8.6.1. Методика подготовки зубов под фарфоровые коронки
Ориентиром для подготовки зубов под фарфоровые ко-оонки может служить методика подготовки под пластмассовые коронки. В то же время, как уже было отмечено, отличительной чертой этого клинического приема является формирование пришеечного уступа. В связи с этим необходимо затронуть один весьма важный вопрос.
По поводу размещения края фарфоровой, пластмассовой или комбинированной искусственной коронки существует два распространенных мнения — размещать его над десной или погружать под десну. В защиту первого способа приводятся следующие аргументы. Край искусственной коронки, располагающийся над десной, не нарушает зубодесневое прикрепление, которое является главным барьером для механического повреждения и инфицирования. При подготовке наддесневой поверхности зуба легче осуществлять контроль точности сошли-фовывания, качества полученного оттиска и положения края искусственной коронки. В то же время, как указывает S. Preston (1977), могут быть приведены следующие доводы в пользу размещения края коронки в десневой бороздке: 1) кариес, захватывающий поддесневой участок зуба; 2) зубы, покрытые ранее коронками; 3) повышенная чувствительность цемента подготовленного зуба; 4) низкие клинические коронки, требующие для достаточной ретенции удлинения протеза за счет поддесневого размещения края; 5) эстетические требования. Последнее обусловлено тем, что лишь при погружении края искусственной коронки в десневую бороздку удается получить высокий эстетический эффект протезирования.-Прикрытый десной край искусственной коронки не заметен при улыбке. Таким образом, этот способ размещения края протеза имеет большие преимущества перед первым. Тем не менее перспективным направлением остается совершенствование технологии изготовления протезов, материалов и методик протезирования, направленных на обеспечение высокого уровня эстетики при размещении края искусственной коронки над десной. Мы имеем в виду оптимальное сочетание следующих условий: во-первых, точное размещение храя коронки на границе с твердыми тканями зуба; во-вторых,.соответствие цвета края коронки цвету прилегающих тканей зуба; и, наконец, в-третьих — точное восстановление анатомической формы в месте перехода искусственной коронки в твердые ткани зуба. Эти задачи призвана решить методика подготовки зубов с уступом.
При разработке технологии изготовления фарфоровых ко-ронок возникает несколько клинических и технических проблем — получение идеальной формы и цвета наряду с доста-
точно высокой механической прочностью. Если цвет коронки определяется в основном свойствами исходного материала, а анатомическая форма во многом зависит от искусства моделировки, то прочность закладывается технологией изготовления протеза и требует достаточной толщины всей коронки и особенно ее края.
Уже в 1939 году Вальтер Друм в учебнике по зубной керамике описал методику изготовления фарфоровых коронок с использованием пришеечного уступа. С тех пор технология претерпела существенные изменения, коснувшиеся в первую очередь материалов для изготовления фарфоровых коронок — фарфоровых масс. Совершенствовались печи и режимы обжи-> га фарфора. Параллельно отрабатывались клинические приемы 1 протезирования. Большое значение имела разработка методики подготовки зубов, определяющая качество лечения в целом.
Как уже было отмечено, исходным ориентиром при подготовке естественных зубов под фарфоровые коронки может служить методика подготовки под пластмассовые коронки. Коренное отличие заключается в создании пришеечного уступ». Одним из главных преимуществ подготовки зубов с уступом является возможность изготовления фарфоровой коронки с толе* тым краем, что придает ей повышенную механическую прочность. Это, в свою очередь, расширяет возможности улучшения цвета пришеечной части коронки, что очень сложно при изготовлении тонкого края коронки, не опирающегося на уступ. Наличие уступа позволяет вплотную прижать к зубу край коронки. Как писал Е. И. Гаврилов (1984), такое взаимоотношение края коронки с уступом позволяет создать наиболее "интимную"' связь между протезом и твердыми тканями зуба. Это делает более монолитным соединение протеза с опорным зубом, снижает упругие напряжения и придает протезу долговечность. Наконец, самое главное, на наш взгляд, преимущество подготовки зубов с уступом: край коронки, заканчивающийся на уступе, не оказывает вредного влияния на десну, не оттесняет и не травмирует ее. Биологическая же инертность фарфора позволяет исключить его воздействие на десневой край. Действительно, как показывают клинические наблюдения, при применении фарфоровых коронок воспалительные изменения краевого па-родонта практически отсутствуют Они возможны лишь при технических погрешностях в размещении края коронки, когда травмируется десневой край, или при изменениях краевого па-родонта иной природы, не связанных с протезированием.
Уступ формируется чуть ниже или выше десневого края • зависимости от принадлежности зуба к верхней или нижней челюсти. Расположение уступа под десной на 0,2—0,3 мм маски-
пует место соединения края фарфоровой коронки с уступом. Эстетический эффект протезирования при этом чрезвычайно высок


Рис. 70. Формирование уступа сепарационным диском:
° — сепарация контактной поверхности, б — подготовка пришегчнои части зуба с образованием уступа
Таким образом, методика подготовки зубов с формированием уступа является сегодня самой прогрессивной и должна найти широкое применение в клинической практике.
Подготовку зуба начинают с сепарации контактных поверхностей. Разрушение межзубных контактных пунктов следует проводить осторожно, избегая повреждения рядом стоящих зубов. Для этого пользуются сепарационными дисками с односторонним покрытием алмазной крошкой или тонкими фиссурны-ми борами для наконечника от турбинной бормашины. Сепара-ционный диск располагают чуть отступя от контактной поверхности — на 1—1,5 мм — и удерживают с небольшим наклоном к оси зуба в пределах 5—7°. Сняв ткани в области межзубного контакта и открыв межзубной промежуток, диску придают чуть меньший наклон (3—5°) и подвергают обработке всю контактную поверхность, пока в пришеечной области на уровне десны не будет создан прямой уступ шириной 0,3—0,5 мм (рис. 70). Точно так же подготавливают другую контактную поверхность.

|
При подготовке контактных (апроксимальных) поверхностей на турбинной бормашине используют тонкие цилиндрические алмазные головки, диаметр которых должен быть меньше ширины уступа (рис. 7)). Режущую поверхность головки располагают сначала также отступя от рядом стоящего зуба и удерживают ее под небольшим углом к оси зуба (3—5°). Сняв ткани в области межзубного контакта, постепенно продвигаются к шейке зуба, где на уровне десны намечают уступ шириной
0,3—0,5 мм.
| Рис. 71. Сепарация с помощью цилиндрической алмазной головки |
Приступая к подготовке вестибулярной и оральиой поверхностей, полезно предварительно нанести маркиро-
вочные борозды (рис. 72). Глубина борозд должна соответствовать слою твердых тканей зуба, который планируется сошлифо-вать. На алмазные колосовидные головки ставят ограничители глубины препарирования. В зависимости от возраста больного, толщины стенок полости зуба, размеров коронки, состояния твердых тканей, индивидуальной анатомической формы, соотношения с антагонистами и т. д. глубина маркировочной борозды может колебаться от 1 до 2 мм.

Рис. 72. Маркировочные борозды:
а — в области шейки дуба,- б — на губной поверхности и режущем прав;
е — на губной и язычной поверхности (вид1 сверху)
Борозды наносят главным образом вдоль клинической коронки зуба, и лишь в пришеечной части одна борозда проводится параллельно десневому краю почти на одном уровне с ним. Небольшой запас твердых тканей оставляют для последующей окончательной отделки уступа. На губной поверхности зуба борозды проводят от режущего края до десневой борозды вертикально по всей коронке. С оральной стороны, учитывая конфигурацию небной поверхности, окклюзионный контакт с антагонистами и топографию зон безопасности, борозды делают лишь у режущего края, захватывая две трети небной поверхности, или доводят их почти до шейки, отступив от десны на 0,5—1 мм.
Карборундовыми или алмазными кругами твердые ткани сошлифовывают с губной и оральной поверхности до дна ориентировочных борозд. В пришеечной части ткани снимают До маркировочной борозды уступа.
Проведя грубую обработку боковых поверхностей зуба, переходят к укорочению клинической коронки. На передних зубах режущий край может быть сошлифован карборундовым чли алмазным кругом, а также сепарационным диском. Плоская и широкая режущая поверхность последнего снимает твер-Abie ткани ровным слоем по всему режущему краю. При стачи-вании диском легко контролируется наклон инструмента, а значит — ^ сошлифовываемой поверхности режущего края. Он Нашивается в оральном направлении примерно под углом 45° к продольной оси зуба.
Жевательную поверхность удобнее подготавливать специальными бочкообразными или колосовидными алмазными
головками, сохраняя присущую ей индивидуальную анатомическую форму. Вершины жевательных бугров должны быть закруглены. У зубов, утративших антагонисты, возрастные изменения жевательных поверхностей могут отсутствовать (задержка стирания бугров). При подготовке их под искусственную коронку следует придать жевательной поверхности вид, присущий другим функционирующим зубам с учетом возрастного стирания твердых тканей.
Прежде чем формировать уступ, необходимо определить его форму. При подготовке зубов под фарфоровые коронки наилучшие результаты дает формирование уступа под прямым углом к длинной оси зуба, когда может быть обеспечено плотное прилегание искусственной коронки к корню зуба.
Для получения уступа равномерной ширины, расположенного под прямым углом к длинной оси зуба, пользуются алмазными головками цилиндрической формы или фиссурными борами. Уступ может быть создан вокруг всей коронки естественного зуба либо лишь на отдельных его поверхностях; в ряде случаев целесообразна подготовка уступа неодинаковой ширины на всем протяжении шейки зуба (рис. 73).
На здоровых, не депульпированных и не пораженных кариесом зубах, правильно расположенных в зубной дуге, уступ готовится вокруг коронки одинаковой ширины в пределах 1 мм. Вообще ширина уступа зависит от возраста больного, размера и формы зуба, толщины его стенок, степени обнажения зубов при разговоре и улыбке. У молодых пациентов на резцах с плоскими коронками и тонкими стенками ширина уступа должна находиться в пределах 1 мм. У пациентов среднего и пожилого возраста, имеющих крупные коронки с толстыми стенками, уступ на губной поверхности может быть более широким (до 1,2 — 1,5мм), на контактных поверхностях — сужен до 1 мм, а на оральной поверхности зуб может быть подготовлен без уступа, если нет условий для его формирования.
Уступ неодинаковой ширины следует формировать также на аномально расположенных зубах — выступающих или имеющих скученное положение. Менее широкий уступ готовят на верхних резцах с узкими шейками (до 0,5 мм). Если зуб выступает из зубной дуги в губную сторону, уступ делают лишь с этой стороны. Подобной тактики следует придерживаться и при наличии клиновидного дефекта. Подготовка коронок нижних резцов может быть проведена без уступа.
Оставшиеся в пришеечной части зуба твердые ткани сошли-фовывают алмазной головкой в виде усеченного конуса. Торцовую часть головки прижимают к уступу и постепенно стачивают ткани зуба так, чтобы уступ имел вид ровной площадки, находя-
щейся чуть ниже десневого края. Диаметр торцовой части бора должен соответствовать ширине уступа, в противном случае неизбежна травма прилегающей к уступу десны. Боковая поверхность головки должна касаться зуба. Лишь при этом условии точно обозначается угол схождения уступа с боковыми стенками зуба. Одновременно боковая поверхность головки снимает с губной стороны следы ранее нанесенных маркировочных бороздок и предупреждает образование в пришеечной части зуба поднутрений. Во время работы необходимо сохранять первоначальное положений головки по отношению к зубу, что позволит снять равномерный слой твердых тканей. Культя зуба приобретает коническую форму с углом схождения боковых стенок 5—7° для передних зубов и 7—12° для многокорневых. Формирование уступа заканчивается стачиванием нависающих над десной острых краев пламеаидной алмазной головкой.

Рис. 73. Виды уступов:
" — уступ одинаковой ширины «округ »ий хорошей, С — уступ толмю на губной ч оральной поверхностях луба; в — уступ, суженный с контактных сторон
Оставшиеся в пришеечной части зуба твердые ткани сошли-Фовывают алмазной головкой в виде усеченного конуса. Торцо-
•ую часть головки прижимают к уступу и постепенно стачивают
•канн зуба так, чтобы уступ имел вид ровной площадки, находящейся чуть ниже десневого края. Диаметр торцовой части бора Должен соответствовать ширине уступа, в противном случае не-22)
избежна травма прилегающей к уступу десны. Боковая поверхность головки должна касаться зуба. Лишь при этом условии точно обозначается угол схождения уступа с боковыми стенками зуба. Одновременно боковая поверхность головки снимает с губной стороны следы ранее нанесенных маркировочных бороздок и предупреждает образование в пришеечной части зубе;
поднутрений. Во время работы необходимо сохранять первона^. чальное положение головки по отношению к зубу, что позволит снять равномерный слой твердых тканей. Культя зуба приобретает коническую форму с углом схождения боковых стенок'! 5—7° для передних зубов и 7—12° для многокорневых. Фор-1 мирование уступа заканчивается стачиванием нависающих над | десной острых краев пламевидной алмазной головкой. •
При подготовке оральной поверхности передних зубов необходимо стремиться к сохранению их анатомической формы. Особенно внимательно нужно стачивать пришеечную часть, -что-. бы не сгладить контур зубного бугорка. Это позволит снять тка-. ни зуба точно на толщину коронки и обеспечить ее надежную.-фиксацию на опорном зубе. Заканчивая препарирование, следует снять все острые грани, углы и придать культе зуба плав- | ные очертания. I
Общую оценку качества подготовленной культи проводят по следующим критериям:,;, |
1. Подготовленный под фарфоровую коронку зуб должен сохранять присущую ему анатомическую форму, отражающую индивидуальные и возрастные особенности.
2. Культя подготовленного зуба должна иметь наклон боковых стенок для передних зубов в пределах 5—7°, а для премо-ляров и моляров — 7—12° и приближаться по форме к конусу.;
При низких клинических коронках угол схождения боковых'сте-нок может быть уменьшен, а при высоких, наоборот, увеличен. Это позволит обеспечить надежную ретенцию коронки.
3. По периметру шейки зуба формируется уступ, ширина которого варьирует от 0,5 до 1,5—2 мм. Уступ может быть Приготовлен на разных поверхностях зуба. Выбор методики подготовки пришеечной части зуба и положение уступа по отношению к десневому краю диктуются конкретными клиническими условиями.
4. Подготовленный зуб должен быть укорочен в среднем на 2 мм.
5. Культя подготовленного зуба должна быть уменьшена • объеме на толщину фарфоровой коронки, чем предупрежд»-ется возможность выхождения протеза за пределы зубной дуги.
8.6.2. Получение оттиска для изготовления фарфоровой коронки

|
Рабочая модель зуба для изготовления платинового колпачка должна отличаться высокой прочностью. Этим обусловлено своеобразие методики получения оттиска для изготовления фарфоровой коронки. Оттиск с подготовленного зуба снимают термопластической массой. Для этого пользуются медным кольцом, приготовленным из медной пластинки толщиной 0,2—0,25мм. Пластинку в виде диска помещают в аппарат "Самсон", получают медную гильзу и припасовывают ее на гипсовой модели, добиваясь точного соответствия периметру шейки подготовленного зуба. Точность оттиска во многом зависит от точности припасовки медной гильзы, краю которой придают профиль десневой бороздки. Край гильзы должен плотно охватывать шейку
| Рис. 74. Кольцо с отростками, опирающимися на соседние зубы |
зуба и повторять ее контуры, Погружаясь ПОД опирающимися на соседние эуоы
десну вокруг уступа не более чем на 0,5 мм. После припасовки на гипсовой модели у гильзы срезают дно — так, чтобы она была выше культи зуба не менее нем на 3—5 мм. Для предохранения десневого кармана от травмы по наружному краю кольца вырезают опорные отростки, ложащиеся на соседние зубы. Они удерживают кольцо от глубокого продвижения под десну при снятии оттиска (рис. 74).
Заполнив кольцо размягченной термомассой и покрыв ее гонким слоем вазелина, большим пальцем правой руки прижимают его к зубу. Затвердевшую массу вместе с кольцом сни-^ют и проверяют точность отображения уступа и всей культи "Репарированного зуба. Края кольца должны перекрывать ус-уп не более чем на 0,5 мм, а при наличии оттяжек термомассы ли "вчетких контуров уступа необходимо переснять оттиск или Роверить точность подготовки естественного зуба.
Если оттиск отвечает требованиям, его вновь надевают на рный зуб и снимают общий оттиск альгинатной или какой-° Другой оттискной массой. Вспомогательный оттиск снима-с эубного ряда другой челюсти.
223
8.6.3. Технология фарфоровой коронки
При изготовлени фарфоровой коронки рабочая модель зуба может быть выполнена из медной или серебряной амальгамы Кроме того, для этой цели используется цемент (смесь си-лидонт-цемента с серебряными опилками), применяется также электролитический способ получения механически прочной культи из красной меди
Кольцо с термомассой оборачивают плотной бумагой и удлиняют примерно на 3—5 мм Бумажное кольцо приклеивают воском или закрепляют лигатурой Приготовленную амальгаму вносят небольшими порциями в оттиск и утрамбовывают штопфером После заполнения оттиска над ним формируют столбик в виде конуса длиной около 1,5—2 см
При использовании цемента его замешивают до консистенции теста и в виде валика вводят в кольцо с оттиском, одновременно уплотняя инструментом, до заполнения всего отпечатка Над кольцом из остатков цемента также делают столбик
После затвердевания цемента или амальгамы конусообразный столбик над кольцом обрабатывают напильником и придают ему трех-, четырехгранную форму
Цементную или амальгамовую модель подготовленного зуба вместе с кольцом вкладывают в общий оттиск зубного ряда, а к вершине конуса приклеивают небольшой конус из воска По общему оттиску изготавливают гипсовую модель, отделяют ее от оттиска и удаляют из цоколя модели восковой конус, обнажая верхушку цементного или амальгамового конуса (см pMJC 50)
Модель зуба вместе с кольцом выталкивают из гипсовой модели, надавливая на открывшуюся верхушку ее конусовидной части Термомассу, находящуюся в кольце, разогревают в горячей воде и снимают с рабочей модели подготовленного зуба Конусовидную часть рабочей модели, примыкающую к уступу, обрабатывают так, чтобы пришеечная часть модели зуба точно соответствовала периметру и профилю поперечного сечения уступа, а остальная часть постепенно переходила бы в конус, то есть суживалась Полученное в гипсовой модели ложе позволяет снимать и устанавливать в него конусовидную граненую часть рабочей культи зуба точно в одном и том же положении. Таким образом, съемная часть рабочей модели делает удобным пригбтовление платинового колпачка и обеспечивает точность моделировки фарфоровой коронки
Если фарфоровыми коронками, покрывают не один, а несколько рядом стоящих зубов, применение медных колец затруднено из-за того, что они не помещаются одновременно на нескольких рядом стоящих зубах В этом случае оттиск кольцом
снимают с каждого зуба отдельно и получают модели с конусовидной частью из амальгамы или цемента В настоящее время для изготовления модельной культи подготовленного зуба все шире используют высокопрочные сорта гипса В частности, прилагаемый к японской оттискной массе "Экзафлекс" порошок специального гипса позволяет получить чрезвычайно прочную и точную модель препарированного зуба Использование прочных сортов гипса позволяет при протезировании фарфоровыми коронками применять методику приготовления разборных рабочих моделей, описанную выше (гл 791)
При использовании же моделей из амальгамы или цемента по ним сначала готовят колпачки из оловянной фольги и для большей прочности покрывают их тонким слоем цемента Колпачки фиксируют на подготовленных зубах в полости рта и вместе с ними снимают оттиск со всего зубного ряда В оттиске оловянные колпачки заполняют медной амальгамой и одновременно формируют конусовидную часть На отлитой гипсовой модели опорные зубы будут металлическими Обжиг фарфоровой массы осуществляется на новом колпачке из платиновой фольги
В настоящее время высокопрочные сорта гипса практически полностью вытеснили амальгаму и цементы при изготовлении рабочей культи зуба О Д Глазов с соавторами (1984) предлагают после снятия оттиска кольцом с термомассой отпечаток препарированного зуба в кольце заполнять высокопрочным гипсом По мере загустевания гипса в отпечаток погружают специальный латунный или отлитый из нержавеющей стали стержень, имеющий вид конуса с плоско-выпуклой формой поперечного сечения (хвостовик) Его устанавливают так, чтобы он был как бы продолжением культи зуба и имел длину в пределах 2 см Конец стержня, находящийся в кольце, имеет насечки, обеспечивающие надежное крепление его в гипсе модельной культи Часть стержня, выступающая над кольцом, также закрывается гипсом в виде конуса примерно на половину Разогрев термомассу над пламенем газовой или спиртовой горелки, модель препарированного зуба из высокопрочного гипса извлекается из кольца Гипсовый конус на хвостовике осторожно обрабатывается напильником или металлической фрезой с помощью бормашины Конус должен быть ровным и гладким и в своей верхней части иметь периметр и профиль поперечного сечения одинаковый с уступом
Общий оттиск с зубного ряда следует снимать высокоточными оттискными материалами Наилучшие результаты дает двойной оттиск из экзафлекса, дентафлекса или сиеласта-05 В двойной оттиск вставляются модели (одна или несколько) под-
в-2776 225
готовленных зубов из гипса со штифтами и закрепляются в нем булавками и воском. Булавки, которыми прокалывают одновременно наружную часть оттиска преддверия рта и оральную часть, должны касаться конусовидной части гипсовой культи зуба, но не оказывать на нее давление и не смещать ее. Лишь прц этом услрвии будет исключено смещение гипсовой культи со штифтом во время отливки гипсовой модели всего зубного ряда. Перед установкой культи зуба в оттиск поверхность гипсового конуса целесообразно покрыть тонким слоем вазелинового масла, что значительно облегчит выталкивание ее из модели.
После затвердевания гипса оттиск осторожно снимают с комбинированной модели, открывают с внешней стороны цоколя кончик штифта и выталкивают из модели культю подготовленного зуба из прочного гипса (см. рис. 51).
При изготовлении колпачка, предназначенного для моделировки и обжига на нем фарфоровой массы, наиболее удобным материалом считается химически чистая платиновая фольга. Она очень пластична, точно повторяет форму рабочей культи и при аккуратном обращении не рвется даже на самых острых гранях зуба. Толщина фольги колеблется от 0,015 до 0,02 мм. Она выбирается в зависимости от размеров препарированной культи зуба. Для передних зубов используют более тонкую фольгу, для боковых — несколько толще. Кроме платиновой может использоваться платиноиридиевая (1—3% иридия) или золотоплатиновая фольга (2% платины). Последняя используется только для обжига легкоплавкого фарфора.
Для изготовления колпачка берут необходимое количество фольги. С целью экономии материала полезно заготовить выкройку (образец) из бумаги или алюминиевой фольги. Ширина образца соответствует высоте двух коронок подготовленного зуба, а длина — чуть больше периметра шейки зуба. Вырезанную заготовку прикладывают к губной поверхности зуба и соответственно углам режущего края делают два надреза. Средний фрагмент пластинки перегибают через режущий край зуба и прижимают к небной поверхности. Боковые поверхности зуба также обжимают фольгой, а концы стягивают на небной поверхности Сначала фольгу прижимают к уступу пальцем, а затем стеклянной палочкой расправляют ее на зубе и прилегающей к нему конусовидной части столбика. Один край пластинки должен быть немного длиннее другого. Оба конца захватывают пинцетом и, стягивая пластинку, заворачивают так, чтобы более длинный конец закрывал короткий, образуя замок для колпачка (рис. 75). В тех случаях, когда разобщение с антагонистами точно соответствует толщине фарфоровой коронки на небной поверхности передних зубов или складка будет мешать созданию
прочной коронки в этом участке (как, например, это бывает при глубоком прикусе), рекомендуется замок для колпачка смещать на одну из контактных (апроксимальных) поверхностей зуба (Staegemman J., 1967).
Фольгу тщательно обжимают на зубе шпателем или гладилкой, добиваясь отчетливого повторения всех контуров культи и уступа. Образующиеся складки тщательно разглаживают. Колпачок должен перекрывать уступ не менее чем на 2—3 мм.
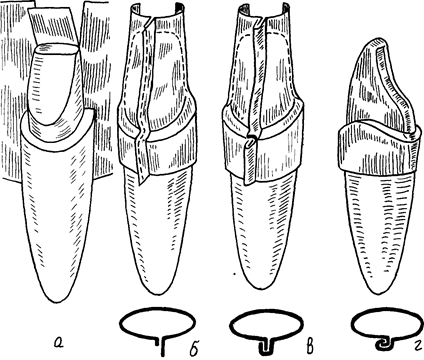
Рис 75 Изготовление ки id4Ka из платиновой фольги для обжига на нем фарфоровой массы
а — заготовка фольги с надрезами для режущего края, б — стягивание фольги вокруг боковых поверхностей зуба, в — создание замка для колпачка, г — готовый колпачок
Для более плотного прилегания колпачка к модельной культе зуба полезно обжать фольгу на зубе под прессом в аппарате Паркера для наружной штамповки. Если во время штамповки образуются складки, их необходимо разгладить, а колпачок вновь подвергнуть штамповке. Колпачок аккуратно, без деформации снимают с модели, обжигают докрасна, очищают кипячением в соляной кислоте и снова надевают на модель, добиваясь плотного прилегания к уступу.
При работе с фарфоровой массой Следует соблюдать идеальную чистоту помещения лаборатории для изготовления фарфоровых и металлокерамических протезов Загрязнение фарфоровой массы проявится в виде пятен, нарушающих общую цветовую гамму протеза.
фарфоровая масса, обжигаемая при атмосферном давлении, получается пористой. Это объясняется выделением углекислого газа при обжиге в результате химической реакции составляющих фарфоровую массу элементов, а также выгоранием органических пластификаторов и недостаточной конденсацией массы при моделировке с последующим испарением воды Фарфоровую массу более однородной структуры удалось получить после того, как по предложению Гатцука (1949) ее стали обжигать в вакууме. Созданные для этого печи позволили изготавливать более гигиеничные, прочные и прозрачные фарфоровые коронки. Повышенная прозрачность потребовала нанесения первого слоя из матовой фарфоровой массы Этот слой обозначают как базисный, или опаковый
Для каждого вида фарфоровой массы на заводах-изготовителях отрабатывается методика формовки и режим обжига, описываемые в прилагаемой к массе инструкции. В связи с этим целесообразно изложить здесь общие принципы изготовления фарфоровых коронок. Дополненные сведениями из инструкции, они позволят получить наилучший результат протезирования.
Базисный, или опаковый, слой наносят толщиной 0,5—0,6 мм и конденсируют рифленым инструментом Избыток влаги после конденсации фарфоровой массы удаляют с помощью фильтровальной бумаги Часть уступа, примерно на одну треть, освобождают от фарфоровой массы. Это необходимо для обеспечения возможности подтягивания колпачка к уступу после обжига, когда из-за усадки фарфоровой массы колпачок несколько приподнимается над уступом Появляющийся зазор между платиной и уступом модельной культи подготовленного зуба устраняется подтягиванием колпачка к модели Повторно наносится фарфоровая масса на оставленную открытой часть уступа колпачка и вновь подвергается обжигу (рис 76). Для этого колпачок осторожно снимают с модели и помещают на специальную подставку из огнеупорного керамического материала (тре-гер). В течение 5 мин фарфоровую массу на колпачке подсушивают и устанавливают на 2 мин перед открытой печью, нагретой до 800°.
Дальнейший обжиг фарфоровой массы в печи осуществляется в соответствии с инструкцией После обжига колпачок с подставкой вынимают из печи и накрывают стеклянным колпаком для медленного охлаждения

Рис 76. Нанесение и обжиг базисного (опакового) споя фарфоровом массы-а — нанесение базисного слоя с частичным закрытием уступа 6 — юлпачсж, приподнявшийся над уступам после обжиш олакоюю слоя в — подтягивание колпачка к модели для устранения образовавшеюся между ними зазора г—дополнительное нанесение фарфоровой массы на открывшийся при абжше уступ