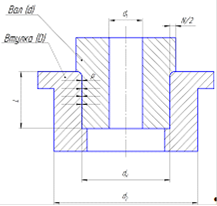
Рисунок 1 - Схема сопряжения деталей
где Мкр. - крутящий момент;
dн. - номинальный диаметр соединения;
d1 - диаметр отверстия вала;
d2 - наружный диаметр детали;
L - длина соединения; ¦ - коэффициент трения при запрессовке;
ED и Ed - модули упругости материала;
СD и Сd - коэффициенты жесткости конструкции, и определяются:
СD  ;
;  Сd
Сd  ; (1.2)
; (1.2)
Здесь µD и µd - коэффициенты Пуассона
СD  ; Сd =
; Сd = 
Nmin ф  = 0,11 мкм;
= 0,11 мкм;
Максимальный функциональный натяг, определяем из условия обеспечения прочности сопрягаемых деталей;
Nmax ф  , где (1.3)
, где (1.3)
Рдоп ф - наибольшее допускаемое давление на контактной поверхности, при котором отсутствуют пластические деформации, определяется по формулам: а) для отверстия
РD доп 
б) для вала (1.4)
Рd доп 
 предел текучести материалов деталей при растяжении
предел текучести материалов деталей при растяжении
Nmax ф рассчитывать по наименьшему значению Рдоп.
РD доп.  Па
Па
Рd доп.  Па
Па
Nmax ф.=15,08*107*48*  =77,8 мкм
=77,8 мкм
Из функционального допуска посадки определяем конструкторский допуск посадки, по которому устанавливаем квалитеты вала и отверстия:
TNф = TNк + Тэ (1.5)
где функциональный допуск посадки:
TNф = Nmax ф - Nmin ф = 77,8 - 11=66,8
Конструкторский допуск посадки:
TNк = ITD + ITd, где (1.6)
ITD - табличный допуск отверстия;
ITd - табличный допуск вала;
Эксплуатационный допуск посадки:
Тэ = ∆э + ∆сб, где (1.7)
∆э - запас на эксплуатацию;
∆сб - запас на сборку.
Конструкторский допуск посадки TNк определяется на основании экономически приемлемой точности изготовления деталей соединения и рекомендаций по точности посадок с натягом (не точнее IT6 и не грубее IT8). Эксплуатационный допуск посадки ТNэ должен быть не менее 20% TNф
Определим квалитеты отверстия и вала.
Из ГОСТа 25346-82 найдем допуски IT6…IT8 для
dн = 48 мм; IT7 =25 мкм, IT8 = 39 мкм, IT6 = 16 мкм.
Возможно несколько вариантов значений TNк и Тэ
при TNк = ITD +ITd = IT7 + IT8 = 25+39 =64 мкм
ТNэ = TNф - TNк = 66,8-64 = 2,8 мкм, это около 4,2% TNф
при TNк = IT7+ IT7 = 25+25 = 50 мкм.
ТNэ = 66,8-50 = 16,8 мкм, т.е. 25 % TNф
при TNк = IT6 + IT7 = 16+25 =25,8 мкм. э=66,8 - 25,8 = 41мкм, т.е. 61 % TNф
Второй и третий варианты дают удовлетворительные результаты. Учитывая предпочтительность посадок по ГОСТу 2534-82, примем для отверстия допуск IT7, для вала- IT6 или IT7.
Для учета конкретных условий эксплуатации в расчетные предельные натяги необходимо внести поправки.
а) поправка u, учитывающая смятие неровностей контактных поверхностей соединяемых деталей:
u =5(RaD + Rad),
где RaD, Rad - среднее арифметическое отклонение отв. и вала, если не задано, то определим по формуле зависимости шероховатости от допуска на размер.
Ra ≤ 0,05 ∙IT
RaD =0,05∙25 =1,25; принимаем RaD=1,25
Rad =0,05∙16=0,8; принимаем Rad=1,0
б) поправка ut, учитывающая различия рабочей температуры, температуры сборки и коэффициент линейного расширения:
 , где (1.9)
, где (1.9)
 и
и  - коэффициенты линейного расширения;
- коэффициенты линейного расширения;
 и
и  - рабочие температуры деталей;
- рабочие температуры деталей;
t - температура сборки деталей;
 - номинальный диаметр соединения;
- номинальный диаметр соединения;
в) поправка uц, учитывающая деформацию деталей от действия центробежных сил:
u =5(1,25+1) = 11,25 мкм,
ut =0, так как  близка t сборки;
близка t сборки;
uц =0, так как скорость вращения сопрягаемых деталей не велика.
Определяем функциональные натяги с учетом поправок:
Nmin ф расч = Nmin ф + u = 11 + 11,25 ≈ 22,25
Nmax ф расч = Nmax ф + u = 77,8 +11,25 ≈89
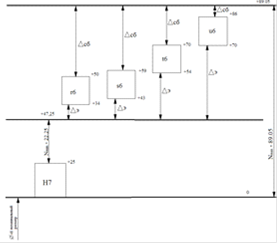
Выбор посадки:
Для обеспечения работоспособности стандартной посадки необходимо выполнить условия:
а) Nmax табл ≤ Nmax ф расч;Nmax ф расч - Nmax табл = ∆сб;
б) Nmin табл ≥ Nmin ф расч; Nmin табл - Nmin ф расч = ∆э;
в) ∆э > ∆сб.
Условия пп. а) и б) являются обязательными. Условие п. в) необязательно, если при допусках деталей по IT8 остаётся Тэ » 20% TNф.
При ручном выборе посадок проверяем:
а) Посадки с натягом из числа рекомендуемых ГОСТом:
По ГОСТу 25347-82 в системе отв. проанализируем эти посадки
Таблица 2.
| Nmax табл | Nmin табл | ∆сб | ∆э | |
 ø48 ø48  50189 - 50=391 - 22,25= -21,25 50189 - 50=391 - 22,25= -21,25
| ||||
ø48  591889 - 59=3018 - 22,25= -4,25 591889 - 59=3018 - 22,25= -4,25
| ||||
ø48  702989 - 70= 1929 - 22,25= 6,75 702989 - 70= 1929 - 22,25= 6,75
| ||||
ø48  864589 - 86= 345 - 22,25= 22,75 864589 - 86= 345 - 22,25= 22,75
|
Из рассмотренных посадок условиям п.п. а), б) и в) удовлетворяют посадки Æ48  . Запас на эксплуатацию ∆э учитывает возможность повторной запрессовки при ремонте, наличие динамических нагрузок при работе и другие условия. Чем больше запас на эксплуатацию, тем выше надёжность и долговечность прессового соединения.
. Запас на эксплуатацию ∆э учитывает возможность повторной запрессовки при ремонте, наличие динамических нагрузок при работе и другие условия. Чем больше запас на эксплуатацию, тем выше надёжность и долговечность прессового соединения.
Запас на сборку ∆сб учитывает перекосы при запрессовке и другие, не учтённые в формулах условия сборки. Чем больше ∆сб, тем меньше усилия запрессовки, напряжения в материале деталей, приводящие их к разрушению.