Работа
Пример 6. На горизонтально-фрезерном станке6Т82 производят цилиндрическое фрезерование плоской поверхности шириной В=75 мм.И длиной l=300 мм; припуск на обработку h=3 мм. Обрабатываемый материал - Сталь 40Х с  = 650 МПа (
= 650 МПа ( 65 кгс/мм
65 кгс/мм  ),заготовка-поковка. Обработка предварительная,охлаждение эмульсией. Эскиз обработки приведён на рисунок 20.
),заготовка-поковка. Обработка предварительная,охлаждение эмульсией. Эскиз обработки приведён на рисунок 20.
НЕОБХОДИМО: выбрать режущий инструмент,материал его режущей части,конструктивные и геометрические параметры инструмента. Назначить режим резания с использованием нормативов. Определить основное время обработки.
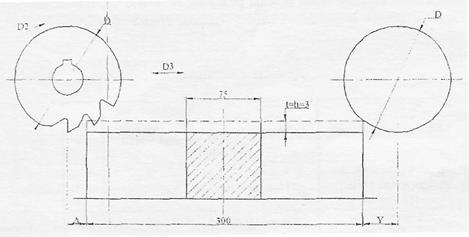
Рисунок 16. Эскиз обработки
Решение: [4]: Выбираем фрезу и устанавливаем её геометрические параметры. Принимаем цилиндрическую фрезу со вставными ножами из быстрорежущей стали Р6М5.Из-за отсутствия в используемых нормативах рекомендаций Р6М5,расчёт режима резания производится для быстрорежущей стали Р18,имеющий примерно ту же режущую способность.При работе с глубиной резания до 5 мм,применяются в основном цилиндрические фрезы диаметром 60...90 мм.(с.269(4)). Для данного случая при снятии припуска за один проход целесообразно применять стандартную фрезу D=90 мм и числом зубьев Z=8, (карта 113 с.248-249). Геометрические параметры фрезы принимаем по приложению 2,с.369 (4);  =15
=15  ,
, 
2. Назначаем режим резания
2.1 Устанавливаем глубину резания. Припуск снимаем за один рабочий ход,значит t=h=3 мм.
2.2 Назначаем подачу на зуб фрезы (карта 132,с.243). Для фрезы со вставными ножами при обработке стали,мощности станка 7,5 кВт, нормальной жесткости системы СПИД  =0,12…0,2 мм/зуб,принимаем =0,2 мм/зуб.
=0,12…0,2 мм/зуб,принимаем =0,2 мм/зуб.
2.3 Назначаем период стойкости фрезы (таблица 2 с.200). Для цилиндрической фрезы D=90 мм.,со вставными ножами из стали Р18 рекомендуется период стойкости Т=180 мин. Допустимый износ зубьев фрезы по задней поверхности h3=0,6 мм.(приложение 3 с.368).
2.4 Определяем скорость главного движения резания,допускаемую режушими свойствами фрезы (карта 133 с.245). Для D=90 мм,В=41...130 мм, t=3 мм,Sz=до 0,24 мм/зуб Vтабл=37 м/мин.Учитываем поправочные коэффициенты на скорость Kпv=0,85,так как обработка по корке стальной поковки с  =680 МПа. В соответствии с примечанием в карте нужно учесть ещё поправочный коэффициент KMV,в зависимости от групп и механической характеристики стали (по карте 120 с.227);для Стали 40Х с =680 МПа. KMV=0,9.
=680 МПа. В соответствии с примечанием в карте нужно учесть ещё поправочный коэффициент KMV,в зависимости от групп и механической характеристики стали (по карте 120 с.227);для Стали 40Х с =680 МПа. KMV=0,9.
Таким образом скорость главного движения резания будет равна:
V=Vтабл*Kпv*KMV=37*0,85*0,9=28,4 м/мин
2.5 Частота вращения шпинделя,соответствующая найденной скорости главного движения резания

Корректируем частоту вращения шпинделя по станку и устанавливаем действительную частоту вращения  Д=100 об/мин.
Д=100 об/мин.
2.6 Действительная скорость главного движения резания:
 .
.
2.7 Определяем скорость движения подачи (старое обозначение SM)  . Эта величина полностью совпадает с паспортными данными станка 6Т82Г,т.е Vs=160 мм/мин. Поэтому и подача на зуб =0,2 мм/зуб не изменяется.
. Эта величина полностью совпадает с паспортными данными станка 6Т82Г,т.е Vs=160 мм/мин. Поэтому и подача на зуб =0,2 мм/зуб не изменяется.
2.8 Определяем мощность затраченную на резание (карта 135 с.248). Для  , В до 84 мм,t до 3,5 и Vs=SM до 172 мм/мин Nтабл=3,1 кВт.Для заданных условий обработки приведённый в карте поправочный коэффициент KN=1. Тогда Nрез=Nтабл*KN=3,1 кВт.
, В до 84 мм,t до 3,5 и Vs=SM до 172 мм/мин Nтабл=3,1 кВт.Для заданных условий обработки приведённый в карте поправочный коэффициент KN=1. Тогда Nрез=Nтабл*KN=3,1 кВт.
2.9 Проверяем достаточна ли мощность привода станка. У станка 6Т82Г  т.е. обработка возможна.
т.е. обработка возможна.
2.10 Определяем основное время обработки (мин):
 ;
; 
Врезание:

Перебег  ; принимаем
; принимаем  , тогда L=300+16+2,5=318,5
, тогда L=300+16+2,5=318,5
 мин
мин
Задание 6. На горизонтально-фрезерном станке 6Т82Г производится цилиндрическое фрезерование плоской поверхности шириной В и длиной l; припуск на обработку h (таблица 6). НЕОБХОДИМО: выбрать режущий инструмент,материал его режущей части,конструктивные и геометрические параметры инструмента. Назначить режим резания с использованием нормативов. Определить основное время обработки.
Таблица 6
Данные к заданию 6
| № вари-анта | Материал заготовки | Заготовка | Обработка,шерох-оватость поверх-ности, мкм | Параметры обработки, мм | ||
| В | L | h | ||||
Сталь Ст5, Б.т 5, 
| Поковка | Черновая с охлаждением | ||||
| Серый чугун,, 150НВ | Отливка | Получистовая,  ,без охлаждения ,без охлаждения
| 1,5 | |||
| Сталь35,
| Прокат | Черновая с охлаждением | ||||
| Алюминиевый сплав АЛ5, 65НВ | Отливка | Получистовая без охлаждения | 1,5 | |||
| Бронза Бр Аж9-4 120НВ | Отливка | Черновая по корке без охлаждения | ||||
Сталь 45Х, 
| Поковка | Получистовая с охлаждением 
| 1,5 | |||
| Серый чугун, 200НВ | Отливка | Черновая по корке без охлаждения | 4,5 | |||
Сталь 40 ХНМА, 
| Штампован-ная | Получистовая с охлаждением,
| 1,5 | |||
| Латунь ЛК80-3, 110 НВ | Отливка | Получистовая без охлаждения, 
| ||||
| Серый чугун,220 НВ | Отливка | Черновая по корке без охлаждения | ||||
Сталь 20Х, 
| Прокат | Получистовая R а =5,с охлаждением | 4,2 | |||
| Серый чугун, НВ160 | Отливка | Окончательная,
| 2,5 | |||
| Сталь 50,
| Прокат | Окончательная,  ,с охлаждением ,с охлаждением
| 1,7 | |||
| Серый чугун, НВ180 | Отливка | Черновая, , без охлаждения
| 2,7 | |||
| Бронза БрАЖ 10-4 НВ 170 | Отливка | Получистовая,  , без охлаждения , без охлаждения
| ||||
Сталь 30ХМ, 
| Прокат | Окончательная, , с охлаждением
| 2,8 | |||
| Медь ЛМцЖ52-4-1 НВ 100 | Отливка | Получистовая, ,без охлаждения
| 2,5 | |||
| Серый чугун,НВ200 | Отливка | Черновая, , без охлаждения
| 3,5 | |||
Сталь 30ХНЗА, 
| Штампован-ная | Окончательная, ,с охлаждением
| ||||
| Серый чугун, НВ220 | Отливка | Черновая, без охлаждения
|