Сборку деталей ведут с соблюдением следующих правил:
- перед сборкой все детали собираемых узлов должны быть тщательно очищены от металлической стружки и окалины;
- детали, идущие на сборку, должны иметь документацию, свидетельствующую об их пригодности (клеймо технического контроля и др.);
- использованные приспособления и инструмент должны исключать повреждение собираемых деталей;
- крепежные детали должны быть надежно и равномерно затянуты без перекоса и деформации;
- при сборке должны быть тщательно выверены и отрегулированы все установочные размеры и зазоры в соответствии с требованиями сборочных чертежей.
- сборку деталей под сварку, в том числе установку заплат или вставок производить на прихватках или с помощью сборочных приспособлений и устройств.
2. ПОДГОТОВКА ПОД СВАРКУ (НАПЛАВКУ)
По результатам контроля должно быть принято решение о способе исправления дефектов: выборкой дефектного металла шва повторной сваркой, наплавкой, вырезкой и вваркой заплат, заменой элемента конструкции или ее части.
При необходимости наплавки больших поверхностей, их подготовку под наплавку производить пологой зачисткой, пример которой показан на рисунке 1а.
Местные несквозные дефекты удалять плавной выборкой металла на необходимую глубину, согласно рисунку 1б.
В случае сквозных дефектов рекомендуются виды подготовки, показанные на рисунке 1в, г, в зависимости от толщины деталей и доступности для выполнения сварочных работ.
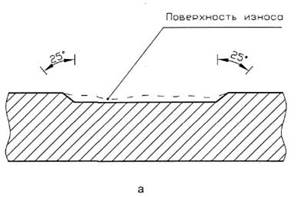


Рисунок 1 - Схема подготовки дефектных мест под наплавку или сварку
а - подготовка изношенной поверхности; б - разделка несквозных дефектов
в - односторонняя разделка сквозных дефектов; г - двухсторонняя разделка сквозных дефектов
Для предприятия в целом выгоднее и безопаснее не экономить на подготовке к сварке, а обеспечить максимальные технические и организационные возможности получения качественных надежных сварных соединений или наплавки.
Последними завершающими операциями подготовки к сварке должны быть механическая зачистка абразивным кругом (если перед этим была «огневая» обработка) и очистка от загрязнений с обезжириванием растворителями: ацетоном, уайт-спиритом и др.
Ширина зачищенных кромок (с двух сторон шва) или наплавляемой поверхности (по всему периметру) примерно 10-20 мм.
Материал прихваток должен быть аналогичным материалу сварного шва.
Очень важно при выполнении прихваток (и сварке тоже) на коррозионно-стойких сталях защищать поверхность сталей от брызг электродного металла, которые значительно окисляются кислородом воздуха и могут служить очагами усиленной местной коррозии.
Привариваемые временные сборочные устройства (скобы, упоры и т.п.) удалять механической или огневой резкой. После удаления сборочных устройств остатки швов тщательно зачистить заподлицо с металлом, а впадины, выхваты и прочие дефекты, образовавшиеся на поверхности, тщательно подварить и зачистить.
ВЫВОД:
ТЕМА ЛПЗ №3: СХЕМА ВЫПОЛНЕНИЯ ПОДГОТОВКИ
ДЕТАЛЕЙ К НАПЛАВКЕ.
ЦЕЛИ: Изучить основные требования при подготовке деталей к наплавке. Выполнить схемы подготовки деталей к наплавке в зависимости от вида износа поверхности.
ХОД РАБОТЫ: