В зависимости от масштаба производства (единичное, мелкосерийное, серийное, массовое) восстановление деталей может быть организовано по подефектной или маршрутной технологиям.
Подефектная технология характеризуется тем, что изношенные детали формируются в небольшие партии для устранения каждого отдельного дефекта. После устранения дефекта эта партия распадается. Такая форма организации имеет ряд существенных недостатков и применяется только на предприятиях с небольшими объёмами восстановления.
Маршрутная технология характеризуется тем, что партия деталей, скомплектованная для определённого технологического маршрута, не распадается в процессе се восстановления, а сохраняется от начала и до конца маршрута.
В общем случае количество технологических маршрутов восстановления может изменяться от одного, когда все изношенные детали с любым сочетанием дефектов объединяются в единый маршрут, до числа сочетаний дефектов, когда детали с каждым отдельным сочетанием дефектов формируются в отдельный маршрут.
Изменение числа технологических маршрутов восстановления в значительной мере влияет на эффективность производства.
Увеличение числа маршрутов требует увеличения площадей для хранения деталей, ожидающих ремонта, так как одновременно будет формироваться столько партий деталей, сколько принято технологических маршрутов, а также увеличения затрат, связанных с усложнением организации и управления производством.
Снижение количества маршрутов, наоборот, сокращает время на комплектование производственной партии деталей, а следовательно, снижает потребности в производственных площадях, но в этом случае в каждый технологический маршрут объединяются детали с различными сочетаниями дефектов, а это значит, что в маршрут включаются детали как бы с «несуществующими» дефектами.
При формировании технологических маршрутов восстановления обычно руководствуются следующими положениями:
- сочетание дефектов по каждому маршруту должно быть устойчивым;
- число маршрутов по каждой ремонтируемой детали должно быть минимальным;
- в составе маршрута должно быть как можно меньше «несуществующих» дефектов;
- маршруты должны обеспечивать экономическую целесообразность их реализации.
Учитывая эти требования, изношенные детали обычно формируются в 2...4 маршрута.
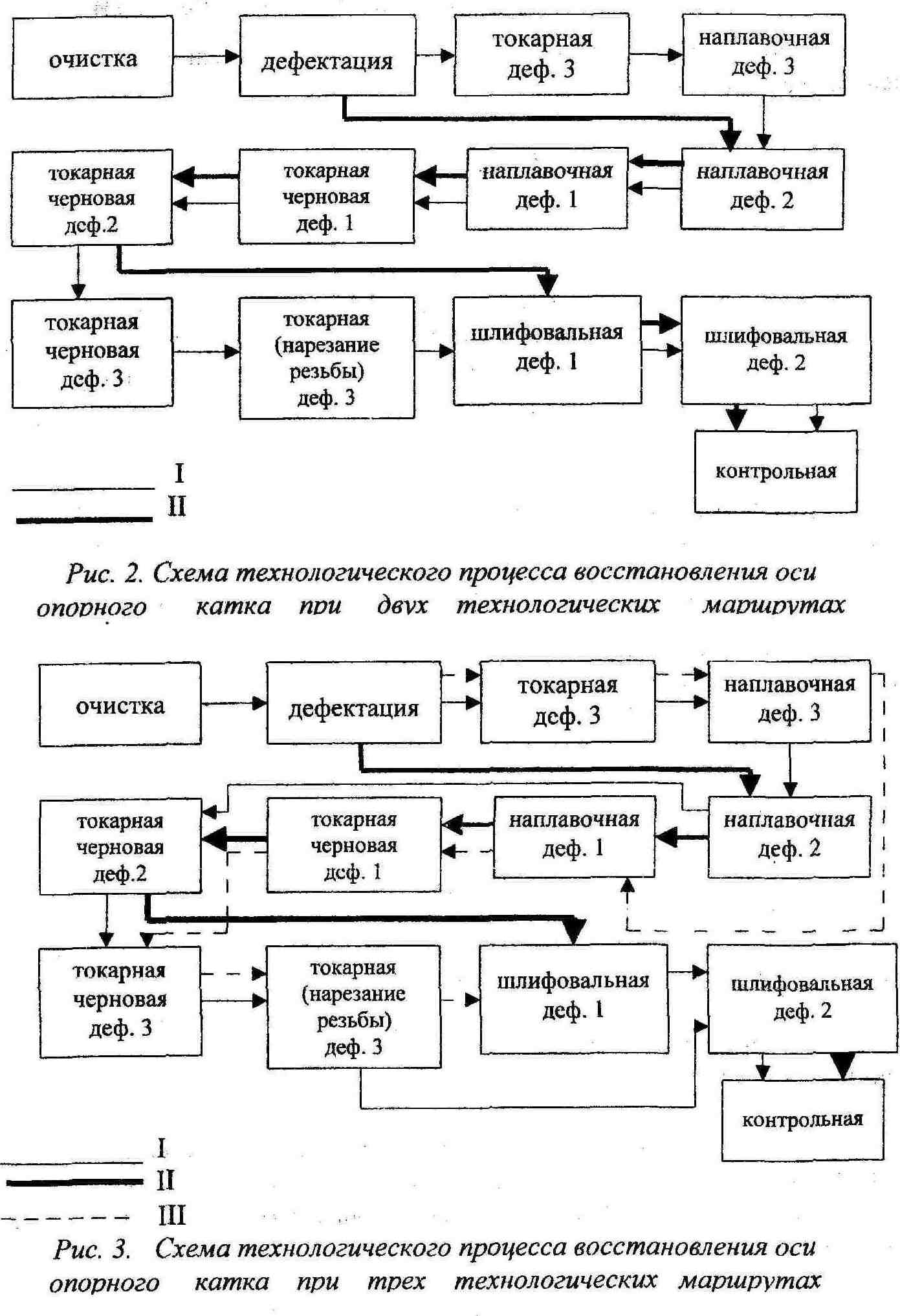
В качестве примера на рисунке 2 представлена схема технологического процесса восстановления оси опорного катка при двух технологических маршрутах.
Составы этих маршрутов следующие:
I – детали с сочетанием дефектов Х 3, Х 2,3, Х 1,3, Х 1,2,3. Этот маршрут будет объединять 40 % деталей;
II – детали с сочетанием дефектов Х 2, Х 1 и Х 1,2. Этот маршрут будет объединять 21 % деталей.
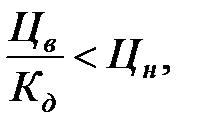
На практике часто детали, имеющие все возможные дефекты, включают в число непригодных к восстановлению из-за большой трудоёмкости и высокой себестоимости их восстановления. Для такого случая, когда из числа восстанавливаемых осей опорного катка исключены детали с сочетанием дефектов Х 1,2,3 при трёх технологических маршрутах восстановления, представлена схема на рисунке 3.
Составы маршрутов при этом будут следующими:
I – детали с сочетанием дефектов Х 3 и Х 2,3 (этот маршрут объединяет 34 % деталей);
II – детали с сочетанием дефектов Х 2 и Х 1,2 (этот маршрут объединяет 15 % деталей);
III – детали, с сочетанием дефектов Х 1, Х 1,3 (этот маршрут объединяет около 11 % деталей).
3. Определение экономической целесообразности
и эффективности восстановления деталей
Экономическую эффективность восстановления изношенных деталей определяют по формуле:
 (25)
(25)
где Эв – экономическая эффективность восстановления деталей, р.;
Цн, Цв – цены соответственно новой и восстановленной деталей, р.;
Рн, Рв – ресурсы соответственно новой и восстановленной деталей, ч;
 ,
,  – остаточная стоимость после эксплуатации соответственно новой и восстановленной деталей, р.
– остаточная стоимость после эксплуатации соответственно новой и восстановленной деталей, р.
Из этой формулы следует, что экономически целесообразно восстанавливать детали, для которых Эв > 0. Если принять, что = , а отношение Рв/Рн представить как коэффициент долговечности Кд восстановленной детали, соотношение цен новой и восстановленной деталей должно удовлетворять выражению:
 . (26)
. (26)
В условиях рыночной экономики как новые, так и восстанавливаемые детали реализуются потребителю по договорной цене. Однако для предприятия очень важно определить возможные максимальную и минимальную цены на восстановленную деталь, при которых, с одной стороны, потребитель был бы заинтересован приобрести её вместо новой детали, а с другой стороны, восстановление её обеспечивало бы ремонтному предприятию хотя бы нормативную рентабельность.
Потребитель будет заинтересован приобрести восстановленную деталь вместо новой в случае, если затраты на единицу ресурса при использовании восстановленной детали будут меньше, чем при использовании новой детали, т.е.:
 (27)
(27)
тогда, максимальная цена восстановленной детали может быть определена из выражения:
 , (28)
, (28)
где Кд – коэффициент долговечности восстановленной детали.
Минимальную цену для производителя можно определить по формуле:
 (29)
(29)
где СЗi – заводская себестоимость восстановления детали с i -м сочетанием дефектов, р.;
П – планируемая балансовая прибыль, р.
В зависимости от числа дефектов и их сочетаний заводская себестоимость восстановления конкретных деталей одного наименования будет различной.
В общем случае заводская себестоимость восстановления детали с определённым сочетанием дефектов СЗi определяется из выражения, р.:
 (30)
(30)
где Св i – себестоимость устранения i -го сочетания дефектов без учёта затрат на очистку и дефектацию детали, р.;
Дn – стоимость дополнительных работ, которые необходимо выполнить при восстановлении детали с любым сочетанием дефектов (очистка, дефектация), р.;
Сф – затраты на приобретение ремонтного фонда (стоимость изношенной детали), р.;
n – количество дефектов.
Значение Дп принимается равным 0,1 от себестоимости устранения всех возможных дефектов:
 (31)
(31)
Стоимость изношенных деталей, получаемых от поставщиков ремонтного фонда (предприятий, торговых баз, обменных пунктов), на практике обычно устанавливается равной 0,1 от цены новой детали или по цене металлолома плюс 20 %:
 , (32)
, (32)
Прибыль П определяется из выражения:
 (33)
(33)
где Нпр - норма прибыли, в процентах.
Величина нормы прибыли должна быть не ниже коэффициента эффективности вложений, равного процентной ставке за кредит, установленной Центральным банком РФ и увеличенной на коэффициент гарантии получения положительного эффекта.
При курсовом проектировании значение Нпр может приниматься в пределах 10...30 процентов.
Рассмотрим пример определения экономической целесообразности и эффективности восстановления оси опорного катка, имеющей различные сочетания дефектов.
Цена новой оси на рынке Цн = 340 р.
Исходя из коэффициента долговечности восстановленной оси Кд = 0,85, её максимальная цена может быть установлена не более

По формуле 30 определяем значения заводской себестоимости восстановления оси с различными сочетаниями дефектов, по формуле 33 – величину прибыли, по формуле 29 – соответственно минимальную расчётную цену восстановленной детали.
Результаты расчётов сводятся в таблицу 8.
Себестоимость устранения отдельных дефектов оси наплавкой в среде углекислого газа:
дефект 1 – 72,1 р.;
дефект 2 – 119,7 р.;
дефект 3 – 43,4 р.
Стоимость дополнительных работ:
Дn = 0,1·(72,1 + 119,7 + 43,4) = 23,5 р.
Стоимость изношенной детали: Сф =0,1· Цн = 34 р.
Исходя из нормы прибыли Нпр = 20 % определяем величину прибыли для деталей с различными сочетаниями дефектов.
Таблица 8 – Технико-экономические показатели восстановления
оси опорного катка с различными сочетаниями дефектов
| Сочетания дефектов (изношенных поверхностей) | Коэффициент повторяемости сочетания дефектов | Заводская себестоимость восстановления СЗ, р. | Расчётная цена восстановленной детали ЦВ, р. |
| Только дефект 1 | 0,063 | 129,6 | 155,6 |
| Только дефект 2 | 0,129 | 177,2 | 212,6 |
| Только дефект 3 | 0,258 | 100,9 | 121,1 |
| Сочетание дефектов 1 и 2 | 0,021 | 249,3 | 299,2 |
| Сочетание дефектов 1 и 3 | 0,042 | 173,0 | 207,6 |
| Сочетание дефектов 2 и 3 | 0,086 | 220,6 | 264,7 |
| Сочетание дефектов 1, 2, 3 | 0,014 | 292,7 | 351,2 |
Как видно из таблицы 8, при норме прибыли 20 % минимально возможная цена восстановленной детали при сочетании дефектов Х 1,2 и Х 1,2,3 будет выше по сравнению с максимально допустимой ценой, исходя из её коэффициента долговечности, что для потребителя будет неприемлемо.
В связи с этим ремонтному предприятию экономически выгодно восстанавливать только детали с сочетаниями дефектов Х 1, Х 2, Х 3, Х 1,3, Х 2,3 и реализовывать их по цене от 264,7 до 289,0 р.