СВАРНЫЕ СОЕДИНЕНИЯ
Сварные конструкции образуются путем местного нагревания деталей в зоне их соединения. При нагреве устанавливаются межатомные связи между свариваемыми частями.
Сваркой изготавливают станины, рамы, корпуса редукторов, зубчатые колеса больших размеров, шкивы, колонны, цистерны, трубы, корпуса морских судов и т. п.
Существует много методов сварки (более 60), которые подразделяются на две основные группы: сварка плавлением (газовая, высокочастотная, дуговая и др.) и сварка пластическим деформированием (контактная, стыковая, точечная и др.)
Наиболее распространены дуговая и контактная виды электросварки.
Для дуговой сварки применяют электроды Э42, Э42А, Э46 и др. Число после буквы Э, умноженное на 10, обозначает минимальное значение временного сопротивления метала шва; буква А — повышенное качество электрода.
Достоинства: экономия материала (сварные конструкции легче клепаных на 20...25 %); герметичность соединений; возможность соединения деталей любых криволинейных профилей и толщины; значительно меньшая трудоемкость но сравнению с заклепочными соединениями.
Недостатки: невысокое качество шва; высокая концентрация напряжения в зоне сварных швов; при переменных режимах нагружения прочность сварных швов невысокая.
Основные типы сварных соединений. Технология, обозначения, классификация и конструктивные элементы сварных шкивов к сварных швов и сварных соединений регламентированы соответствующим ГОСТом.
В зависимости от взаимного расположения соединяемых элементов различают следующие типы сварных соединений.
Стыковые соединения простые и надежные в сравнении с другими соединениями. Применяется ручная дуговая сварка и автоматическая - шов образуется за счет основного металл а. Стыковые соединения применяются в самых простых случаях (рис. 1.1.1) и в конструкциях, работающих при переменных напряжениях.
В зависимости от толщины соединяемых элементов соединения выполняют без подготовки кромок или с подготовкой.
Нахлёсточные соединения выполняют угловыми швами с различной формой сечения (рис. 1.1.2, 1.1.3).
Основные характеристики углового шва (рис. 1.1.3): катет шва — К и высота шва h.
Для нормального шва  .
.
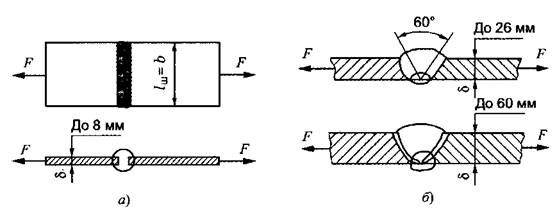
Рисунок 1.1.1 - Стыковые соединения

Рисунок 1.1.2 - Нахлесточные соединения угловыми швами:
а, б — лобовые, расположенные перпендикулярно линии действия cилы F: а - фланговые параллельно действию силы F; г – комбинированные швы.
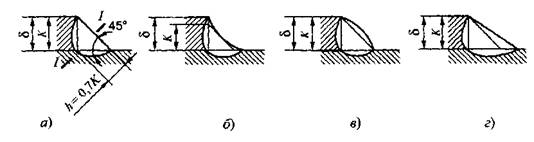
Рисунок 1.1.3 - Виды угловых швов:
а — нормальный профиль шва; К — катет шва; δ — толщина сварного листа; б — вогнутый шов обеспечивает плавный переход, вследствие чего снижается концентрация напряжений. Применяют в ответственных конструкциях, так как механическая обработка удорожает конструкцию; в – выпуклый шов повышает концентрацию напряжений, применять нерационально; г — специальный шов, применяют при переменных нагрузках.
По условиям технологии принимают  , если толщина листа
, если толщина листа  мм.
мм.
Расчет на прочность сварных соединений. Основным критерием работоспособности швов сварных соединений является прочность.
Исходным условием проектирования соединений является равнопрочность шва и соединяемых деталей.
Стыковые соединения (рис. 1.1,1, а)
Расчет производят по напряжениям растяжения или сжатия по площади А поперечного сечения соединяемых деталей. Условие прочности:
где — сила, действующая в соединении, Н;  — толщина шва (принимается равной толщине детали), мм;
— толщина шва (принимается равной толщине детали), мм;  — длина шва, мм;
— длина шва, мм;  расчетное напряжение для шва, МПа;
расчетное напряжение для шва, МПа;  — допускаемое напряжение для шва (табл. 1.1). МПа.
— допускаемое напряжение для шва (табл. 1.1). МПа.
При статической нагрузке допускаемые напряжения для сварных швов определяют как часть от  на растяжение основного металла:
на растяжение основного металла:

где  — предел текучести основного металла, МПа;
— предел текучести основного металла, МПа;  — допускаемый коэффициент запаса прочности: - 1,35... 1,6 — для низкоуглеродистой стали и
— допускаемый коэффициент запаса прочности: - 1,35... 1,6 — для низкоуглеродистой стали и  1,5...1,7 — для низколегированной стали.
1,5...1,7 — для низколегированной стали.
Отношение  к допускаемому напряжению основного металла детали
к допускаемому напряжению основного металла детали  является коэффициентом прочности сварного соединения.
является коэффициентом прочности сварного соединения.

 — значение напряжений см. табл. 1.1.
— значение напряжений см. табл. 1.1.
Таблица 1.1 - Допускаемые напряжения в швах
| Вид технологического процесса сварки | Допускаемые напряжения в швах при | ||
Растяжении 
| Сжатии 
| Срезе [  ] ]
| |
| Автоматическая под флюсом, ручная электродами Э42А и Э50А, контактная стыковая | 
|
| 0,65
|
| Ручная дуговая электродами Э42 и Э50, газовая сварка | 0,9
|
| 0,6
|
| Контактная точечная и шовная | - | - | 0,5
|
В тех случаях, когда требуется повысить прочность соединения, применяют косые швы.
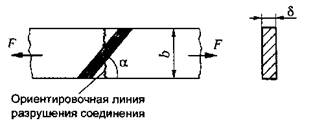 Расчет косого шва выполняют по формуле, в которой
Расчет косого шва выполняют по формуле, в которой  (рис. 1.1.4).
(рис. 1.1.4).
Рисунок 1.1.4 - Косой шов стыкового соединения
Значение предела текучести в зависимости от свариваемого материала (или от основного металла) — см. табл. 1.2.
Таблица 1.2 - Значения механических характеристик для некоторых марок сталей
| Марка стали | Предел
прочности
 , МПа , МПа
| Предел
текучести
 , МПа , МПа
| Предел
вынос-ливости
 , МПа , МПа
| Марка стали | Предел
прочности
, МПа
| Предел
текучести
, МПа
| Предел вы-
носливости
, МПа
|
| Ст3 и 10 | 30Х | ||||||
| 30ХТСА | |||||||
| ВТ16 | - | ||||||
Стыковую сварку применяют не только как способ соединения деталей, но и как технологический способ изготовления самих деталей.
Нахлесточные соединения угловыми швами (рис. 1.1.2, 1.1.5). Узловые швы рассчитывают на срез по опасному сечению т — т, совпадающему с биссектрисой прямого угла. Расчетная высота опасного сечения h = 0,7 К — для ручной сварки (сечение сечению т — т); h = К — для автоматической.
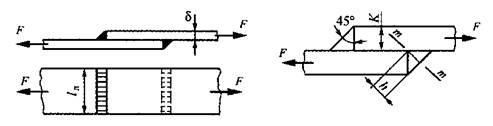
Рисунок 1.1.5 - Нахлесточные соединения угловыми швами
Условие прочности шва на срез:
где  и
и  — расчетное и допускаемое напряжения среза для шва, МПа (табл. 1.1.1);
— расчетное и допускаемое напряжения среза для шва, МПа (табл. 1.1.1);  - расчетная длина шва, мм.
- расчетная длина шва, мм.
В соединении лобовыми швами  , (рис 1.1.5), фланговыми —
, (рис 1.1.5), фланговыми —  (рис. 1.1.2, в). В комбинированном шве
(рис. 1.1.2, в). В комбинированном шве  .
.
Примеры решения задач
Задача 1. Определить длину стыкового шва (рис. 1.1.1, а), соединяющего две полосы из СтЗ. Толщина полос  =8 мм. Сила, действующая на соединение, F = 50 кН, сварка электродуговая Э42.
=8 мм. Сила, действующая на соединение, F = 50 кН, сварка электродуговая Э42.
Решение.
1.1. Для СтЗ =200 МПа (табл. 1.2), коэффициент запаса прочности [ s ] =1.4...1,6.
 МПа.
МПа.
1.2. Расчет на растяжение ведем по сечению соединяемых деталей  и
и  :
:
При ручной сварке (дуговой электродами Э42)



При расчете стыковых швов возвышение шва не учитывается.
Рисунок 1.2.1
Задача 2. Определить длину фланговых швов соединения полосы с косынкой из СтЗ из условия прочности. F =80 кН, ширина полосы b =200 мм. Сварка ручная электродом Э42. Толщина деталей (рис. 1.2.1).
Решение.
2.1. Определить допускаемые напряжения:

для соединяемых деталей.
Допускаемое напряжение среза шва (табл. 1.1)

2.2. Из условия прочности на растяжение определить толщину полосы:

2.3. Принимая катет шва  , из условия прочности шва на срез найдем длину фланговых швов:
, из условия прочности шва на срез найдем длину фланговых швов:


ЗАКЛЕПОЧНЫЕ СОЕДИНЕНИЯ
Соединение, осуществляемое заклепками, относится к неразъемным соединениям, т. к. для того, чтобы разъединить детали необходимо разрушить заклепки.
Заклепки применяют в соединениях, для которых методы сварки и склеивания малоэффективны или непригодны: в соединениях деталей из разнородных материалов, цветных металлов и сплавов, где нагрев недопустим из-за коробления; в особо ответственных случаях; в соединениях, работающих при вибрационных нагрузках (авиация) и др.
Заклепка представляет собой стержень круглого поперечного сечения с головками по концам, одна из которых, называемая закладкой, изготовляется вместе со стержнем, а другая, называемая замыкаюшей, выполняется в процессе клепки.
Существуют различные формы заклепок, установленные ГОСТом (рис. 2.1.1).
Достоинства:
высокая прочность и надежность соединения;
возможность соединения деталей из любых материалов;
высокая работоспособность при ударных и переменных нагрузках.
Недостатки:
ослабление соединяемых деталей отверстиями под заклепки;
сложность технологического процесса изготовления клепаных конструкций;
соединение встык требует дополнительных деталей-накладок.

Рисунок 2.1.1 - Формы заклепок:
а — с полукруглой головкой: б, в с потайной или полупотайной головкой (судостроение, самолетостроение); г — с бочкообразной головкой; д — с широкой головкой для соединения тонкостенных материалов; е — трубчатые заклепки, применяются в соединениях неметаллических слабонагруженных соединениях; ж — взрывные заклепки, применяются в труднодоступных местах для образования замыкающей головки.
Рисунок 2.1.2 - Заклепочные соединения внахлестку:
а — однорядные; б — двухрядные; в — двухрядные с шахматным расположением заклепок; р — шаг между осями заклепок; е — расстояние oт оси заклепок до края детали (листа); e 1- расстояние между рядами заклепок; при нахлесточиом соединении заклепок — обозначения те же.