитанной задачи нужно выполнить следующие действия (рис. 3П2):
1. Выбрать диск и папку процессом
(по умолчанию C:\DEFORM-3D\PROBLEM).
2. В появившемся каталоге выбрать папку с нужным процессом.
3. Выбрать файл задачи с расширением DB (пример: forming.DB)
4. Затем перейти в Post Processor и нажать Deform – 3D Post.
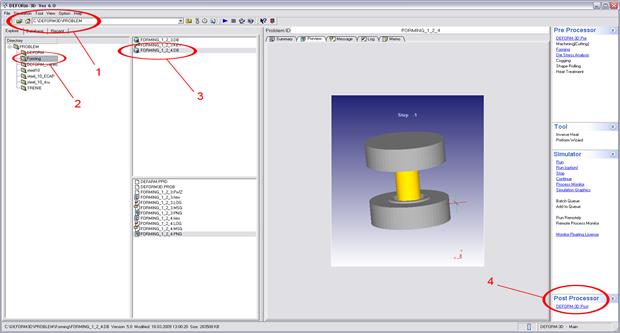
Рис. 3П2. Пользовательский интерфейс системы DEFORM 3D ™
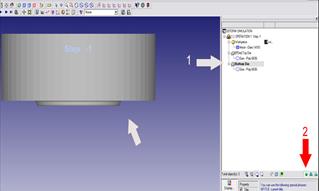
Для демонстрации процесса в открывшемся окне имеются следующие элементы управления (рис. 4П2): цифрой 1обозначены кнопки управления шагами процесса; цифрой 2 обозначены эле-менты, из которых состоит задача (заготовка – Workpiece, пуансон (верхний штамп) – Top Die, матрица (нижний штамп) – Bottom Die; цифрой 3 обозначены кнопки для переключения режима показа элементов задачи (верхний или нижний штамп, заготовка).
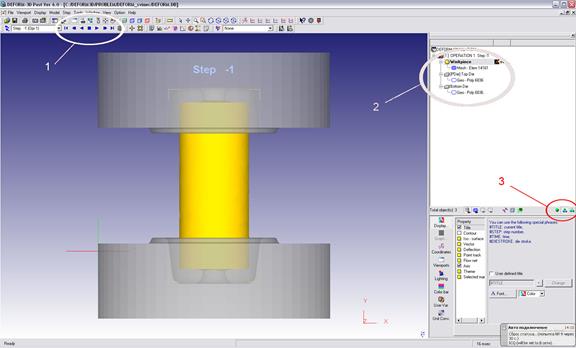
Рис. 4П2. Кнопки управления процессом и выбора элементов процесса
На рис. 5П2 показаны отдельные элементы после нажатия кнопок управления.
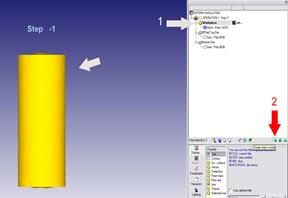
а б
Рис. 5П2. Показ отдельных элементов: а) заготовка, б) пуансон
Для создания изображения графика зависимости силы штам-повки от стадий деформации нужно проделать действия, которые показаны на рис. 6П2. 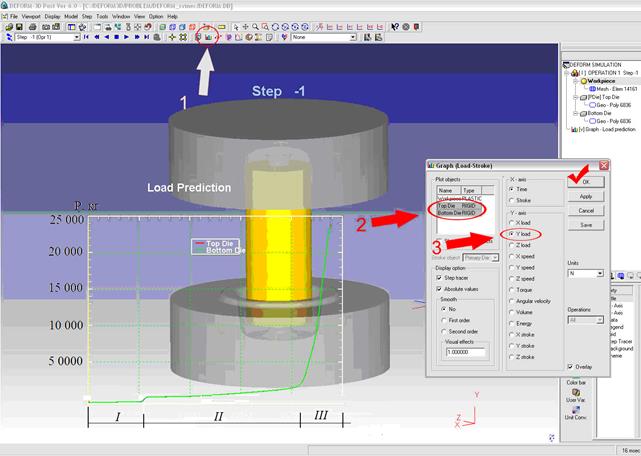
Рис. 6П2. Построение графиков
Аналогично осуществляется демонстрация процесса обрезки облоя и пробивки отверстия в просечном штампе.
Приложение 3
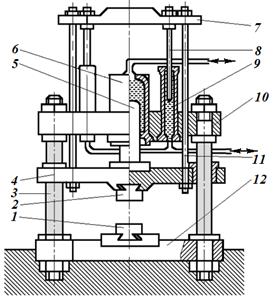
Устройство штамповочного оборудования


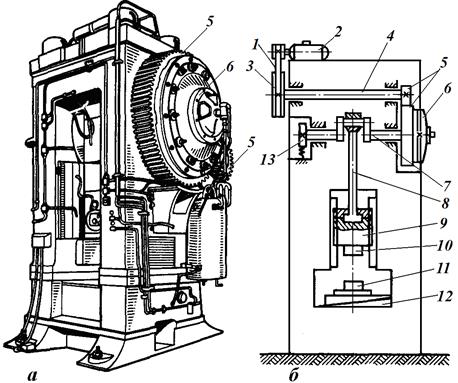
Рис. 4. Кривошипно-горячештамповочный пресс: а – общий вид; б – схема; 1 –клиноременная предача; 2 – электродвигатель; 3 – маховик (большой шкив); 4 –промежуточный вал; 5 – зубчатая передача; 6 – пневматическая фрикционная муфта; 7–кривошипный вал; 8– шатун; 9– ползун; 10, 11 – верх-няя и нижняя части штампа; 12 – стол; 13– тормоз
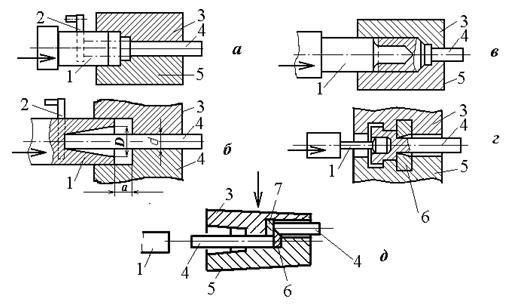
Продолжение приложения 3
[1] в данном случае сам процесс получения заготовки в штампах и название полученной заготовки ‒ «штамповка» совпадают, что вызывает неудобство для восприятия
[2] ГОСТ 15830 – 84. Обработка металлов давлением. Штампы. Термины и определения
[3] Программный комплекс DEFORM разработан американской компанией Scientific Forming Technologies Corporation (SFTC) и на сегодняшний день является лидером в области моделирования процессов обработки металлов давлением.