Виды фрезерных станков
1. горизонтально-фрезерные консольные станки (с горизонтальным шпинделем и консолью)
2. универсальные — с поворотным столом
3. широкоуниверсальные — с дополнительными фрезерными головками
4. вертикально-фрезерные станки (с вертикальным шпинделем) в том числе консольные
5. бесконсольные называемые также с крестовым столом
6. с передвижным порталом
7. широкоуниверсальные инструментальные станки — с вертикальной рабочей плоскостью основного стола и поперечным движением шпиндельных узлов
8. копировально-фрезерные станки
9. фрезерные станки непрерывного действия, в том числе карусельно-фрезерные
10. барабанно-фрезерные
Горизонтально - фрезерный станок.
Отличается от универсально-фрезерного станка отсутствием поворотного устройства, то есть стол станка может перемещаться только перпендикулярно или вместе с салазками параллельно оси шпинделя.
Широкоуниверсальный фрезерный станок.
В отличие от горизонтально-фрезерного станка имеет ещё одну шпиндельную головку, смонтированную на выдвижном хоботе, которую можно поворачивать под любым углом в двух взаимно перпендикулярных плоскостях. Возможна раздельная и одновременная работа обоими шпинделями. Для большей универсальности станка на поворотной головке монтируют накладную фрезерную головку, которая позволяет обработать на станке детали сложной формы не только фрезерованием, но и сверлением, зенкерованием, растачиванием и т. д.
В некоторых станках этого типа отсутствует консоль, а вместо неё по вертикальным направляющим станины, перемещается каретка. Каретка имеет горизонтальные направляющие для салазок с вертикальной рабочей поверхностью и Т-образными пазами, на которых крепят стол, делительные и другие приспособления. Широкая универсальность станка позволяет использовать его в экспериментальных и инструментальных цехах для производства кондукторов, зажимных приспособлений всех типов, инструментов, штампов, пресс-форм и других деталей.
Вертикальный консольно-фрезерный станок.
В отличие от горизонтально-фрезерного имеет вертикально расположенный шпиндель, который в некоторых моделях станков допускает смещение вдоль своей оси и поворот вокруг горизонтальной оси, расширяя тем самым технологические возможности станка. В отличии от г.-ф.-х станков оправка для вертикальных станков представляет собой фланец с конусом морзе с одной стороны и коническим отверстием с другой(тоже конус Морзе), куда и вставляется концевая фреза. Если требуется установить дисковую фрезу применяется оправка как на г.-ф-м станке но много короче; так же и на горизонтальных станках возможно применяются оправки вертикальных станков для крепления концевых фрез. Вертикальное движение подачи как правило возможно осуществлять и инструментом.
Вертикально - и горизонтально-фрезерные бесконсольные станки.
Предназначены для обработки вертикальных, горизонтальных, наклонных поверхностей, пазов в крупногабаритных деталях. В отличие от консольно-фрезерных станков, в этих станках отсутствует консоль, а салазки и стол перемещаются по направляющим станины, установленной на фундамент. Такая конструкция станка обеспечивает более высокую его жесткость и точность обработки по сравнению со станками консольного типа, позволяет обрабатывать детали большой массы и размеров. Шпиндельная головка, являющаяся и коробкой скоростей, имеет установочное перемещение по вертикальным направляющим стойки. Кроме того, шпиндель вместе с гильзой можно сдвигать в осевом направлении при точной установке фрезы на требуемый размер.
Продольно - фрезерные станки.
Используют для обработки крупногабаритных деталей, главным образом, торцовым; а также цилиндрическими, концевыми, дисковыми и фасонными фрезами. Станки делятся на одностоечные и двухстоечные. В четырёх шпиндельном двух стоечном продольно-фрезерном станке станина имеет стол и портал, состоящий из двух стоек и балки, По направляющим стоек перемещается траверса и две горизонтальные поворотные фрезерные головки. Две другие фрезерные головки перемещаются по направляющим траверсы. Обработку деталей можно производить при движущемся столе и неподвижных фрезерных головках, при неподвижном столе и подаче головок или при одновременно движущихся столе и фрезерных головках.
Устройство универсально-фрезерных станков и их приспособлений.
На рис.1 показаны схемы горизонтально-фрезерного и вертикально-фрезерного станков. Основные узлы станков – плита 1, станина 2, электродвигатель с клиноременной передачей 3, коробка скоростей 4, горизонтальный (вертикальный) шпиндель 5, хобот 6, серьга 7 для крепления оправки с фрезой, стол для установки обрабатываемой детали 8, салазки 9, консоль 10, коробка подач 11.
Фреза со шпинделем совершает вращательное движение со скоростью V. Заготовка вместе со столом совершает продольную подачу Sпр (перемещение стола по направляющим салазок 9), поперечную подачу Sп (перемещение салазок 9 по направляющим консоли 10) и вертикальную подачу Sв (перемещение консоли по вертикальным направляющим станины 2).
Универсальные горизонтально-фрезерные станки имеют поворотную плиту, которая позволяет поворачивать рабочий стол в горизонтальной плоскости и устанавливать его на требуемый угол. Это обеспечивает возможность фрезерования винтовых канавок сверл, червяков и др.
При работе на фрезерных станках применяют различные приспособления. Они служат для установки инструмента, закрепления заготовок, а также расширения технологических возможностей фрезерных станков.
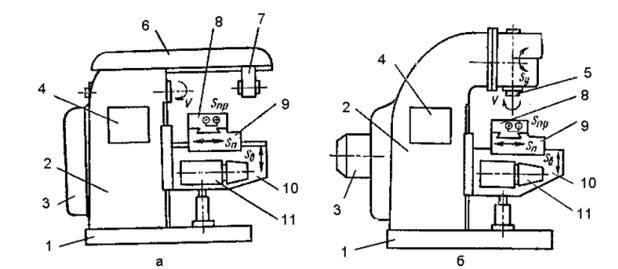
Рис.1. Схема горизонтально-фрезерного (а) и вертикально-фрезерного (б) станков
Инструментальная оснастка. Фрезы закрепляют на оправках и в патронах, которые в свою очередь различным образом крепят в шпинделе станка. На рис.2 показана установка цилиндрической насадной фрезы на оправке. Положение фрезы 6 на оправке 3 регулируется установочными кольцами 5. Фреза и оправка связаны шпонкой 7. Конический хвостовик оправки, имеющий внутреннюю резьбу, вставляют в аналогичное отверстие шпинделя 2 станка и затягивают болтом 10. Чтобы оправка не проворачивалась, в шпиндель устанавливают сухари 4, которые входят в пазы шпинделя и фланца оправки. Если оправка длинная, то другой ее конец поддерживается подвеской 8, установленной на хоботе станка.

Рис.2. Установка цилиндрической фрезы на длинной оправке
Торцовые насадные фрезы можно устанавливать на оправках или непосредственно на шпинделе станка (рис.3а). Фрезу 1 цилиндрическим пояском надевают на шпиндель 2 станка и притягивают винтами 3. Крутящий момент от шпинделя к фрезе передается шпонкой 4.

Рис.3. Схемы установки и закрепления фрез на станках
Концевые фрезы с коническим хвостовиком устанавливают в шпиндель станка, используя переходные втулки (рис.3б). Концевые фрезы с цилиндрическим хвостовиком закрепляют в патроне, который коническим хвостовиком вставляют в шпиндель станка (рис.3в). Фрезу 1 устанавливают в цангу 2 и с помощью гайки 3 закрепляют в корпусе патрона 4.
Фреза — режущий многолезвийный инструмент в виде тела вращения с зубьями для фрезерования. Бывают цилиндрические, торцевые, червячные, концевые, алмазные и др. Материал режущей части — быстрорежущая сталь, твёрдый сплав, минералокерамика, алмаз, массив кардной проволоки. Основные типы фрез, их классификация по назначению и схемы обработки поверхностей фрезерованием показаны на рис.4.
Схемы обработки поверхностей фрезерованием:
а) обработка вертикальной плоскости на горизонтально-фрезерном станке торцовой фрезой;
б) обработка горизонтальной плоскости на горизонтально-фрезерном станке цилиндрической фрезой;
в) обработка горизонтальной плоскости на вертикально-фрезерном станке торцовой фрезой;
г) обработка вертикальной плоскости на вертикально-фрезерном станке концевой фрезой;
д) обработка наклонной плоскости (небольшой ширины) на горизонтально-фрезерном станке одноугловой фрезой;
е) обработка наклонной плоскости (широкой) на вертикально-фрезерном станке с поворотом шпиндельной головки торцовой или концевой фрезами;
ж) обработка уступа на горизонтально-фрезерном станке дисковой трехсторонней фрезой;
з) обработка уступа на вертикально-фрезерном станке концевой фрезой;
и) обработка прямоугольного паза на горизонтально-фрезерном станке дисковой трехсторонней фрезой:
к) обработка прямоугольного паза на вертикально-фрезерном станке концевой фрезой;
л) обработка фасонной поверхности на горизонтально-фрезерном станке фасонной фрезой;
м) обработка паза типа «ласточкин хвост» на вертикально-фрезерном станке одноугловой фрезой;
н) обработка нескольких поверхностей на горизонтально-фрезерном станке набором фрез;
о) обработка шпоночного паза на горизонтально-фрезерном станке дисковой фрезой;
п) обработка шпоночного паза на вертикально-фрезерном станке шпоночной фрезой;
р) обработка Т-образного паза на вертикально-фрезерном станке фрезой для обработки Т-образных пазов.

Рис.4. Схемы обработки поверхностей на фрезерных станках
По конструкции фрезы различают: цельные (рис.5,б,д), обычно из быстрорежущей стали, и сборные (рис.5,з). Последние делают из конструкционной стали, а вставные ножи – из быстрорежущей стали, твердых сплавов или минералокерамики. Рифленые ножи закрепляют затяжкой в клиновых пазах, твердосплавные пластины паяют или крепят механически.

Рис.5. Типы фрез
По способу крепления различают фрезы насадные (рис.5,а, в, д, ж, з) и концевые (рис.5, б, г, е). Насадные фрезы имеют в корпусе отверстие и насаживаются на оправку станка; концевые фрезы имеют хвостовик для крепления в шпинделе станка. По виду хвостовика различают фрезы с цилиндрическим и коническим хвостовиком.
По конструкции зуба фрезы могут быть с острозаточенными (рис.5,и) и затылованными зубьями (рис.5,к). У фрез с острозаточенными зубьями передняя и задняя поверхности плоские, а у фрез с затылованными зубьями передняя поверхность плоская, а задняя выполняется по спирали Архимеда. Фрезы с острозаточенными зубьями перетачиваются по задней поверхности. Эти зубья просты в изготовлении, приводят к высокой чистоте обработанной поверхности. Их недостаток заключается в уменьшении высоты зуба, потери размеров профиля после переточки, допускают 6 – 8 переточек. Фрезы с затылованными зубьями перетачиваются по передней поверхности. Для них передний угол g равен нулю. Зуб этих фрез сохраняется неизменным по форме и размерам фасонного профиля при всех переточках до полного использования фрезы.
По направлению зубьев фрезы бывают: прямозубыми (рис.5,д) и с винтовым зубом (рис.5,а). Угол наклона винтового зуба служит для обеспечения спокойного (без вибраций) фрезерования.
По размеру и числу зубьев различают фрезы с мелким и крупным зубом. Мелкозубыми называют фрезы, число зубьев которых Zф больше  , а крупнозубыми называют фрезы, число зубьев Zф которых меньше , где D – диаметр фрезы (мм). Крупнозубые фрезы применяют для чернового и получистового фрезерования. Мелкозубые фрезы используют для чистового и отделочного фрезерования.
, а крупнозубыми называют фрезы, число зубьев Zф которых меньше , где D – диаметр фрезы (мм). Крупнозубые фрезы применяют для чернового и получистового фрезерования. Мелкозубые фрезы используют для чистового и отделочного фрезерования.