МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ
РОССИЙСКОЙ ФЕДЕРАЦИИ
Государственное образовательное учреждение
высшего профессионального образования
«МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ
УНИВЕРСИТЕТ «МАМИ»
Кафедра «Стандартизация, метрология и сертификация»
В.С. Бочкова
М.В. Греку
СОЕДИНЕНИЯ
ШЛИЦЕВЫЕ ПРЯМОБОЧНЫЕ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
по выполнению раздела курсовой работы по дисциплине
«Метрология, стандартизация и сертификация»
для студентов очного, очно - заочного и заочного отделений
Москва 2013 г.
старший преподаватель Бочкова В.С.
ассистент Греку М.В.
Методические указания предназначены для студентов всех специальностей, изучающих дисциплины «Взаимозаменяемость, стандартизация и технические измерения» или «Метрология, стандартизация и сертификация».
Они имеют целью закрепление и углубление знаний, полученных на лекциях и лабораторных работах, а также помочь студентам в решении конкретных задач при выполнении соответствующего раздела курсового проекта, для чего эти указания снабжены таблицами и примерами.
© Московский государственный технический университет «МАМИ»
© Бочкова Вера Семеновна
© Греку Максим Васильевич
ОСНОВНЫЕ ПОНЯТИЯ
Шлицевые соединения предназначены для передачи больших крутящих моментов. В зависимости от профиля зубьев шлицевые соединения подразделяют на прямобочные (см. рисунок 1,а), эвольвентные (см. рисунок 1,б), треугольные (см. рисунок 1,в)и трапецеидальные (см. рисунок 1,г).
Шлицевые соединения с эвольвентным профилем зубьев просты в изготовлении, могут передавать большие крутящие моменты, обеспечивают лучшее центрирование и направление деталей и т.д. Соединения с треугольным профилем зубьев не стандартизированы, чаще всего их применяют вместо посадок с натягом, а также при тонкостенных втулках для передачи небольших крутящих моментов.
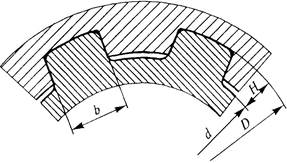
а
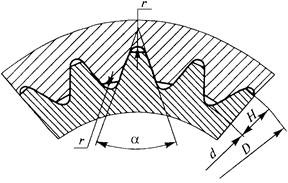
б
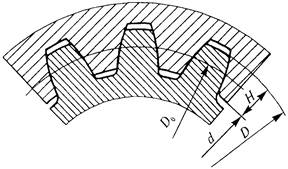
в
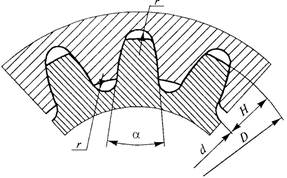
г
Рисунок 1 – Типы шлицевых соединений
ПРЯМОБОЧНЫЕ ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
Соединения с прямобочным профилем зубьев наиболее распространены. Их применяют для подвижных и неподвижных соединений.
Размеры и допуски прямобочных шлицевых соединений регламентируются ГОСТ 1139-80 «Основные нормы взаимозаменяемости. Соединения шлицевые прямобочные. Размеры и допуски». Этот ГОСТ распространяется на шлицевые соединения общего назначения с прямобочным профилем зубьев, расположенных параллельно оси соединения, и с боковыми сторонами профиля, параллельными оси симметрии шлица вне окружности диаметра. Он предусматривает три серии шлицевых соединений: легкую (наружный диаметр D = 26-120 мм с числом зубьев в зависимости от диаметра z = 6; 8; 10) (см. таблица 1), среднюю (D = 14-125 мм z = 6; 8; 10) (см. таблица 2) и тяжелую (D = 20-125 мм z = 10; 16; 20) (см. таблица 3), различающихся между собой размерами и числом шлицев.
В зависимости от передаваемого крутящего момента устанавливается три типа соединений: легкой, средней и тяжелой серии.
Таблица 1 – Размеры легкой серии, мм
| z x d x D | z | d | D | b | d1 не менее | a не менее | с | r не более | |||
| Номинальный | Предельные отклонения | ||||||||||
| 6х23х26 6х26х30 6х28х32 8х32х36 8х36х40 8х42х46 8х46х50 8х52х58 8х56х62 8х62х68 10х72х78 10х82х88 10х92х98 10х102х108 10х112х120 | 22,1 24,6 26,7 30,4 34,5 40,4 44,6 49,7 53,6 59,8 69,6 79,3 89,4 99,9 108,8 | 3,54 3,85 4,03 2,71 3,46 5,03 5,75 4,89 6,38 7,31 5,45 8,62 10,08 11,49 10,72 | 0,3 0,3 0,3 0,4 0,4 0,4 0,4 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 | +0,2 +0,2 +0,2 +0,2 +0,2 +0,2 +0,2 +0,3 +0,3 +0,3 +0,3 +0,3 +0,3 +0,3 +0,3 | 0,2 0,2 0,2 0,3 0,3 0,3 0,3 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 | ||||||
Таблица 2 – Размеры средней серии, мм
| z x d x D | z | d | D | b | d 1 не менее | а не менее | с | r не более | |
| Номин. | Предельн. отклонения | ||||||||
| 6х11х14 6х13х16 6х16х20 6х18х22 6х21х25 6х23х28 6х26х32 6х28х34 8х32х38 8х36х42 8х42х48 8х46х54 8х52х60 8х56х65 8х62х72 10х72х82 10х82х92 10х92х102 10х102х112 10х112х125 | 3,0 3,5 4,0 5,0 5,0 6,0 6,0 7,0 6,0 7,0 8,0 9,0 | 9,9 12,0 14,5 16,7 19,5 21,3 23,4 25,9 29,4 33,5 39,5 42,7 48,7 52,2 57,8 67,4 77,1 87,3 97,7 106,3 | - - - - 1,95 1,34 1,65 1,7 - 1,02 2,57 - 2,44 2,50 2,40 - 3,00 4,50 6,30 4,40 | 0,3 0,3 0,3 0,3 0,3 0,3 0,4 0,4 0,4 0,4 0,4 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 | +0,2 +0,2 +0,2 +0,2 +0,2 +0,2 +0,2 +0,2 +0,2 +0,2 +0,2 +0,3 +0,3 +0,3 +0,3 +0,3 +0,3 +0,3 +0,3 +0,3 | 0,2 0,2 0,2 0,2 0,2 0,2 0,3 0,3 0,3 0,3 0,3 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 |
Таблица 3 – Размеры тяжелой серии, мм
| z х d х D | Число Зубьев z | d | D | b | d 1 не менее | c | r не более | |
| Номинальный | Предельные отклонения | |||||||
| 10х16х20 10х18х23 10х21х26 10х23х29 10х26х32 10х28х35 10х32х40 10х36х45 10х42х52 10х46х56 16х52х60 16х56х65 16х62х72 16х72х82 20х82х92 20х92х102 20х102х115 20х112х125 | 2,5 3,0 3,0 4,0 4,0 4,0 5,0 5,0 6,0 7,0 5,0 5,0 6,0 7,0 6,0 7,0 8,0 9,0 | 14,1 15,6 18,5 20,3 23,0 24,4 28,0 31,3 36,9 40,9 47,0 60,6 56,1 65,9 75,6 85,5 94,0 104,0 | 0,3 0,3 0,3 0,3 0,4 0,4 0,4 0,4 0,4 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 | +0,2 +0,2 +0,2 +0,2 +0,2 +0,2 +0,2 +0,2 +0,2 +0,3 +0,3 +0,3 +0,3 +0,3 +0,3 +0,3 +0,3 +0,3 | 0,2 0,2 0,2 0,2 0,3 0,3 0,3 0,3 0,3 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 |
Примечания: Исполнение А дано для изготовления валов соединений легкой и средней серий методом обкатывания. Валы соединений тяжелой серии методом обкатывания не изготавливаются.
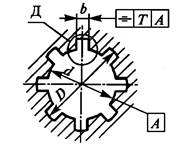
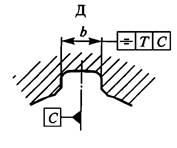
Основное применение имеют соединения легкой и средней серии. Соединения тяжелой серии применяют преимущественно в тяжелых по износу условиях. Размеры прямобочных шлицевых соединений и их исполнение (по ГОСТ 1139-80) показаны на рисунке 2.
Шлицевое соединение отличается от гладкого тем, что сопряжение осуществляется одновременно по трем поверхностям: наружной, внутренней и по боковым сторонам шлицев. В связи с этим в шлицевых прямобочных соединениях применяются три способа относительного центрирования вала и втулки (совмещение осей вала и втулки): по наружному D (см. рисунок 3, а), а по внутреннему диаметру d (см. рисунок 3, б, в) и по боковым поверхностям зубьев b (см. рисунок 3, г).
Втулка

Вал

Д Д Д
Исполнение 1 Исполнение 2 Исполнение 3
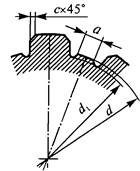

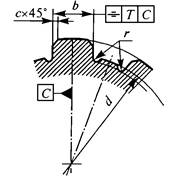
Рисунок 2 – Размеры прямобочных шлицевых соединений и их исполнение
Центрирование по наружному диаметру D рекомендуется в случаях повышения требований к соосности элементов соединения, когда твердость втулки допускает обработку чистовой протяжкой, а вал обрабатывается фрезерованием и шлифованием по наружному диаметру D. Нецентрирующие диаметры выполняют: d1 – по H11, размер d – не менее d1. По внутренней поверхности соединения остается зазор с. Применяется в неподвижных соединениях, а также в подвижных соединениях, передающих малый крутящий момент, т.е. в соединениях с малым износом поверхностей.
В ГОСТ 1139-80 предусмотрены следующие посадки при центрировании по наружному диаметру (см. таблицу 4).
Посадки по боковым сторонам шлицев также должны соответствовать приведенным в таблице 4.

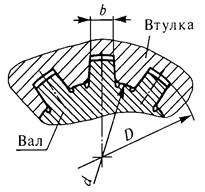
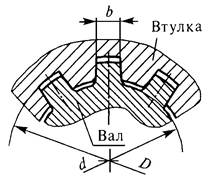
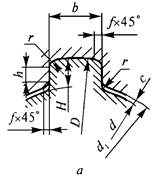
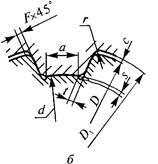
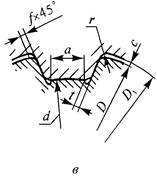
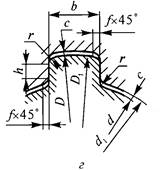
Рисунок 3 – Способы относительного центрирования в прямобочных шлицевых соединениях
Таблица 4. Рекомендуемые поля допусков и посадки для размеров D и b
при центрировании по D (по ГОСТ 1139 – 80)
| Поля допусков | Посадки | |
| втулки | вала | |
| Для размера D | ||
| H7 H8 | f7; g6; h7; js6; n6 e8 |  ; ;  ; ;  ; ;  ; ; 

|
| Для размера b | ||
| F8 D9 | d9; e8; f7; f8; h8; h9; js7 d9; e8; f7; h8; h9; js7 |  ; ;  ; ;  ; ;  ; ;  ; ;  ; ; 
 ; ;  ; ;  ; ;  ; ;  ; ; 
|
| Примечания: 1. Кроме указанных посадок допускаются и другие (см. СТ СЭВ 185 – 75). 2. Сочетание посадок по размерам D и b стандартом не регламентировано (устанавливается конструктором). 3. Посадки, заключенные в квадратные скобки, являются предпочтительными; посадки, указанные в круглых скобках, по возможности не применять. 4. Отклонения не центрирующих диаметров см. табл. 7. 5. Поле допуска h9 применяется при чистовом фрезеровании незакаленных шлицевых валов. 6. При повышенных требованиях к точности допускается применение соседнего, более точного квалитета. |
Центрирование по внутреннему диаметру d применяют при повышенных требованиях к совпадению геометрических осей, когда охватываемая деталь подвергается термообработке по твердости HRC > 40. Исправит коробление детали, полученное при термообработке, и получить точную центрирующую поверхность можно только шлифованием внутреннего диаметра отверстия, а точные поверхности на валу – только шлифованием впадин между шлицами профильными кругами.
Обычно при этом шлифуются и боковые грани шлицев. Не центрирующие диаметры выполняют: D1 – по Н12, D – по а11. По наружной поверхности образуется зазор с. Этот способ центрирования обеспечивает наибольшую точность.
В ГОСТ 1139-80 предусмотрены следующие посадки при центрировании по внутреннему диаметру (см. таблицу 5).
Посадки по боковым сторонам шлицев также должны соответствовать приведенным в таблице 5.
Центрирование по боковым поверхностям b используется, когда к соосности не предъявляют высоких требований, при передачи значительных моментов, в случаях, когда недопустимы большие зазоры между боковыми поверхностями вала и втулки.
Боковые грани шлицев вала обычно шлифуют. У основания шлицев предусматривают канавки (см. рисунок 3, в). Центрирование по боковым граням применяется в случаях, когда окончательная твердость втулки HRC < 40, т.е. когда протягивание может служить окончательной операцией обработки отверстия.
Таблица 5. Рекомендуемые поля допусков и посадки для размеров d и b
при центрировании по d (по ГОСТ 1139 – 80)
| Поля допусков | Посадки | |
| втулки | вала | |
| Для размера d | ||
| H7 H8 | f7; g6; h7; js6; js7; n6 e8 |  ; ;  ; ;  ; ;  ; ;  ; ; 

|
| Для размера b | ||
| F8 H8 D9 F10 | f7; f8; h7; js7; k7 h7; h8; js7 e8; f8; e9; h9; k7 e8; f8; h7; e9; h9; js7; k7 |  ; ;  ; ;  ; ;  ; ;  ; ;
 ; ;  ; ; 
 ; ;  ; ;  ; ; 
 ; ;  ; ;  ; ;  ; ;  ; ;  ; ; 
|
| Примечания: 1. См. примечания к табл. 4 (кроме п. 2). 2. Сочетание посадок по размерам d и b стандартом не регламентировано (устанавливается конструктором). 3. Поле F10 рекомендуется только для закаленных нешлифованных втулок. |
Таблица 6. Рекомендуемые поля допусков и посадки для размера b
при центрировании по b (по ГОСТ 1139 – 80)
| Поля допусков | Посадки | |
| втулки | вала | |
| F8 D9 F10 | d9; e8; f8; e9; h9; js7 d9; e8; f8; e9; h9; js7; k7 d9; e8; f8; e9; h9; k7 |  ; ;  ; ; ; ;  ; ;  ; ; 
 ; ;  ; ;  ; ;  ; ;  ; ; 
 ; ; ; ;  ; ; ; ; ; ;
|
| Примечания: 1. См. примечания к табл. 4 (кроме п. 2, 5). 2. Поле e9 рекомендуется для незакаленных валов. |
Диаметры выполняют: D1 - по H12, D и d – по a11, d1 – по H11. По наружной и внутренней поверхностям соединения образуются зазоры (см. рисунок 3, г).
В ГОСТ 1139-80 предусмотрены следующие посадки при центрировании по боковым сторонам шлицев (см. таблицу 6).
Поля допусков не центрирующих диаметров должны соответствовать таблице 7.
Таблица 7. Поля допусков не центрирующих диаметров (по ГОСТ 1139 – 80)
| Не центри-рующий диаметр | Вид центрирования | Поле допуска | |
| вала | втулки | ||
| d D | По D или b » d » b | См. d1 в табл. 4.71 а 11 | H 11 H 12 |
КОНТРОЛЬ ШЛИЦЕВЫХ СОЕДИНЕНИЙ
Элементы шлицевых соединений контролируют комплексными или поэлементными калибрами для внутренних и наружных шлицев.
На рисунке 4 показаны три метода контроля шлицевых эвольвентных соединений.
Стандартный метод контроля осуществляют проходным комплексным и непроходным секторным калибром (контролируют суммарный допуск Т). Допуск Те устанавливается в качестве справочного и не используется для принятия и отбраковки деталей.
Альтернативный метод А предусматривает проверку с помощью проходных комплексных калибров, непроходных секторных и комплексных калибров, непроходных секторных и комплексных калибров. Данный метод применяют для того, чтобы обеспечить максимально эффективный боковой зазор Сν max.
Альтернативный метод В используют там, где не требуется контролировать погрешность формы и расположения шлицев.
Шлицевые соединения контролируют комплексными проходными и поэлементными непроходными калибрами. Комплексные калибры должны проходить по контролируемой поверхности под действием собственной массы. Контроль шлицевого вала или втулки комплексным калибром достаточен в одном положении калибра без его перестановки. Контроль поэлементным непроходным калибром должен проводиться не менее чем в трех различных положениях. Если поэлементный проходной калибр проходит в одном из этих положений, то контролируемую деталь считают браком. Вместо поэлементных непроходных калибров допускается применять контроль шлицевых валов и втулок с помощью измерительных роликов.
Если длина комплексного калибра менее 0,5 длины контролируемой поверхности, то необходимо проводить дополнительно проверку отклонения от параллельности F сторон зубьев изделия.
Для отклонения шлицевых валов и втулок шестой и более грубых степеней точности предназначены калибры 3-й степени точности, для контроля восьмой и более грубых степеней точности - калибры 4-й степени точности.
| Деталь | Контроль | |||||||||||||||||||||||||
| Действительный размер | Эффектив- ный размер | Стандарт-ный метод | Альтернатив-ный метод | Альтернатив-ный метод В | ||||||||||||||||||||||
    emax emax
| ||||||||||||||||||||||||||
 Размеры между роликами Размеры между роликами
| ||||||||||||||||||||||||||
  e u max
e u max
|
| |||||||||||||||||||||||||
| Непроходной секторный калибр - пробка | ||||||||||||||||||||||||||
| e min | ||||||||||||||||||||||||||
Непроходной комплексный калибр – пробка
Справочный предельный размер

| ||||||||||||||||||||||||||
| Проходной комплексный калибр – пробка | ||||||||||||||||||||||||||
        eном = Sном
Sumax eном = Sном
Sumax
| ||||||||||||||||||||||||||
  Smax Smax
| ||||||||||||||||||||||||||
Проходной комплексный калибр-кольцо
Справочный предельный размер

| ||||||||||||||||||||||||||
| Sumin | Непроходной комплексный калибр-кольцо | |||||||||||||||||||||||||
| Smin | ||||||||||||||||||||||||||
| Непроходной комплексный сектор-кольцо | ||||||||||||||||||||||||||

| ||||||||||||||||||||||||||
| Размеры по 2 роликам | ||||||||||||||||||||||||||
Рисунок 4 – Методы контроля шлицевых эвольвентных соединений
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
Обозначения шлицевых соединений валов и втулок должны содержать:
- букву, обозначающую поверхность центрирования;
- число зубьев номинальные размеры d, D и b соединения, вала и втулки;
- обозначения полей допусков или посадок диаметров, а также размера b, помещенные после соответствующих размеров.
Допускается не указывать в обозначении допуски центрирующих диаметров.
ПРИМЕР №1:
Задано: D=50 мм;
Серия: легкая;
Метод центрирования: по D;
Характер посадки: с зазором.
1 Определение по таблице 1 методического указания параметры шлицевого соединения (z*d*D и b):
z=8; d=46; D=50; b=9.
2 С помощью таблицы 4 задаем поля допусков центрирующего элемента (D)
Для размера D:
- поля допуска втулки: H7;
- поле допуска вала: f7;
- посадка: H7/f7.
С помощью второй части таблицы 4 для не центрирующего элемента (b)
Для размера b:
- поле допуска втулки: F8;
- поле допуска вала: f7;
- посадка: F8/f7.
С помощью таблицы 7 зададим поле допуска для не центрирующего диаметра (d):
Для размера d:
- поле допуска втулки: H11;
- поле допуска вала: а11;
- посадка: H11/a11.
Получаем:
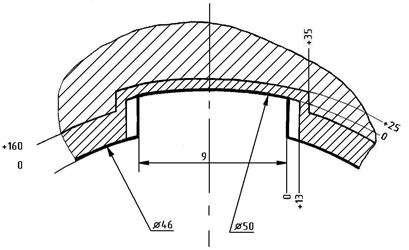
Для втулки: D – 8 x 46H11 x 50H7 x 9F8
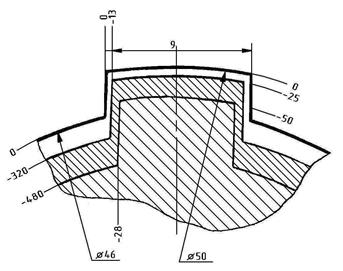
Для вала: D – 8 x 46a11 x 50f7 x 9f8
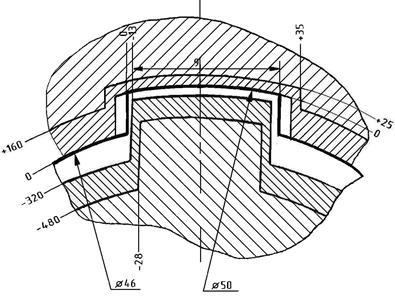
Соединение: D – 8 x 46  x 50
x 50  x 9
x 9
3 При помощи справочника «Допуски и посадки» В.Д. Мягкова (I том) находим верхние и нижние отклонения втулки и вала.
| Для втулки: Ø46 H11: EI=0; ES=160 мкм; Ø50 H7: EI=0; ES=25 мкм; Ø 9 F8: EI=13; ES=35 мкм. | Для вала: Ø46 a11: ei=-480; es=-320 мкм; Ø50 f7: ei=-50; es=-25 мкм; Ø 9 f7: ei=-28; es=-13 мкм |
Втулка: D – 8 x 46H11 x 50H7 x 9F8
Вал: D – 8 x 46a11 x 50f7 x 9f8
Соединение: D – 8 x 46  x 50 x 9
x 50 x 9 
Список использованной литературы
1 В.Д. Мягков, М.А. Палей, А.Б. Романов, В.А. Брагинский. Л. Допуски и посадки: Справочник, в 2-х ч. – 6-е изд., перераб. и доп.: Машиностроение, Ленингр. отделение, 1983г.– 448 с.
2 С.А. Зайцев, А.Н. Толстов, А.Д. Куранов. Нормирование точности: Учебное пособие для сред. проф. образования. М.: Издательский центр «Академия», 2004 г. – 256 с.
3 Я.М. Радкевич, А.Г. Схиртладзе, Б.И. Лактионов. Метрология, стандартизация и сертификация. Учебное пособие для вузов. 2-е изд., доп. М.: Высшая школа, 2006 г. – 800 с.
Бочкова Вера Семеновна
Греку Максим Васильевич
«Соединения шлицевые прямобочные» Методические указания по выполнению раздела курсовой работы по дисциплине «Метрология, стандартизация и сертификация» для студентов очного, очно-заочного и заочного отделений.
Подписано в печать Заказ Тираж
| Бумага типографская Формат 60х90/16 |