Основное отклонение — одно из двух предельных отклонений (верхнее или нижнее), определяющее положение поля допу ска относительно нулевой линии. В ЕСДП основным является отклонение, ближайшее к нулевой линии.
В ЕСДП с целью образования различных полей допусков и соответственно посадок установлены одинаковые для всех квалитетов 28 основных отклонений для валов (рис. 3.3) (обозначаются одной или двумя строчными буквами латинского алфавита от а до zc) и столько же для отверстий (рис. 3.4) (обозначаются прописными буквами от А до ZC) в диапазоне номинальных размеров до 500 мм и 17 основных отклонений валов и отверстий в диапазоне номинальных размеров свыше 500 до 3150 мм.
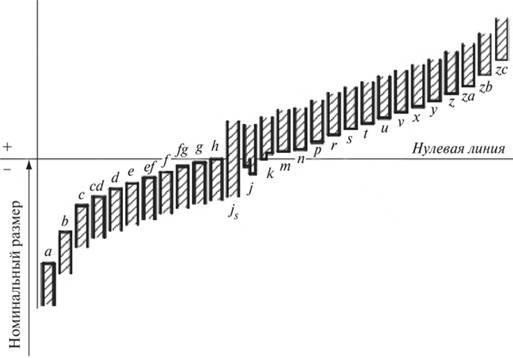
Рис. 3.3. Схема расположения основных отклонений валов
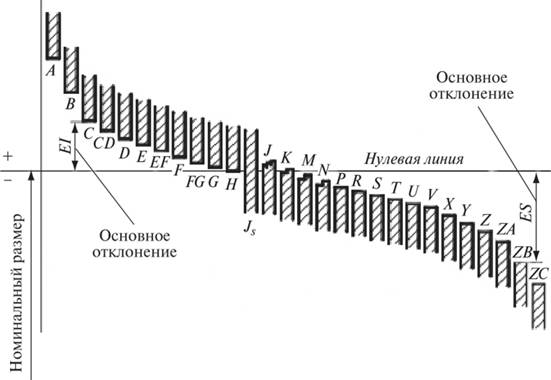
Рис. 3.4. Схема расположения основных отклонений отверстий
В ГОСТ 25346-89 приведены эмпирические зависимости для определения основных отклонений валов, построенные на основе обработки большого количества опытно-статистических данных по применению посадок в различных отраслях промышленности большинством промышленно развитых стран.
Например: 
Для всех полей допусков валов, расположенных ниже нулевой линии (от а по И), основным отклонением является верхнее (отрицательное) отклонение es. Нижнее отклонение определяется как разность между верхним отклонением и величиной допу ска по квалитету: 
Для полей допусков валов, расположенных выше нулевой линии (от j по zc), основным отклонением является нижнее (положительное) отклонение ei, а верхнее отклонение определяется как сумма нижнего отклонения и величины допуска размера: 
Основное отклонение js определяет одинаковые по величине верхнее и нижнее отклонения: es = + ITJ2, ei = -ITd/2.
Для всех полей допусков отверстий, расположенных выше нулевой линии (от А по Н), основным отклонением является нижнее отклонение ЕЕ Верхнее отклонение определяется как сумма нижнего отклонения и величины допуска данного квалитета:

Для полей допусков отверстий, расположенных ниже нулевой линии (от J по ZC) основным отклонением является верхнее (отрицательное) отклонение ES.
В этом случае нижнее отклонение определяется как разность между верхним отклонением и допуском:
Основные отклонения отверстий J$, как и основные отклонения валов j, имеют ES=+ITD/2, EI = -ITD/2. Следует обратить особое внимание на основные отклонения основного вала и основного отверстия. Основным отклонением основного вала h является верхнее отклонение es = 0. Основным отклонением основного отверстия Н является нижнее отклонение Е1 = 0.
Основные отклонения отверстий определяются на основании общего и специального правил:
· • общее правило состоит в том, основное отклонение отверстия должно быть симметрично относительно нулевой линии основному отклонению вала того же буквенного обозначения;
· • специальное правило (рис. 3.5) гласит, что основное отклонение отверстия должно быть таким, чтобы две соответствующие друг другу посадки в системе отверстия и в системе вала, в которых отверстие данного квалитета соединяется с валом ближайшего более точного квалитета, например Н7/р6 и Р7/И6, обеспечивали идентичные зазоры или натяги.
Рис. 3.5. Пример специального правила определения основных отклонений
Исключения из общего правила составляют основные отклонения отверстий J, К, М, N и валов j и к, которые при одинаковых номинальных размерах в разных квалитетах имеют различные значения, — показаны ступенчато на рисунке 3.5. Квалитет определяет только ширину поля допуска. Следовательно, для одноименных полей допусков всех квалитетов, для одного и того же номинального размера, величина основного отклонения будет одинакова.
Поля допусков
Поле допуска в ЕСДП образуется сочетанием буквы (букв) основного отклонения и порядкового номера квалитета. В этом сочетании основное отклонение характеризует положение поля допуска относительно нулевой линии, а квалитет — величину допуска.
Например: для валов hi, d 11, k 5; для отверстий Н 6, J1, Л.
Второе отклонение поля допуска определяется из основного отклонения и допуска IT.
Если основное отклонение верхнее, то нижнее отклонение:
• для вала 
• для отверстия 

Если основное отклонение нижнее, то верхнее отклонение:
• для вала 
• для отверстия 

Отклонения ei, es, El, ES берут с учетом знака.
Пример: Для отверстия 02OZ)1O по ГОСТ 25346-89 определяют значение:
· • основного отклонения, обозначенного буквой D: EI— +0,065 мм;
· • допуска по 10 квалитету: /ПО = 0,084 мм.
Тогда второе (верхнее отклонение):

Независимость допуска от основного отклонения позволяет образовать значительное число полей допусков валов и отверстий, в большинстве используемых для посадок.
Однако не все возможные поля допу сков имеют технический смысл и могут найти применение даже в перспективе, на которую ориентирован стандарт. Кроме того, одновременное применение на практике всех полей допусков неприемлемо по экономическим соображениям, так как привело бы к чрезмерному усложнению и удорожанию инструментального хозяйства в связи с созданием колоссального числа потребных режущих, измерительных инструментов различных типоразмеров.
Поэтому в ЕСДП для диапазона размеров от 1 до 500 мм применяется отбор полей допусков, которые делятся на основные и дополнительные (ГОСТ 25347-82).
Основные поля допусков включают предпочтительные, которые имеют первоочередное применение, и рекомендуемые.
В отбор включено всего 81 поле допуска вала и 73 поля допуска отверстий, из которых к предпочтительным отнесено 16 полей допусков валов и 10 полей допусков отверстий. Дополнительных полей допусков предусмотрено для валов — 36 и для отверстий — 31.
Так как различные способы обработки деталей обладают определенной экономически достижимой точностью (табл. 3.3), назначение допуска конструктором и указание его на чертеже фактически задает технологию обработки деталей.
Таблица 3.3
Ориентировочные данные об обеспечении допуска, назначенного по определенному квалитету тем или иным технологическим процессом обработки
| Детали и квалитет | Способ получения |
| Валы 5 квалитета и отверстия 5 и 6 квалитетов | Шлифование |
| Валы 6 и 7 квалитетов и отверстия 7 и 8 квалитетов | Тонкое точение, растачивание, чистовое развертывание, чистовое протягивание, холодная штамповка в вырубных штампах |
| Валы 8 и 9 квалитетов и отверстия 9 квалитета | Тонкое строгание, тонкое фрезерование, полу- чистовое развертывание, тонкое шабрение, холодная штамповка в вытяжных штампах |
| Валы и отверстия 10 квалитета | Чистовое зенкерование и другие способы, как и для 9 квалитета |
| Валы и отверстия 11 квалитета | Чистовое строгание, чистовое фрезерование, чистовое обтачивание, сверление по кондуктору, литье по выплавляемым моделям, другие способы, как и для 9 и 10 квалитетов |
| Валы и отверстия 12 и 13 квалитетов | Чистовое строгание и точение, чистовое долбление, черновое фрезерование, сверление без кондуктора, черновое зенкерование, получистовое растачивание |
| Валы и отверстия 14-18 квалитетов | Черновая токарная обработка, резка ножницами и пилами, автоматическая газовая резка, резка резцом и фрезой, черновое долбление, литье в песчаные формы |
Образование посадок
Посадка — характер соединения двух деталей, определяемый разностью их размеров до сборки (ГОСТ 25346-89).
В ЕСДП предусмотрены все три группы посадок: с зазором, с натягом и переходные. Посадки не имеют названий и образуются сочетанием полей допусков отверстия и вала.
Посадки, как правило, применяются в системе отверстия (предпочтительно) или в системе вала.
В системе отверстия основные отклонения:
· • валов от а до h включительно предназначены для образования полей допусков при посадках с зазором;
· • основные отклонения валов от js до zc предназначены для образования полей допусков при посадках переходных и при посадках с натягом.
В системе вала основные отклонения:
· • отверстий от 4 до Н включительно предназначены для образования полей допусков при посадках с зазором;
· • валов от Js до ZC предназначены для образования полей допусков при посадках переходных и при посадках с натягом.
Помимо образования посадок в системе отверстия и в системе вала, ЕСДП, как и ИСО, не исключает возможности осуществлять посадки за счет соединения любого вала с любым отверстием для получения соответствующих параметров сопряжения.
Таким образом, в принципе ЕСДП создает возможность для получения чрезвычайно большого числа различных посадок. Вместе с тем технико-экономические соображения заставляют произвести отбор посадок для практического применения, используя рассмотренный ранее основной ряд полей допусков.
ГОСТ 25347-82 выделяет рекомендуемые посадки, в числе которых указаны: предпочтительные посадки первоочередного применения.
Для диапазона до 500 мм в системе отверстия выделено всего 69 рекомендуемых посадок, из них 17 — предпочтительных, а в системе вала — 59 рекомендуемых посадок, в том числе 11 предпочтительных.
Обозначение предельных отклонений размеров
на чертежах деталей
При обозначении размеров на чертежах необходимо выполнять следующие основные правила:
· 1. Линейные размеры и их предельные отклонения на чертежах указываются в миллиметрах без обозначения единицы измерения.
· 2. На рабочих чертежах деталей предельные отклонения должны быть указаны для всех размеров, кроме справочных размеров, размеров, определяющих зоны шероховатости, термообработки, покрытия, и для размеров деталей, задаваемых с припу ском, для которых предельные отклонения можно не указывать.
· 3. На сборочных чертежах предельные отклонения проставляются для параметров, которые должны быть выполнены и проконтролированы по данному чертежу, а также для размеров деталей, изображенных на сборочном чертеже, на которые рабочие чертежи не выпускаются.
Предельные отклонения деталей указываются на чертежах за номинальным размером либо условными буквенными обозначениями (рис. 3.6), либо числовыми величинами отклонений.
Рис. 3.6. Буквенное обозначение отклонений размеров деталей
Предельные отклонения основных отверстий при буквенных обозначениях обозначаются Huh— основных валов. Номер квалитета указывается за условным обозначением основного отклонения.
При применении числовых величин отклонений они должны быть равны размеру цифр номинальных размеров и указываются вверху или внизу симметрично по высоте в долях миллиметра. Количество значащих цифр после запятой должно быть одинаковым. Если одно из отклонений равно нулю, на чертеже оно не обозначается, а второе отклонение указывается на своем месте. При симметричном расположении полей допусков, они указываются рядом с номинальным размером со знаком плюс-минус:
Предельные отклонения посадок также могут указываться в виде условных буквенных или цифровых обозначений и состоят из номинального размера сопряжения и дроби. В числителе указываются условным обозначением или величинами предельных отклонений допуски отверстия, в знаменателе — допуски вала:
При обозначении посадок условными буквенными обозначениями допускается их написание в виде косой дроби: 0 50//7Д/6.
Предельные отклонения размеров
с неуказанными допусками
Предельные отклонения, не указанные непосредственно после номинальных размеров на чертежах, а оговоренные общей записью в технических требованиях чертежа называются неуказанными предельными отклонениями.
Предельные отклонения линейных размеров с неуказанными допусками должны назначаться в соответствии с ГОСТ 30893.1-2003.
Предельные отклонения линейных размеров, притупленных кромок, наружных радиусов скруглений и высот фасок, угловых размеров должны назначаться по классам точности общих допусков (табл. 3.4).
Таблица 3.4
Классы точности и их обозначения
| Класс точности | Обозначение | Класс точности | Обозначение |
| Точный | / | Грубый | с |
| Средний | т | Очень грубый | V |
На чертеже делается запись:

или

Кроме симметричных предельных отклонений, установленных в основной части ГОСТ 30893.1-2003, допускается применение дополнительных вариантов односторонних предельных отклонений для размеров отверстий и валов по квалитетам Г ОСТ 25346-89 и ГОСТ 25348-82 или классам точности ГОСТ 30893.1-2003.
Назначение дополнительных вариантов предельных отклонений линейных размеров с неуказанными допусками (табл. 3.5) при новом проектировании рекомендуется ограничивать.
Таблица 3.5
Дополнительные варианты неуказанных предельных отклонений линейных размеров с допусками
| Дополнительный вариант | Класс точности | Обозначение предельных отклонений | ||
| Размеров отверстий | Размеров валов | Размеров элементов, не относящихся к отверстиям и валам | ||
| Точный | #12 | h2 | ±^/2 (или ±/7Т2/2) | |
| Средний | #14 | Л14 | ±t 2/2 (или ±/7Т4/2) | |
| Грубый | #16 | А16 | ±t 3/2 (или ±/Г 16/2) | |
| Очень грубый | #17 | Л17 | ± tJ2 (или ±/7Т7/2) | |
| Точный | + t | ±tJ2 | ||
| Средний | + t2 | -'2 | + '2/2 | |
| Грубый | + t3 | -'з | ±h/2 | |
| Очень грубый | + /4 | -и | ±tJ2 |
Симметричные предельные отклонения по классам точности (+//2) должны соответствовать приведенным в ГОСТ 30893.1-2003 значениям, при этом обозначение +/,/2 соответствует обозначению 
На чертеже делается запись:

или
