Все детали насоса должны быть чистыми. Резиновые клапаны должны быть эластичными (износ и коробление не допускаются), седла клапанов на головке должны быть ровными, без забоин и трещин, уплотнители тяги диафрагмы и валика рычага ручной подкачки должны быть эластичными (трещины и коробление не допускаются). Лепестки диафрагмы не должны иметь трещин и разрывов, а также чрезмерной вытяжки. Прокладка крышки насоса должна быть ровной, чистой и гладкой. Рычаг привода не должен иметь видимого изнашивания. Неисправные детали заменяются на годные.
Сборка насоса. Сборка насоса осуществляется в порядке, обратном разборке. При этом особое внимание следует обращать на правильность под-сборки диафрагмы и ее установки в насос, запрессовки обойм клапанов.
Диафрагму подсобирают в специальном приспособлении (рис. 13).
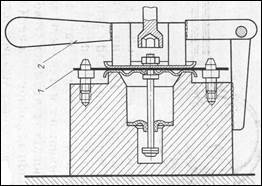
Рис.13 Приспособление для сборки диафрагмы: 1 – диафрагма; 2 - приспособление.
Перед сборкой все детали промывают в чистом бензине, лепестки диафрагмы протирают чистой салфеткой с обеих сторон. Затем вставляют тягу в приспособление и последовательно надевают на выступающий конец тяги, уплотнитель тяги, защитное кольцо уплотнителя, пружину, уплотнительную медную шайбу, нижнюю чашку (вогнутой стороной вниз), четыре лепестка диафрагмы из лакоткани (так, чтобы штифты приспособления вошли в ее отверстия), верхнюю чашку. Завертывают гайку, поставив под нее пружинную шайбу, от руки на несколько ниток резьбы, затем зажим, а ют все детали в приспособлении и доворачивают гайку до отказа. На автомобиле может быть установлена диафрагма из специального диафрагменного прорезиненного полотна, более качественного по сравнению с лакотканью.
Перед сборкой проверяют характеристику пружины насоса: свободная длина пружины 50 мм; при нагрузке 5+0,6 кг длина пружины должна быть 28,5 мм. Число витков пружины 6+05, наружный диаметр пружины 24 мм, диаметр проволоки 1,8 мм, материал — пружинная сталь 65Г.
При запрессовке обойм клапанов в головку насоса следует иметь в виду, что ход впускного и выпускного клапанов у насоса разный, поэтому обеспечивают размер между пластиной клапана и обоймой у впускных клапанов равным 1,5+0'3мм,а для выпускного клапана 2+0'3 мм (рис.14).
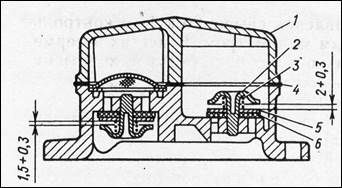
Рис. 14 Установка клапанов топливного насоса: 1 — крышка головки: 2 — обойма клапана: 3 — пружина; 4 — прокладка крышки головки: 5 — пластина клапана; 6 — клапан
При сборке полностью подсобранной диафрагмы (с уплотнителем и пружиной) с корпусом и головкой сначала слегка завертывают 8 винтов крепления головки к корпусу, а затем, отведя рычагом ручной подкачки диафрагму в крайнее нижнее положение (рычаг в крайнем верхнем положении), полностью затягивают их. Это позволяет предотвратить прорыв диафрагмы или ее чрезмерную вытяжку вначале работы насоса.
Головку и крышку при сборке насоса ставят относительно корпуса в положение, показанное на рис. 5.
Карбюратор К-135 разбирают до его чистки, смены жиклеров и проверки их пропускной способности, при нарушениях герметичности клапанов и изнашиваний отдельных деталей, например поршня ускорительного насоса, и т.д.
После разборки, промывки в керосине и обдувки сжатым воздухом детали карбюратора осматривают, замеряют и проверяют на приборах и приспособлениях. Жиклеры проверяют на пропускную способность. Если она больше предусмотренной техническими условиями, то жиклер изношен и подлежит замене. Также подлежат замене пластины диффузоров, если их упругость ниже допустимой техническими условиями. Игольчатый запорный клапан восстанавливают притиркой.
Трещины в поплавке запаивают мягким припоем. Перед пайкой выпаривают бензин, попавший внутрь поплавка. Для этого его помещают в горячую воду и выдерживают в ней в течение нескольких минут. Одновременно по выходящим пузырькам определяют место повреждения. После пайки проверяют массу поплавка которая должна соответствовать требованиям технических условий. Собранный карбюратор подвергают проверке на приборах и приспособлениях. При проверке устанавливают плотность всех соединений, уровень топлива в поплавковой камере, работу ограничителя максимальной частоты вращения вала, работу карбюратора на всех режимах (при установке на двигателе). Они проявляются, как правило, в нарушении работы дозирующих систем карбюратора, в результате чего он приготавливает чрезмерно богатую или бедную смесь, при сгорании которой двигатель не развивает полной мощности, перерасходует бензин и выбрасывает с отработавшими газами много токсичных (вредных) веществ. Признаком сильного нарушения дозирования смеси карбюратором является работа двигателя с резкими хлопками («стрельба»): в карбюратор -- при переобеднении смеси, в глушитель -- при переобогащении. Признаком работы двигателя на переобедненной смеси является также его перегрев. При сильном переобогащении смеси отработавшие газы приобретают темный цвет. Распространенной причиной неисправности карбюратора является установка жиклеров несоответствующей пропускной способности. Причинами переобогащения смеси являются высокий уровень топлива в поплавковой камере, отворачивание и выпадение жиклеров, засмоление воздушных жиклеров, потеря герметичности клапанов экономайзера и нарушение регулировки его привода, неполное открытие воздушной заслонки. Переобеднение смеси может иметь место как при уменьшении подачи бензина, так и при подсосе воздуха в местах крепления карбюратора и впускного трубопровода к головкам цилиндров. Переобеднение смеси возможно из-за малой подачи бензина в карбюратор, повреждения диафрагмы подкачивающего насоса или неплотного прилегания его клапанов, неплотного крепления топливопроводов к штуцерам, низкого уровня бензина в поплавковой камере. Причинами переобеднения смеси могут быть и заедание воздушного клапана в пробке бензобака, засорение топливопроводов и фильтров. Излишнее обогащение смеси вызывает ускоренный износ цилиндропоршневой группы; особенно сильно увеличивает износ двигателя плохая очистка воздуха воздушным фильтром.
Сборка карбюратора. Сборка проводится в порядке, обратном разборке. Сначала подсобирают все три корпуса карбюратора: крышку, корпус поплавковой и корпус смесительной камер, а затем соединяют их между собой. При сборке следят за целостностью и правильной установкой прокладок, чтобы дроссельные и воздушная заслонки поворачивались совершенно свободно, без заеданий и плотно перекрывали свои каналы. После окончательной сборки винты крепления заслонок кернятся во избежание самоотвертывания.
Затягивают все резьбовые соединения плотно, но без чрезмерных усилий. Проверяют и при необходимости регулируют угол открытия дроссельной заслонки при полностью закрытой воздушной заслонке, момент включения клапана экономайзера, уровень бензина в поплавковой камере, производительность ускорительного насоса и т. д.
Детали, проходящие индивидуальную подгонку в карбюраторе, не должны раскомплектовываться. Сюда относятся заслонки и их корпуса, топливный клапан.
Следят за взаиморасположением верхнего переходного отверстий холостого хода в смесительной камере и дроссельной заслонке. Для карбюратора К-135 при полностью закрытой дроссельной заслонке верхняя кромка заслонки должна совпадать с нижней кромкой отверстия. Допускаемое отклонение ±0,1 мм.