Задание 1. Прочитайте фрагмент текста «Метод неполной взаимозаменяемости» и ответьте на вопросы, выполните задание:
1. В чем состоит суть этого метода?
2. В чем заключается экономическая выгода применения этого метода?
3. В чем заключается разница между методом неполной и полной взаимозаменяемости?
4. Сопоставьте экономический эффект от использования метода неполной взаимозаменяемости размер допуска замыкающего звена и увеличением числа звеньев размерной цепи. При ответе используйте модель чем…., тем …..
Ответы запишите.
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Задание 2. Прочитайте текст «Метод полной взаимозаменяемости» и ответьте на вопросы:
1. В чем состоит суть метода полной взаимозаменяемости?
2. В чем заключаются преимущества этого метода?
Ответы запишите.
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Материал для самостоятельной работы к теме №3
Классификация баз
Задание 1. Замените причастные модели словом «который», это поможет вам понять значение некоторых слов и смысл предложений.
1. База, используемая для определения положения детали в изделии.
________________________________________________________________________________________________________________________
2. База, принадлежащая данной детали и используемая для определения положения присоединяемого к ним изделия.
____________________________________________________________________________________________________________________________
3. Направляющая база должна быть по возможности наиболее протяженной.
____________________________________________________________________________________________________________________________
4. Базы принято различать по лишаемым степеням свободы.
____________________________________________________________________________________________________________________________
Задание 2. Замените модели со словом «для» моделями со словом «чтобы».
1. База, используемая для определения положения детали.
___________________________________________________________________________________________________________________________
2. Эта база для обеспечения наименьших перекосов заготовки.
____________________________________________________________________________________________________________________________
3. Для нормальной работы любой машины необходимо обеспечить определенное взаимное расположение ее деталей.
____________________________________________________________________________________________________________________________
4. Закрепление – это приложение сил и пар сил к заготовке или изделию для обеспечения постоянства их положения.
____________________________________________________________________________________________________________________________
5. Поверхность или точка, принадлежащая заготовке или изделию и используемая для базирования, называется базой.
___________________________________________________________________________________________________________________________
6. Для придания телу требуемого положения необходимо отнять указанные степени свободы.
___________________________________________________________________________________________________________________________
7. Для обозначения опорной точки предусмотрен специальный знак.
____________________________________________________________________________________________________________________________
8. Число проекций заготовки должно быть достаточным для однозначного представления о размещении опорных точек.
____________________________________________________________________________________________________________________________
Задание 3. Прочитайте текст и найдите в тексте информацию о классификации баз. Какие модели используются в тексте?
По каким признакам классифицируются базы? Ответ представьте в виде схемы.
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________ Тема 4. Технологическое обеспечение свойств материала и точности деталей
СВОЙСТВА, ХАРАКТЕР ПРЕДМЕТА, ЯВЛЕНИЯ ИЛИ ПОНЯТИЯ
Задание 1. Найдите в тексте примеры абстрактных существительных и запишите их в таблицу по аналогии.
Волнистость поверхности влияет на износостойкость, контактную жёсткость, контактную усталостную прочность, плавность перемещения деталей и их вибрации. Особенно существенным является влияние волнистости на плавность перемещения и вибрации деталей. Наличие волнистости на шейках вала и подшипников скольжения, колец и тел качения подшипников качения, направляющих и ползуна обуславливает снижение точности и устойчивости движения, порождает вибрации и шум и приводит к уменьшению долговечности изделий
| Прилагательное | Глагол | ||||
| -ость | -ени-; -ани - | -ци- | |||
| шероховатый | шероховат ость | изучать/изучить | изуч ени е | адсорбировать | адсорбция |
| усталый | устал ость | напрягать /напрячь | напряж ени е | реагировать | реак ци я |
Задание 2. Напишите слова, от которых образованы данные существительные
| Получение (чего?)___________ Решение ___________________ Обеспечение________________ Расположение_______________ Плавление__________________ Расширение_________________ Сопротивление______________ Изготовление________________ Охлаждение_________________ | Твёрдость_________________________ Упругость_________________________ Стойкость_________________________ Вязкость__________________________ Зернистость________________________ Выносливость______________________ Пластичность______________________ Возможность _______________________ |
Задание 3. Прочитайте определения и запишите вопросы о свойствах явлений.
1) Трудоемкость – это затраты времени рабочим на производство единицы продукции. В зависимости от состава включаемых в неё трудовых затрат различают технологическую трудоемкость, трудоемкость обслуживания производства, производственную трудоемкость и трудоемкость управления производством.
Для сокращения трудоёмкости характерно влияние таких факторов, как:
1. Технический прогресс, включающий
- механизацию и автоматизацию производственных процессов,
- модернизацию действующего оборудования;
- изменение конструкции изделий,
- улучшение качества сырья,
- применение новых видов материалов и топлива,
- повышение качества продукции.
2. Улучшение организации производства, труда и управления, в том числе:
- увеличение норм и зон обслуживания,
- изменение специализации производства,
- совершенствование управления производством (укрепление цехов, переход на бесцеховую структуру и т.п.),
- сокращение потерь рабочего времени,
- снижение брака и отклонений от нормативных условий работы.
3. Влияние природных условий:
- глубина залегание угля, нефти, торфа, железной руды и другого минерального сырья,
- содержание полезного компонента в рудах,
- изменение глубины разработки и др.
4. Изменение объема производства и относительное уменьшение численности рабочих, руководителей, специалистов и служащих.
5. Изменение структуры производства, в том числе:
- изменение удельного веса полуфабрикатов и кооперированных поставок,
- изменение доли продукции разной трудоемкости,
- изменение способов добычи полезных ископаемых; изменение доли вновь осваиваемой продукции.
2) Точность в машиностроении – это степень соответствия изготовляемых деталей, узлов, машин, приборов заранее установленным параметрам, задаваемым чертежом, техническими условиями, стандартами.
На всех этапах технологического процесса изготовления деталей и сборки узлов и машин неизбежны погрешности, поэтому достижение абсолютной точности невозможно. На практике для определения точности пользуются классами точности, которые устанавливаются на отдельные параметры деталей и на изделия в целом.
В зависимости от предъявляемых к машине (прибору) требований, а также условий работы деталей в узле и узлов в машине назначают точность изготовления деталей. Различают: точность формы (степень соответствия поверхностей детали определённым геометрическим телам); точность размеров детали; точность взаимного расположения поверхностей детали.
Точность детали определяется отклонениями от заданных форм и размеров. Погрешности формы деталей в виде тел вращения выражаются в овальности, огранке, бочкообразности и седлообразности, конусности, изогнутости. Для деталей, имеющих плоские поверхности, характерны такие отклонения формы, как непрямолинейность и неплоскостность. Отклонения взаимного расположения поверхностей характеризуются непараллельностью и неперпендикулярностью осей и плоскостей, несимметричностью поверхностей и т.п. (https://dic.academic.ru/)
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Задание 4. Трансформируйте предложения, используя конструкции что характеризуется /отличается/обладает чем; для чего типично/характерно что; чему присуще/ свойственно что.
1. Нормализация отличается от отжига условиями охлаждения.
______________________________________________________________________________________________________________________________________________________________________________________
2. Нитроцементированный слой характеризуется хорошим сопротивлением изнашиванию и коррозии.
______________________________________________________________________________________________________________________________________________________________________________________
3. Остаточным напряжениям всегда свойственно уравновешивание по сечению детали.
______________________________________________________________________________________________________________________________________________________________________________________
4. Поверхностному слою деталей всегда присуще плоское остаточное напряженное состояние.
______________________________________________________________________________________________________________________________________________________________________________________
5. Контактные перемещения характерны для суппортов токарных станков и составляют 80…90 % от общих перемещений.
______________________________________________________________________________________________________________________________________________________________________________________
6. Поверхности, обработанные резанием, обладают коэффициентом концентрации напряжений в пределах 1,5…2,5.
______________________________________________________________________________________________________________________________________________________________________________________
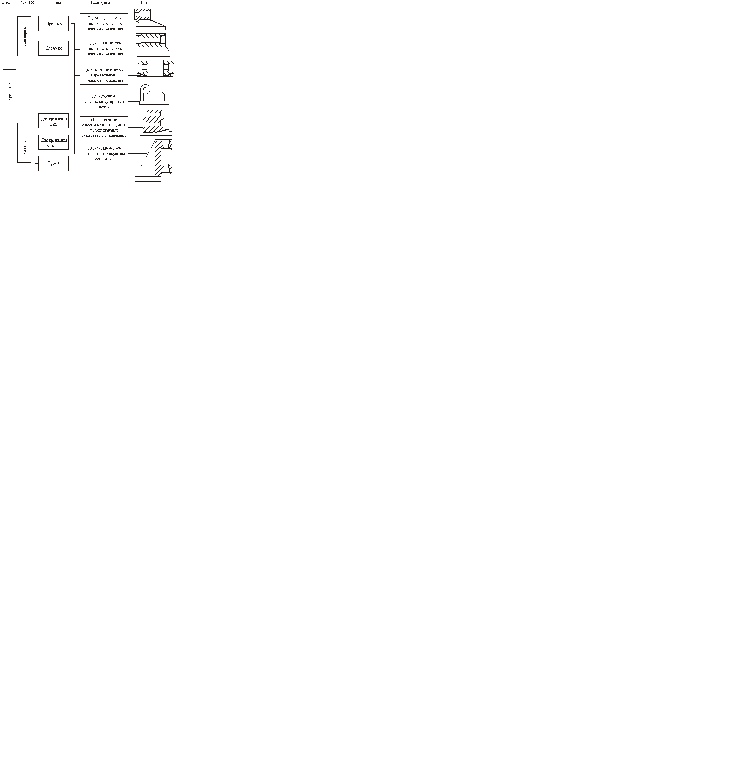
Задание 5. Изучите схему. Составьте сообщение о классификации деталей (кронштейнов). Используйте конструкции что характеризуется /отличается/обладает чем; для чего типично/характерно что; чему присуще/ свойственно что.
Пример классификации деталей (кронштейнов)
Задание 6. Опишите основные показатели качества поверхностного слоя, используя конструкции
что характеризуется/отличается/обладает чем, для чего типично/характерно что, чему присуще, свойственно что.
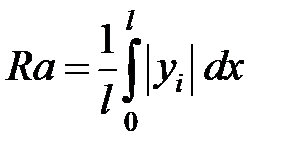
Шероховатость (рис. 1.) характеризуют следующие параметры:
· среднее арифметическое отклонение профиля, мкм
 или
или 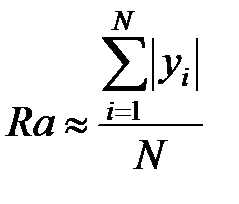 ,
,
где  – базовая длина, мм;
– базовая длина, мм;  – текущая величина ординаты профиля шероховатости (расстояние от точки профиля до средней линии), мкм;
– текущая величина ординаты профиля шероховатости (расстояние от точки профиля до средней линии), мкм;  – дифференциал абсциссы профиля;
– дифференциал абсциссы профиля;  –число рассматриваемых ординат профиля шероховатости;
–число рассматриваемых ординат профиля шероховатости;

Рис. 1. Профилограмма шероховатости поверхности
· высота неровностей профиля по десяти точкам, мкм
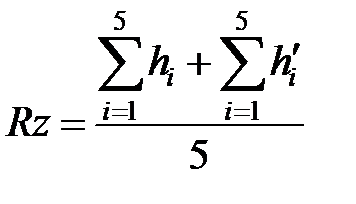 ,
,
где  – высота
– высота  -го наибольшего выступа профиля;
-го наибольшего выступа профиля;  – глубина -й наибольшей впадины профиля;
– глубина -й наибольшей впадины профиля;
· наибольшая высота профиля  , мкм;
, мкм;
· средний шаг неровностей профиля, мм
 ,
,
где  – значение -го шага неровностей по средней линии в пределах базовой длины;
– значение -го шага неровностей по средней линии в пределах базовой длины;
· средний шаг местных выступов профиля, мм
 ,
,
где  – значение -го шага по вершинам местных выступов;
– значение -го шага по вершинам местных выступов;
· относительная опорная длина профиля, %
 ,
,
где  – опорная длина профиля на уровне
– опорная длина профиля на уровне  .
.
Волнистость (рис. 4.4) характеризуется [13]:
· средним арифметическим отклонением профиля волн, мкм
 или
или  ,
,
где  – базовая длина;
– базовая длина;  – текущее значение ординаты профиля волн;
– текущее значение ординаты профиля волн;
 – число ординат профиля;
– число ординат профиля;

Рис. 4.4. Волнограмма поверхности
· средней высотой волн, мкм
 ,
,
где  ,
,  – текущее расстояние от средней линии до вершины и впадины волны соответственно;
– текущее расстояние от средней линии до вершины и впадины волны соответственно;
· наибольшей высотой профиля волн  ;
;
· относительной опорной длиной профиля волн, %
 ,
,
где  – опорная длина профиля волн на уровне сечения
– опорная длина профиля волн на уровне сечения  ;
;
· средним шагом волн, мм
 ,
,
где  – текущее значение шага волн;
– текущее значение шага волн;  – число шагов;
– число шагов;
· средним радиусом выступов волн, мм
 ,
,
где  – текущее значение радиуса выступа;
– текущее значение радиуса выступа;  – число выступов волн.
– число выступов волн.
Наклеп металла поверхностного слоя деталей оценивают, как правило, по микротвердости. При этом определяют глубину  и степень наклепа
и степень наклепа
 ,
,
где  – максимальная микротвердость металла поверхностного слоя;
– максимальная микротвердость металла поверхностного слоя;  – исходная микротвердость металла.
– исходная микротвердость металла.
ПРОЦЕСС: ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
О КОЛИЧЕСТВЕННОЙ И КАЧЕСТВЕННОЙ ХАРАКТЕРИСТИКЕ ПРОЦЕССА
Задание 7. Трансформируйте полные прилагательные в краткую форму и составьте предложения с предикатом в форме краткого прилагательного.
Образец: При выполнении черновых переходов погрешности оказываются существенными. – При выполнении черновых переходов погрешности существенны.
1. При обработке заготовок малой жесткости возникают значительные погрешности формы.
______________________________________________________________________________________________________________________________________________________________________________________
2. Токарные станки точение с переменной подачей делают погрешности формы заготовок маленькими.
______________________________________________________________________________________________________________________________________________________________________________________
3. Для снижения погрешностей необходимо сделать технологическую систему жёсткой.
______________________________________________________________________________________________________________________________________________________________________________________
4. При бесцентровых методах обработки может быть достигнута высокая точность обработки.
______________________________________________________________________________________________________________________________________________________________________________________
5. При обработке небольших заготовок погрешности формы обычно небольшие.
______________________________________________________________________________________________________________________________________________________________________________________
Задание 8. Прочитайте предложения. Передайте информацию одного сложного предложения, используя несколько простых конструкций.
Образец: Радикальным методом подавления остаточных напряжений является отжиг заготовок, который практически ликвидирует эти напряжения. – Радикальный метод подавления остаточных напряжений – отжиг заготовок. Отжиг заготовок практически ликвидирует эти напряжения.
1. При изготовлении высокоточных деталей отжиг их заготовок может выполняться неоднократно – его чередуют с операциями обработки резанием.
______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
2. Для уменьшения остаточных напряжений в крупных отливках используют естественное старение, заключающееся в длительном хранении (вылеживании) заготовок на воздухе, так как отсутствуют печи больших размеров.
______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
3. Установлено, что при естественном старении отливок из серого чугуна остаточные напряжения в среднем снижаются только на 5…20 %, но при этом резко уменьшается концентрация остаточных напряжений у графитовых включений и практически прекращается самопроизвольное деформирование отливок с течением времени.
______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
4. Деформации станин от перераспределения остаточных напряжений, которые при естественном старении к тому же несколько уменьшаются, уже оказываются незначительными, что позволяет обеспечить высокую точность станин.
______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
5. В результате вибрационной обработки, которая осуществляется намного быстрее естественного старения, в основном снижается концентрация остаточных напряжений около графитовых включений, что обеспечивает стабилизацию размеров, формы и расположения поверхностей отливок.
______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Задание 9. Прочитайте описание процесса. Перечислив микропроцессы, составьте его схему. Опираясь на схему, перескажите текст.
Технологический процесс изготовления детали разрабатывают в определенной последовательности.
1. Проводят анализ технических требований к детали, выясняют возможность их обеспечения и контроля в условиях данного предприятия, выявляют наиболее сложные технологические задачи, возникающие при изготовлении детали.
2. Определяют тип производства и форму его организации (метод работы).
3. Осуществляют технологический контроль чертежа детали на предмет соответствия ее конструкции требованиям технологичности для условий данного предприятия.
4. Выбирают вид исходной заготовки и метод ее получения.
5. Производят выбор технологических баз.
6. Устанавливают маршруты обработки поверхностей детали, т. е. последовательность переходов для достижения требуемых по чертежу параметров их точности и качества поверхностных слоев.
7. Составляют маршрут изготовления детали, выбирают средства технологического оснащения и проектируют операции технологического процесса.
8. Выполняют размерный анализ технологического процесса (определяют припуски на обработку и рассчитывают технологические размеры заготовки).
9. Определяют режимы резания.
10. Находят нормы времени или нормы выработки.
11. Определяют технико-экономические показатели технологического процесса.
12. Оформляют технологическую документацию.
| Схема технологического процесса изготовления детали |