Ручная дуговая сварка в инертном газе вольфрамовым электродом. Кромки свариваемого изделия и присадочный металл расплавляются дугой, горящей между неплавящимся вольфрамовым электродом и изделием. При этом используется электрод либо из чистого, либо из активированного вольфрама. При необходимости в сварочную ванну добавляется присадочный металл. По мере перемещения дуги расплавленный (жидкий) металл сварочной ванны затвердевает (то есть кристаллизируется), образуя сварной шов, соединяющий кромки деталей. Сварное соединение образуется либо только за счет расплавленного основного металла, либо за счет, как основного металла, так и металла присадочной проволоки. Дуга, сварочная ванна, торцы вольфрамового электрода и присадочной проволоки, а также остывающий шов защищены от воздействия окружающей среды инертным газом (аргоном или гелием), подаваемым в зону сварки горелкой. Сварка выполняется либо постоянным током прямой полярности
| НТК.ДП.ГОД ВЫПУСКА.ГРУППА.№ ЗАЧЕТКИ. ПЗ
|

Преимущества
| НТК.ДП.ГОД ВЫПУСКА.ГРУППА.№ ЗАЧЕТКИ. ПЗ
|
По сравнению с другими способами сварки (ММА, МИГ/МАГ, сварка под флюсом) сварка ТИГ характеризуется следующими преимуществами:
- позволяет получить сварные швы высокого качества применительно к практически всем металлам и сплавам (включая трудносвариваемые и разнородные, например алюминий со сталью);
- обеспечивается хороший визуальный контроль сварочной ванны и дуги;
- благодаря отсутствию переноса металла через дугу не имеет места разбрызгивание металла;
- практически не требуется обработка поверхности шва после сварки;
- как и в случае сварочных процессов МИГ/МАГ и ММА сварку ТИГ можно выполнять во всех пространственных положениях;
- также как и в случае сварки МИГ/МАГ при сварке ТИГ нет шлака, а это означает, что не бывает шлаковых включений в металл шва.
Недостатки
Сварка на открытом воздухе при ветреной погоде затруднительна, поскольку газ буквально выдувается из сварочной зоны (проблема решается установкой ветрозащитных щитов, но при этом расход газа существенно увеличиться).
В отличие от других видов сварки, тиг сварка требует тщательной подготовки металла. Кромки нужно зачистить, не должно быть никаких следов масла и грязи, поверхности должны быть обезжирены. Если проигнорировать этот этап, то шов получится пористым и некачественным. Горелка устроена таким образом, что работа в труднодоступном месте может превратиться в настоящую проблему. Мастера предлагают увеличивать вылет стержня или обрезать электрод, но все это приводит к перегреву или другим неприятностям.
Если вы используете в своем аппарате функцию «TIG lift», при этом разжигаете дугу вне сварочной зоны, то на поверхности металла могут образоваться следы, которые нужно потом зачищать. Но это скорее минус, связанный с неопытностью сварщика.
| НТК.ДП.ГОД ВЫПУСКА.ГРУППА.№ ЗАЧЕТКИ. ПЗ
|
4 Подготовка деталей под сварку в среде защитных газов
В настоящее время основные типы соединений, конструкционных частей, подлежат регламентации ГОСТ стандартами. Согласно ГОСТ 14771-16 сварка в среде защитных газов. Околошовная зона должна быть зачищена до металлического блеска на ширину 20 -30 мм.Обезжирена перед сваркой уайт-спиритом.
таблица 6
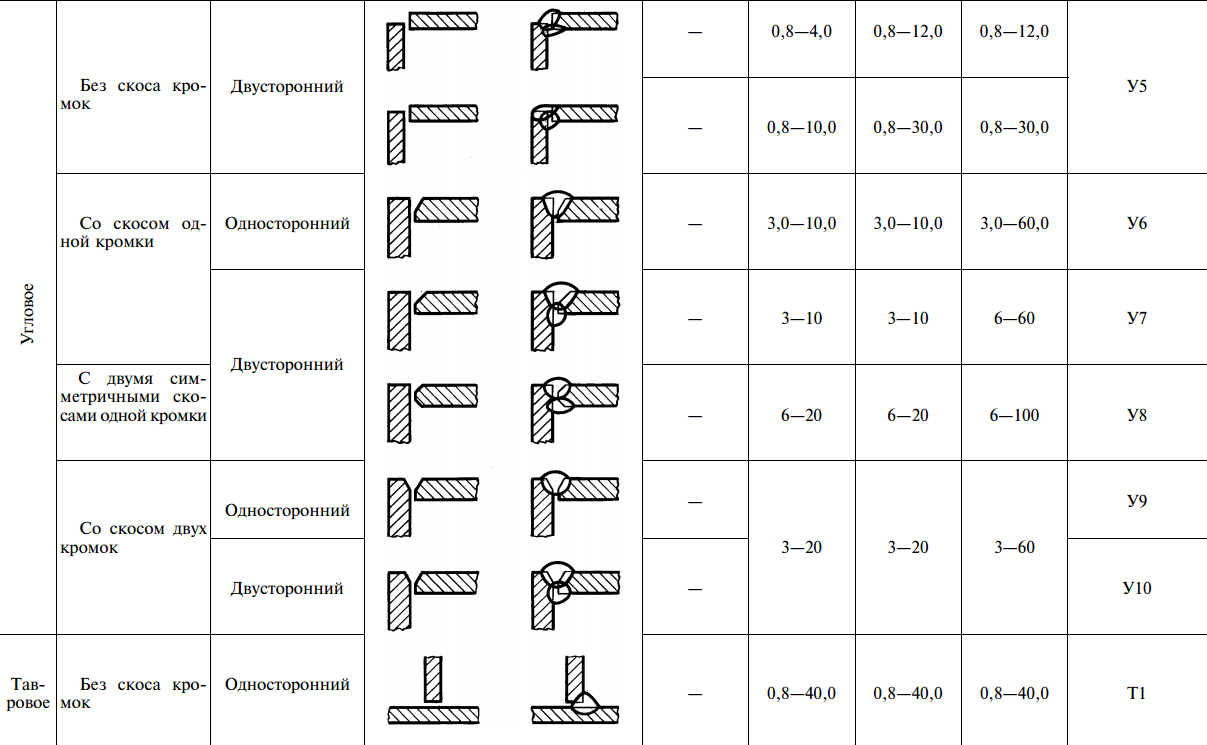
таблица 7 
| НТК.ДП.ГОД ВЫПУСКА.ГРУППА.№ ЗАЧЕТКИ. ПЗ
|
| НТК.ДП.ГОД ВЫПУСКА.ГРУППА.№ ЗАЧЕТКИ. ПЗ
|
Способы механической очистки:
Ручная очистка механическим инструментом. применяется для начальной подготовки деталей под сварку при помощи проволочных щеток, зубил, рубильных молотков. Также для очистки внутренних поверхностей труб под сварку скребками и поршнями.
Абразивно-струйная очистка. Используется для очистки деталей толщиной не менее 3 мм. В противном случае возможны деформации деталей.
Термокинетическая очистка. Используется для удаления полимерных, гуммированных, металлизированных покрытий, затвердевших и не затвердевших нефтепродуктов, масляных и битумных загрязнений. Для очистки от многослойного лакокрасочного покрытия и покрытий на эпоксидной основе.
Способы химической очистки:
Мойка- Средствами на водяной основе с добавлением щелочи, поверхностно активных веществ или на основе органических растворителей — применяется для обезжиривания, удаления лаков и старых красок.
Электрохимической травление, электролитическая и элеткролитно-плазменная очистка- Используется для обезжиривания поверхностей, удаления оксидов и окалины. Используется преимущественно в прокатном производстве.