УДК 67.05
ГРНТИ 55.31.29
Исследование параметров точности обработки
Текстолитовых дорожек концевой фрезой
Дыдыкина Ольга Андреевна; Норкина Алена Викторовна; Полковникова Оксана Олеговна; Самойлова Светлана Игоревна; Токарев Артем Сергеевич
Трехгорный технологический институт – филиал Национального исследовательского ядерного университета «МИФИ» (ТТИ НИЯУ МИФИ), г. Трехгорный
tokarev_a_s91@mail.ru
В статье рассмотрено влияние главного угла в плане при фрезеровании текстолита на толщину срезаемого слоя режущими кромками инструмента. Разработана методика построения графических моделей стружки текстолита. Выведены математические модели по расчету площади сечения срезаемого слоя на основе графического построения.
Ключевые слова: текстолит, концевая фреза, печатная плата, главный угол в плане, математические модели.
Investigation of the parameters of the accuracy textolite tracks' processing with an end-milling cutter
Dydykina Olga Andreevna; Norkina Alena Viktorovna; Polkovnikova Oksana Olegovna; Samoylova Swetlana Igorevna; Tokarev Artem Sergeevich
Tryokhgorny Technological Institute, the branch of the National Research Nuclear University «MEPhI», Tryokhgorny
The article discusses the influence of the corner angle when milling the textolite on the thickness of the cut layer by the cutting edges of the tool. A method for constructing graphic models of textolite chips has been developed. Mathematical models have been designed for calculating the sectional area of the cut layer based on graphic construction.
Key words: textolite, end-milling cutter, printed circuit board, corner angle, mathematical models.
Основная часть. Цель данной статьи заключается в том, чтобы предложить и обосновать вариант повышения точности обработки дорожек печатных плат в производственных условиях ФГУП «ПСЗ». В качестве инструмента для обработки дорожек рассматривается концевая трехзубая фреза. Один из самых часто используемых материалов для производства печатных плат – текстолит фольгированный. При обработке фрезерованием на каждом зубе фрезы появляются различные силы резания за счет различной толщины срезаемого каждым зубом слоя материала. И чем больше перепад толщины срезаемой стружки, тем сильнее перепад сил резания, а, следовательно, сильнее износ и ниже точность обработки. Одним из главных параметров режущей части концевой фрезы, определяющих слой срезаемого материала, является главный угол в плане.
Была разработана методика построений сечений срезаемой стружки каждым лезвием в определенный момент времени при главном угле в плане 90º. Модели были построены в условных величинах, S=1 у.е, t=2 у.е., которые представлены на рисунке 1. Подразумевается, что при номинальном угле в плане равном 90 градусов и отклонении равном 2,5 градуса, есть возможность провести дополнительную заточку. Наибольшая разница величины срезаемого слоя составляет 0,262 мм2.
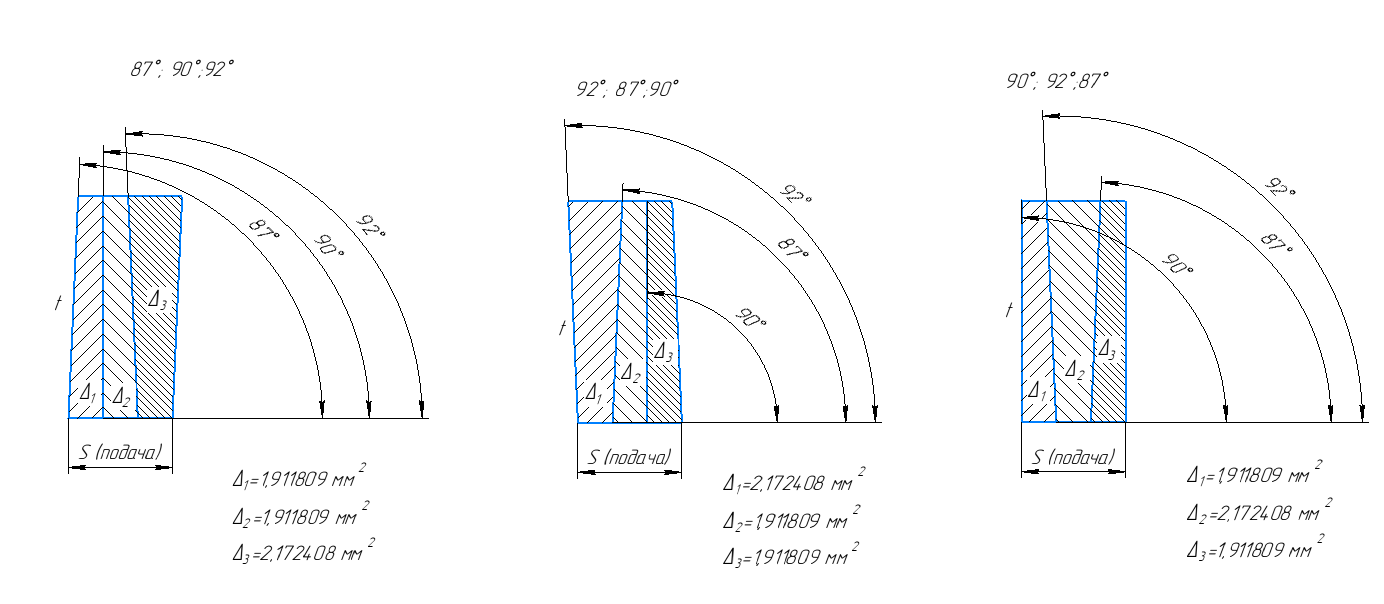
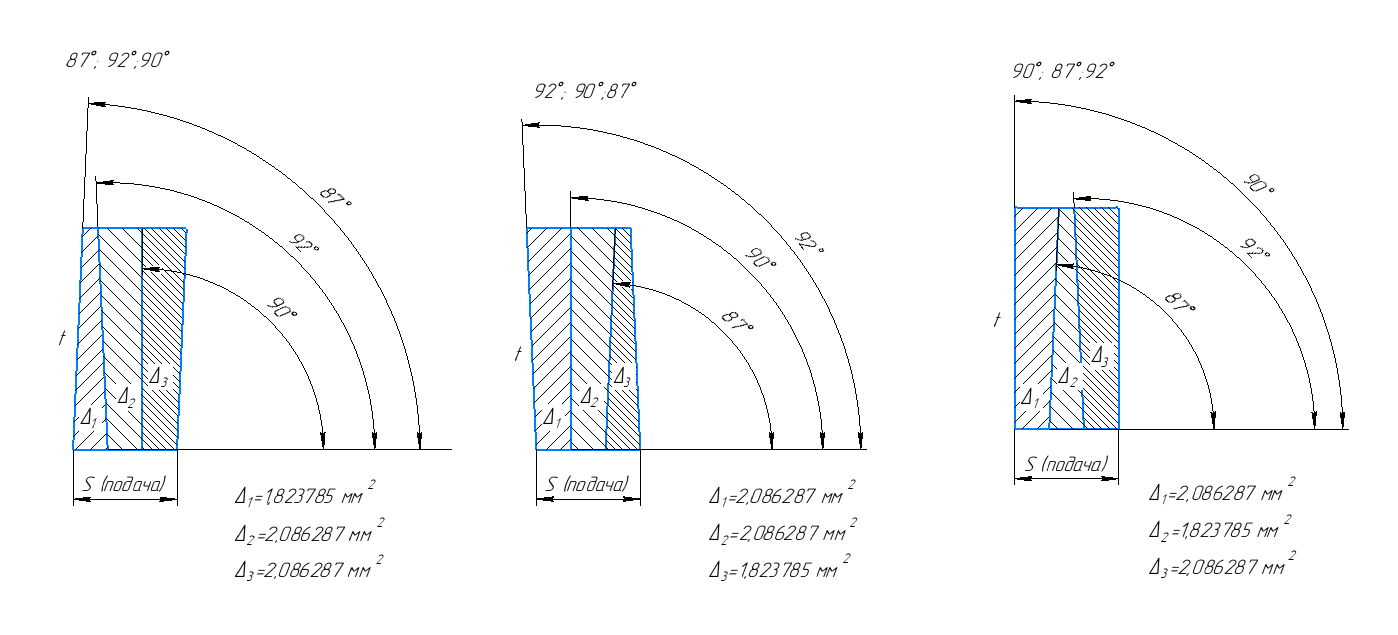
Рисунок 1 – Графические модели для угла в плане 90º
Далее были выбраны два наиболее приемлемых варианта заточки фрезы. Так же с целью компенсации увода оси инструмента, самым оптимальным будет заточить первое и последнее лезвие под равными друг другу углами. То есть первое лезвие будет компенсировать увод третьего, что работает и в обратную сторону.
1) 87; 90; 87
2) 92; 90; 92
Наибольшая разница величины срезаемого слоя в этих случаях составит 0,175.
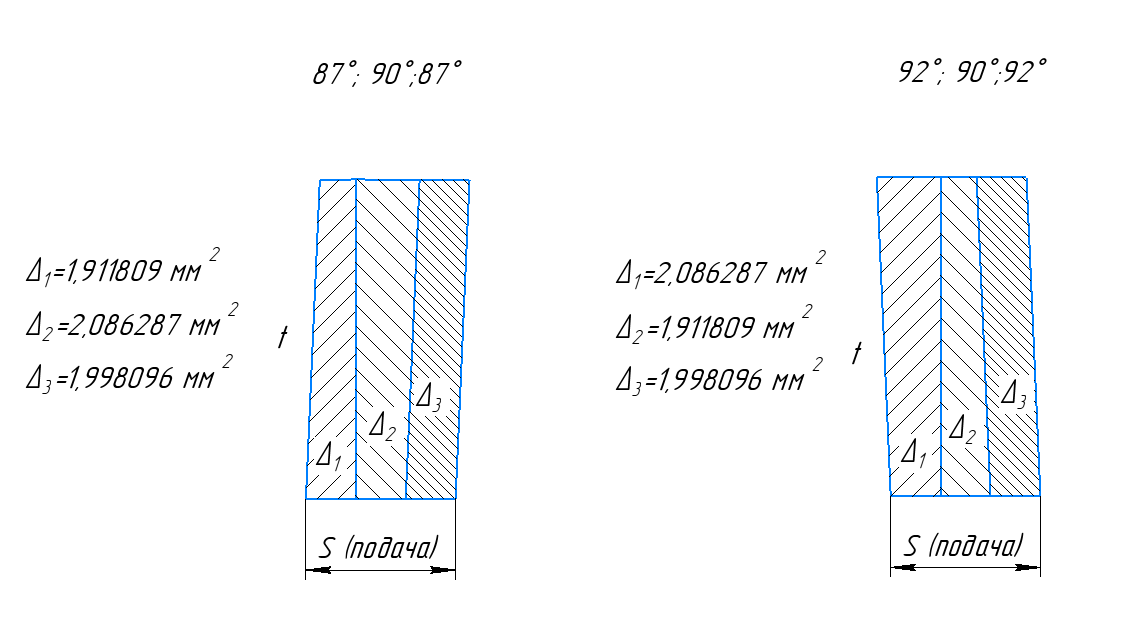
Рисунок 2 – Оптимальные варианты заточки
Таким образом, при данных вариантах заточки перепад величин срезаемого слоя уменьшится. В случаях, когда действительная величина угла в плане позволяет заточить режущую кромку на величину угла 92,5 возможно использование двух вариантов, в случае, когда реальная величина угла меньше номинального значения 90 градусов, можно использовать первый вариант.
Для построения окончательных графических и математических моделей, которые представлены на рисунке 3, использовались следующие режимы резания: t=0,5мм, Sz =0,15 мм/зуб [2].

Рисунок 3 – Графические модели по выбранным режимам резания
Далее, были разработаны математические модели по расчету площади срезаемого слоя. В математических моделях углы были использованы с округлением до целого числа, с учетом сложности заточки угла с точностью до десятых долей.
Для заточки 87,90,87 сечение срезаемого слоя представлено на рисунке 4.

Рисунок 4 – Сечения срезаемого слоя для первого случая заточки
Фигура №1 рассчитывается по формуле
 , (1)
, (1)
Фигура №2 рассчитывается по формуле
 , (2)
, (2)
Фигура № 3 рассчитывается по формуле
 , (3)
, (3)
При 



Для заточки 92,90,92 сечение срезаемого слоя представлено на рисунке 5.
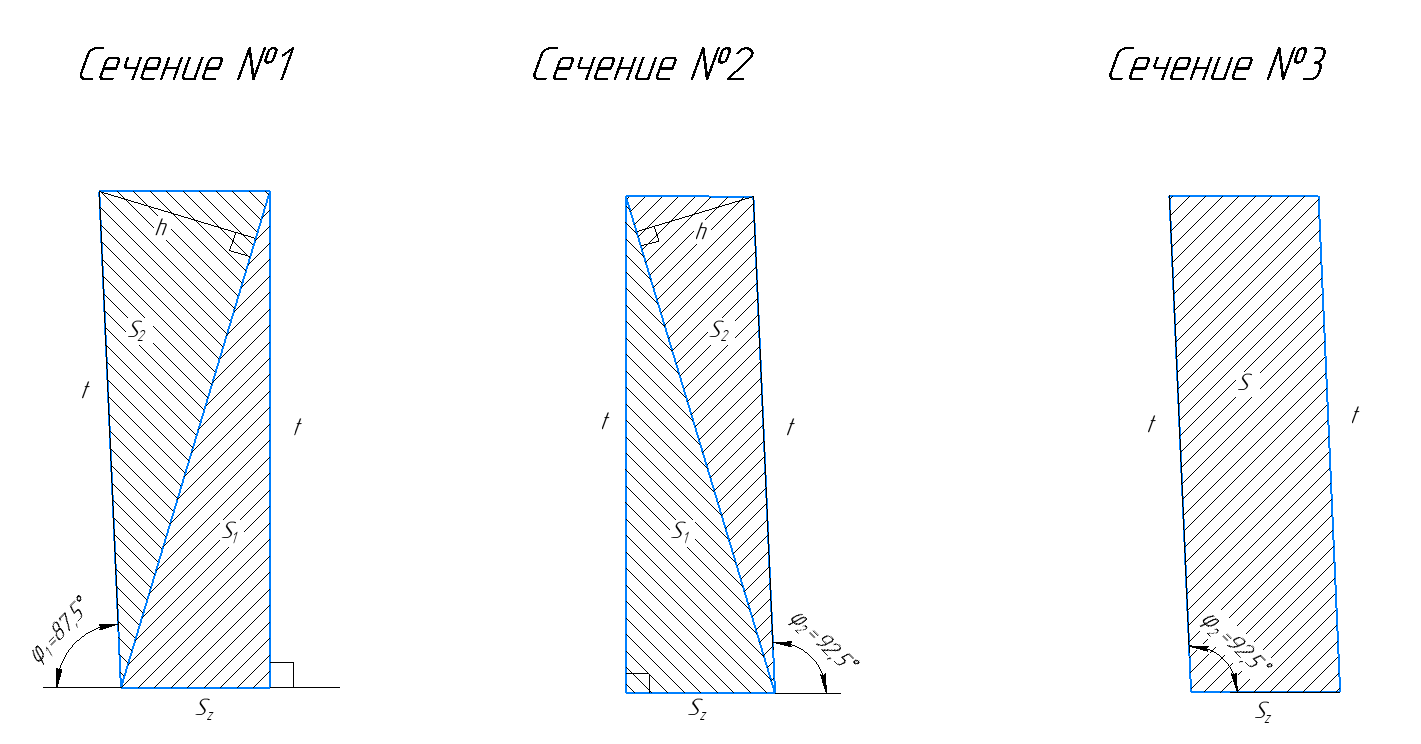
Рисунок 5 – Сечения срезаемого слоя для второго случая заточки
Фигура №1
, (4)
Фигура №2
 , (5)
, (5)
Фигура № 3
 , (6)
, (6)
При 



Рассчитаем погрешности для первого случая 87,5; 90; 87,5:



Рассчитаем погрешности для второго случая 92,5; 90; 92,5:



Мы получили, что максимальные погрешности составляют 7,77% что находится в пределах нормы. Это означает, что выведенные математические модели верны.
Вывод. В результате выполнения проектной работы были спроектированы трехзубые концевые фрезы с двумя вариантами заточки главных углов в плане, для обработки текстолитовых плат.
Особенностью спроектированных фрез является то, что выбранные варианты заточек позволяет компенсировать увод первого лезвия третьим. Также данные варианты заточки способствую уменьшению сил резания. Это позволит повысить изготовление текстолитовых плат.
Следует отметить, что выведенные математические модели справедливы и при обработке других материалов.
Результаты графических и математических моделей вы можете видеть в сводных таблицах 1 и 2.
Таблица 1 – Результаты графических и математических моделей для углов 
| Номер фигуры | Площадь, мм2 | Погрешность, % | |
| по графической модели | по математической модели | ||
| 0,069497 | 0,0706 | 1,60 | |
| 0,080417 | 0,0815 | 1,35 | |
| 0,069497 | 0,0749 | 7,77 |
Таблица 2 – Результаты графических и математических моделей для углов 
| Номер фигуры | Площадь, мм2 | Погрешность, % | |
| по графической модели | по математической модели | ||
| 0,080417 | 0,0815 | 1,35 | |
| 0,069524 | 0,0706 | 1,60 | |
| 0,074942 | 0,0749 | 7,77 |
Как видно из таблиц, максимальная погрешность между графической и математической моделями достигла 7,77 %. Наши расчеты могут помочь в повышении качества изготовления печатных плат.
В дальнейшем мы хотим проверить нашу теорию на практике и посмотреть, как наше проектное решение повлияло на качество изготовления плат.
Библиографический список:
1. ГОСТ 12652-74. Стеклотекстолит электротехнический листовой.
2. Лисицин, В.Н. Экспериментальное исследование режимов резания при обработке стеклотекстолита» // В.Н. Лисицин, Н.Н. Трушин, И.В. Мешков. – Известия Тульского государственного университета. Технические науки. – 2018. – С. 44-48.
3. Лобанов, Д.В. Технологические методы изготовления и выбора режущего инструмента для фрезерования композиционных материалов на полимерной основе // Д.В. Лобанов, A.C. Янюшкин, Д.А Рычков. – Вестник ЮУрГУ. сер. «Машиностроение». – 2015. Т. 15. № 1. – С. 35 – 46.
4. Махмудов, М. С. Механическая обработка печатных плат // М.С. Махмудов. – М.: Радио и связь, 1986. – 72 с.