Лабораторная работа № 6
РЕМОНТ КЛАПАННЫХ ГНЕЗД ГОЛОВОК ДВИГАТЕЛЕЙ, КЛАПАНА И ПРИТИРКИ КЛАПАНА К СЕДЛУ, НА ПРИМЕРЕ ДВИГАТЕЛЯ СМД 14Н
Коды формируемых компетенций в результате изучения работы: ПК 3.1-3.4, ОК 1 -9.
Цель работы: Изучить порядок ремонта клапанных гнезд головки двигателя на примере двигателя СМД 14Н.Изучить порядок ремонта клапана и притирки клапана к седлу двигателя СМД – 14Н.Изучить устройство шлифовального станка. Выработать умение разрабатывать и выполнять технологическую операцию ремонта клапана с соблюдением требований безопасности.
В результате воздействия горячих газов, коррозии, ударных нагрузок, а также отложений смолистых веществ, герметичность закрытия клапанов в процессе эксплуатации нарушается. Это приводит к потере мощности, к работе двигателя: с перебоями (рывками) на малых оборотах под нагрузкой и к характерным хлопкам в глушителе и карбюраторе.
Кроме того, износы стержней клапанов и отверстий в их направляющих - втулках вызывают стуки стержней о втулки, повышенный расход масла, которое при этом засасывается через втулки впускных клапанов из клапанной коробки в цилиндры двигателя и сгорает в них, усиленное нагарообразование и, как следствие, детонацию. Восстановление герметичности закрытия клапанов производится шлифовкой фасок клапанов на шлифовальном станке и притиркой или шлифовкой седел (в блоке и на клапане).
Эти операции проводить рекомендуется при проведении капитального ремонта двигателя. Кроме этого есть ряд случаев, когда притирка необходима:
| • Двигатель троит. • Неравномерная работа двигателя. • Свечи стали регулярно «обрастать нагаром». • Падение компрессии. По перечисленным выше признакам строго говорить о необходимости притирки и шлифовки клапанов говорить нельзя. Ведь когда двигатель «троит», то есть, не работает один из цилиндров, соответственно возникает пропуск с характерным звуком. Причины могут быть не только в прогоревшем (негерметичном) клапане. Первым делом стоит проверить искру в этом цилиндре, попробовать заменить свечу. Что касается неравномерности работы двигателя, то тут стоит обратить внимание на состояние системы зажигания и ее регулировку, регулировку механизма открытия клапанов, качество топлива, работу карбюратора и т.п. Однако иметь это в виду надо. Если же выявлены несколько причин одновременно, то вероятность и срочность проведения притирки многократно увеличивается и становиться необходимой. |
Воздействие в процессе работы двигателя на клапан сил трения, вибрации, агрессивности среды, ударов при посадке в седло, что вызывает дефекты:
- появление износов (∆изн. до 0,08 мм, ∆ов до 0,01 мм, риски),
- деформации (∆деф до 0,04 мм)
- коррозионных повреждений (раковины на фаске).
Износы устраняют слесарно-механической обработкой, хромированием, железнением; деформации — правкой, коррозионные повреждения — слесарно-механической обработкой. Для выполнения работы необходимы следующие измерительные приборы и устройства:
1. Набор конических фрез для восстановления клапанного седла.
2. Штангенциркуль.
3. Штанге глубиномер.
4. Приспособление для проверки биения фаски.
5. Станок для шлифовки фаски клапана.
6. Керосин.
7. Абразивная паста.
| Шлифовка рабочей фаски клапанов производится на шлифовальном станке Р-186. Тип настольный модель Р – 186. Установка предназначена для шлифовки фасок и торцов клапанов с диаметром стержня клапана 5-18 мм в условиях станций техобслуживания и автотранспортных предприятий при ремонте автомобилей. Особо актуально использование для ремонта грузовых автомобилей. |
Технические характеристики
Тип установки настольный
Номинальная частота вращения шлифкруга,
закрепленного на валу электродвигателя, об/мин 3000 (синхр.) Номинальная мощность привода, Вт 250 ± 150 Источник питания 380 В, 50 Гц или 440 В, 60 Гц Габаритные размеры, мм, не более 560×440×350
Масса с приспособлениями, кг, не более 60
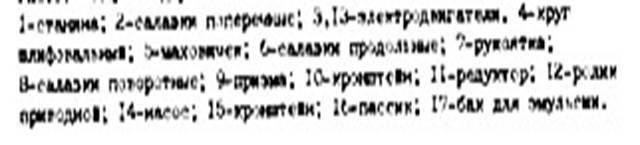
По направляющим чугунной станины 1 (рис. 1) перемещаются: двигатель с шлифкругом 4 (с помощью маховичка 5) и узел привода клапана, включающий в себя редуктор 11, приводной ролик 12 и двигатель 13 (с помощью рукоятки 7).
Узел привода клапана может поворачиваться: вокруг вертикальной оси для обработки фаски клапана под углом 450 и 600 к оси клапана и вокруг горизонтальной оси для зажима клапана в призмах 9 роликом 12 под действием веса узла. Зазоры в направляющих типа “ласточкин хвост” выбираются регулировочными клиньями. Угол наклона рукоятки 7 может изменяться перестановкой зубчатого сектора по рейке.
Насос подачи эмульсии 14 приводится в действие резиновым кольцом (пассиком) 16 от шкива на валу двигателя. Эмульсионный бак 17 выдвигается на планках с тыльной стороны станины. Двигатели пускаются пакетными выключателями серии ПВ-3.
Клапан устанавливается на подшипниковые опоры-призмы, упирается торцом в грибок упора, который может выдвигаться соответственно длине клапана. Поворотом вокруг горизонтальной оси ролик прижимает стержень клапана к подшипниковым опорам-призмам. Ось вращения ролика составляет 40 к оси клапана для создания осевой силы, прижимающей клапан к упору. Шлифовка производится торцом шлифкруга.
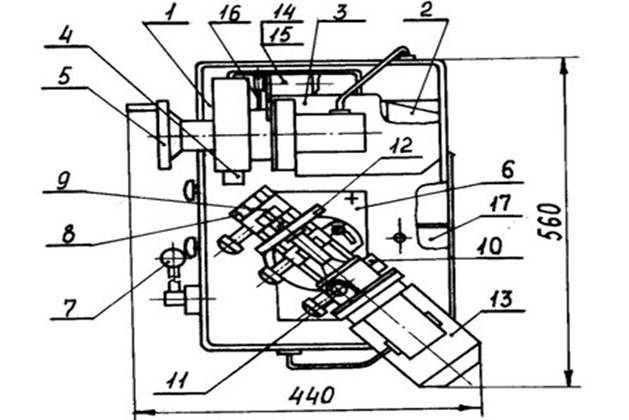
Рис.11.1 Устройство шлифовального станка Р-186.
К работе на установке допускаются лица, прошедшие инструктаж по технике и ознакомленные с особенностями ее эксплуатации. Эксплуатация электрооборудования производится в соответствии с требованиями “Правил технической эксплуатации электроустановок потребителем” и “Правил техники безопасности при эксплуатации электроустановок потребителем”. Перед началом работы проверить надежность заземления установки. Болт заземления расположен на задней стенке станины установки.
Шлифовальный круг должен быть проверен на отсутствие трещин и оправлен алмазным карандашом. Допускаемая рабочая скорость шлифовального круга должна быть не менее 30 м/с. В процессе работы на установке необходимо пользоваться защитными очками.