Введение
Прокатка является основным видом обработки металлов давлением. В отличие от других видов обработки металлов давлением деформация металла при прокатке осуществляется непрерывно–вращающимся рабочим инструментом — валками, поэтому процесс прокатки является наиболее высокопроизводительным.
По данным таможенной статистики Российской Федерации [1], за 9 месяцев 2008 года (с января по сентябрь) из России экспортировано, без учёта торговли с Республикой Беларусь, 21,5 млн. т готового проката.
По сравнению с 9 месяцами 2007 года физические объёмы экспорта проката возросли на 1,8 млн. т (9,4 %).
В товарной структуре экспорта проката сортовой металл составил 9,4 % (2,0 млн. т). В январе…сентябре 2007 года это соотношение составляло 9,6%.
В структуре экспорта сортового проката прутки составили 58,3 %; 22,5% – бунтовой металл; 19,2 % – уголки и профили.
Импорт проката чёрных металлов в Россию [1] за 9 месяцев 2008 года составил 3,98 млн. т готового проката. В товарной структуре импорта проката 35,8 % заняла сортовая продукция.
В сравнении с соответствующим периодом 2007 года импорт проката в 2008 году снизился на 16,2 %, как за счёт уменьшения поставок из стран дальнего зарубежья – на 515,7 тыс. т (на 27,5 %), так и из СНГ – на 251,5 тыс. т (8,8 %). Длинномерного проката ввезено 1405,5 тыс. т – объёмы импорта сократились на 22 % от уровня периода с января по сентябрь 2007 года. В Россию импортировано 94,9 тыс. т бунтового металла, 763,3 тыс. т прутков, 547,2 тыс. т профилей из углеродистых и легированных сталей.
В таблице 1 приведены данные о выпуске продукции крупнейшими предприятиями чёрной металлургии Российской Федерации.
Выпуск товарной продукции в чёрной металлургии России за 9 месяцев 2008 года по отношению к соответствующему периоду 2007 года вырос на 41,4 %. Увеличение объёма товарной продукции произошло по всем металлургическим комбинатам и предприятиям.
Таблица 1 – Выпуск промышленной продукции крупнейшими предприятиями чёрной металлургии Российской Федерации в фактических ценах (без НДС) за 9 месяцев 2008 года [2]
| Предприятие | Объём продукции в фактических ценах (без НДС) | ||||
| За сентябрь | За период с начала года | ||||
| млн. руб. | % к преды-дущему месяцу | % к соответ-ствующему месяцу 2007 года | тыс. руб. | % к соответ -ствующему периоду 2007 года | |
| ЧЁРНАЯ МЕТАЛЛУРГИЯ Из них: ОАО ММК ЧерМК ОАО "Северсталь" ОАО НЛМК ООО "Уральская сталь" ОАО ЧМК ОАО ОЭМК | 227310,1 24451,7 23776,1 18516,6 5142,7 8583,9 7602,8 | 89,3 91,3 83,4 73,4 88,5 88,7 104,7 | 155,7 149,9 151,6 144,2 135,3 158,8 198,6 | 1861298,4 198171,8 197722,5 170921,9 53644,9 73091,1 54275,9 | 141,4 138,8 140,4 146,5 154,2 152,0 164,0 |
Потребление проката в мире растёт с каждым годом. Для того, чтобы отечественные предприятия могли конкурировать на рынке прокатной продукции, нужно улучшать её качество, но при этом цена должна быть сравнительно низкая. То есть, необходим наилучший баланс "цена – качество". Этого можно достичь путём автоматизации и механизации производства, улучшения качества инструмента, изготовления инструмента на самом предприятии, разработки оптимальных конструкций клетей и др.
Рабочая клеть является важнейшим элементом в линии прокатного стана, поэтому разработка оптимальной конструкции клети и различных её механизмов является актуальной проблемой.
Обзор конструкций клетей дуо
В клетях применяются различного типа устройства, вносящие в конструкцию клети изменения: нажимные и уравновешивающие устройства, устройства осевой регулировки и др.
Для уравновешивания верхнего валка с подушками применяют устройства грузовые, гидравлические и пружинные.
На рисунке 1 показан общий вид грузового уравновешивания верхнего валка слябинга 1150 [3]. Имеются четыре вертикальные штанги, которые верхними концами упираются в нижние подвески подушек верхнего валка, внизу упираются в траверсу. Траверса подвешена к коротким плечам грузовых рычагов. На другом конце рычагов находятся контргрузы. Усилие, с которым вертикальные штанги давят на подвеску верхних подушек, на 20…40% больше веса уравновешиваемых деталей. Таким образом, подушка всегда прижимается к торцу нажимного винта.
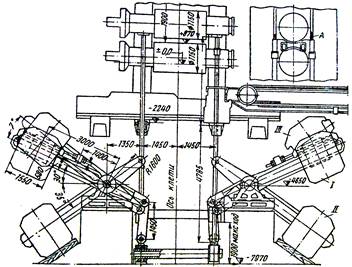
Рисунок 1 – Грузовое уравновешивание верхнего валка слябинга 1150
Устройства такого типа применяют при перемещении верхнего валка на большую высоту. Достоинствами устройства являются простота конструкции и надёжность эксплуатации. Недостатки: инерция контргрузов большой массы вызывает динамические нагрузки в системе, устройство работает с толчками, сопровождающимися сильными звуковыми эффектами; также такая конструкция довольно объёмна и требует углубления и усложнения фундамента под рабочей клетью.
На рисунке 2 приведён общий вид гидравлического устройства для уравновешивания верхнего опорного валка стана кварто 2500 [4]. Однако, устройства такого типа применяют и в двухвалковых клетях, например, при большом ходе верхнего валка (на обжимных станах).

Рисунок 2 – Гидравлическое уравновешивание верхнего опорного валка стана кварто 2500
Гидроцилиндр 1 монтируется в траверсе, соединяющей станины клети. К верхней части плунжера 2 прикреплена траверса 3, к концам которой подвешены две тяги 4. С тягами соединены поперечные балки 5, концы которой принимают на себя вес уравновешиваемых деталей. У подушек валков наверху сделаны Г–образные приливы 6, которыми они опираются на концы поперечных балок.
Гидравлическое уравновешивание работает бесшумно и без толчков, имеет небольшие габариты, легко управляется при работе стана. Высокое давление в гидравлических цилиндрах создаётся грузовым или воздушным аккумулятором, установленным поблизости от рабочей клети. Устройство практически не имеет недостатков.
На рисунке 3 показана конструкция пружинного уравновешивания верхнего валка клети 530 мм заготовочного стана 700/500 [3].

Рисунок 3 – Пружинное уравновешивание верхнего валка клети 530 мм непрерывного заготовочного стана 700/500
Верхний валок уравновешивается с помощью четырёх пружин, опирающихся на траверсу, соединяющую две станины между собой. Имеется две тяги, на верхнем конце которых находятся гайки, за счёт которых пружины затягиваются. К другим концам этих тяг прикреплена траверса, соединяющаяся с подушками верхнего валка. Пружины затягиваются, траверса идёт вверх, подушки прижимаются к нажимным винтам.
Пружинное уравновешивание верхнего валка применяют, когда перемещение валков и масса уравновешиваемых деталей невелики (на заготовочных, сортовых, проволочных и листовых станах дуо и трио).
Осевое регулирование положения валков на сортовых станах выполняют при помощи рычажных систем, смонтированных на станине с одной стороны рабочей клети. На рисунке 4 показано такое устройство [4].

Рисунок 4 – Рычажное устройство для осевой установки валков сортового стана
Имеется два кронштейна 1, которые укреплены болтами на стойке станины. В проушинах кронштейнов есть две оси, на которые насаживаются два двуплечих рычага 2. Короткие плечи рычагов концами упираются в выступы 3 на подушке валка. Длинные плечи соединены между собой стяжными болтами 5 и гайками 4. На этих гайках с одной стороны левая, а с другой – правая резьба. При помощи верхних рычагов и стяжки между ними происходит перемещение подушки с валком внутрь клети. Нижние рычаги предназначены для перемещения валка в обратном направлении.
Достоинствами такого устройства являются простота конструкции и возможность осевого регулирования валков только с одной стороны рабочей клети. Положение подушек в окнах станин фиксируется боковыми планками, привёрнутыми болтами к станинам.
Конструкция нажимного винта и принцип работы, в сущности, одинаковы практически для всех клетей. Большая разница есть только в механизмах привода винта.
Для увеличения производительности стана время, затрачиваемое на установку верхнего валка должно быть минимальным. Поэтому перемещение верхнего валка должно происходить с большой скоростью. Однако, на станах для прокатки тонкой полосы скорость перемещения верхнего валка ограничивается необходимой точностью установки валков, поэтому она должна быть небольшой. На сортовых станах валки устанавливают только при настройке стана, скорость перемещения валков ограничивается точностью их настройки. Применяются тихоходные и быстроходные нажимные механизмы с гидравлическим, механическим и гидромеханическим приводом.
Станины клетей по конструкции делят: закрытого и открытого типа.
Станина закрытого типа представляет собой литую жёсткую раму. Станины этого типа применяются в рабочих клетях блюмингов, слябингов и других станов.
Станина открытого типа состоит из двух частей: собственно станины и крышки. Характеризуется меньшей жёсткостью, позволяет осуществлять перевалку валков непосредственно краном при снятой крышке.
Также клети по конструкции могут быть и бесстанинные. Имеется четыре винта, на которых собраны подушки, и по которым они перемещаются при настройке клети.
Комплекс перечисленных и других элементов и составляет конструкцию клети. Видно, что конструкции клети могут быть самые разные.