Как правило, кабельные изделия изготовляют большой длины, поэтому многие технологические операции производят при их перемотке с отдающего на приемное устройство; при этом на непрерывно движущуюся заготовку накладывают слои изоляции, оболочки, защитные покровы или производят другие технологические операции.
Кабельные изделия изготовляют в несколько технологических этапов на различном оборудовании, а тарой для транспортировки полуфабрикатов и готовых изделий служит катушка или барабан.
Разнообразие конструкций кабельных изделий и применение различных изоляционных материалов потребовали создания целого комплекса технологических процессов для их производства. В кабельной промышленности сложилась традиция проектирования и создания заводов и цехов по технологическому принципу, когда специализация определяется материалами и способами их переработки в кабельные изделия (например, цех или завод по производству кабелей и проводов с резиновой, пластмассовой, бумажной пропитанной изоляцией и т. п.). В то же время некоторые технологические операции используют при изготовлении кабелей и проводов независимо от материала изоляции.
Производственный цикл изготовления кабелей или проводов можно разделить на несколько основных процессов: производство проволоки для токопроводящих жил; скрутка жилы (не для всех кабелей) наложение изоляции; оболочки и защитных покровов. Кроме того, для производства многожильных кабелей создана технология скрутки изолированных жил в кабель.
При рассмотрении общей технологической схемы изготовления кабелей и проводов необходимо учитывать ряд вспомогательных технологических операций, которые организованы не на всех кабельных заводах: изготовление резиновых смесей; варка пропитывающей массы для силовых кабелей с бумажной пропитанной изоляцией; волочение медной и алюминиевой проволоки; варка компаундов для защитных покровов и др.
Схема процессов изготовления кабельных изделий, приведена на рис.4.
При изготовлении некоторых проводов и кабелей из-за их конструктивных особенностей часть технологических операций не используют. Например, для неизолированных проводов требуется только скрутка токопроводящих жил, для одно-, а иногда двух- и трехжильных кабелей не применяют скрутку изолированных жил, а для кабелей связи с бумажной изоляцией– пропитку.
Технологические операции, предназначенные для изготовления определенного конструктивного элемента, с использованием различных материалов отличаются друг от друга. Например, операции наложения изоляции из бумаги и резины различны и производятся на различном технологическом оборудовании.
В последние годы для повышения производительности объединяют несколько технологических операций в единый технологический цикл. Создание поточных автоматических линий значительно увеличивает производительность, снижает трудоемкость и повышает качество продукции. Однако создание таких линий затруднено из-за большой разницы во времени, необходимом для проведения соответствующих операций.
В кабельной промышленности используют дефицитные и дорогостоящие материалы, из которых изготовляют изделия повышенной надежности и с большим сроком службы. Кабели и провода относятся к неремонтируемым изделиям, их срок службы существенно превышает срок службы других электротехнических изделий.
Для совершенствования технологии разрабатывают и внедряют типовые технологические процессы, большинство из которых регламентируют отраслевыми стандартами, обязательными для всех кабельных предприятий.
Поскольку на заводе «Чувашкабель» производится не весь ассортимент кабелей, то применительно к этому заводу схема технологических процессов имеет несколько другой вид, чем на представленная на рис.4 общая технологическая схема. Схема технологических процессов производства кабелей на заводе «Чувашкабель» представлена на рис.5.
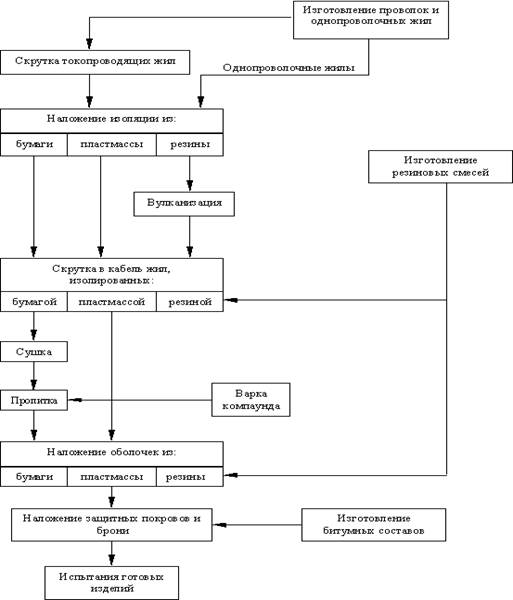
Рис.4.Схема процессов изготовления кабельных изделий

рис.5. Схема технологических процессов производства кабелей
3.3 Силовой кабель и его назначение
Силовой кабель, электрический кабель, предназначенный для передачи электроэнергии от места её производства (или преобразования) к промышленным предприятиям, силовым и осветительным установкам стационарного типа, транспортным и коммунальным объектам. Термин «С. к.» в общепринятом смысле относят обычно к кабелям на напряжение до 35 кв, преимущественно с бумажной изоляцией, пропитанной вязким изоляционным составом. Для более высоких напряжений используют кабель с избыточным давлением масла.
Наиболее массовое применение нашли С. к. на напряжение до 10 кв (рис.), содержащие три алюминиевые или (реже) медные токопроводящие жилы секторной формы сечением до 240 мм2. Основная изоляция такого С. к. — спирально наложенные на каждую жилу бумажные ленты, пропитанные вязким изоляционным составом (75—85% минерального масла и 15—25% канифоли). Толщина изоляции жилы (фазной изоляции) зависит от номинального напряжения кабеля и составляет от 0,75 мм при 1 кв до 2,75 мм при 10 кв. На скрученные вместе изолированные жилы накладывают т. н. поясную бумажную изоляцию, толщина которой примерно вдвое меньше толщины фазной. Поверх поясной изоляции методом прессования накладывают герметичную металлическую оболочку из свинца или алюминия (последний получает преимущественно распространение), а затем — защитный покров. С. к. на напряжение 20 и 35 кв имеют жилы круглой формы с фазной изоляцией толщиной до 9 мм; у каждой жилы — отдельная металлическая оболочка или экран из металлической фольги.
В диапазоне рабочих температур от 50 до 80 °С вязкость масляно-канифольного состава снижается, поэтому на наклонных участках трассы прокладки С. к. из-за постепенного стекания жидкой изоляции верхние участки С. к. могут придти в негодность. В связи с этим строго ограничивается максимально допустимая разность высот между верхней и нижней точками трассы (от 5 до 25 м для кабелей с напряжением соответственно от 35 до 1 кв).
Основные направления совершенствования С. к. — расширение выпуска кабелей с нестекающим пропиточным составом, позволяющим прокладывать трассы с крутонаклонными и вертикальными участками, а также переход от бумажной изоляции к полимерной (поливинилхлоридной, полиэтиленовой). Применение прогрессивных видов изоляции, помимо значительной экономии дефицитной бумаги, масел и канифоли, сокращает трудоёмкость и длительность технологических операций при производстве кабеля, уменьшает его массу, а также повышает допустимую рабочую температуру (С. к. с изоляцией из вулканизируемого полиэтилена даже при температурах до 150 °С в течение некоторого времени сохраняет высокую стойкость к деформациям, что очень важно при коротких замыканиях).

Рис. 7 Трёхжильный силовой кабель на напряжение 6 кв: 1 — секторные многопроволочные алюминиевые жилы; 2 — фазная бумажная изоляция; 3 — поясная бумажная изоляция; 4 — алюминиевая оболочка; 5 — пластмассовая (поливинилхлоридная) защитная оболочка.
Маслонаполненный кабель, силовой кабель высокого напряжения, у которого бумажная изоляция пропитана минеральным маслом под давлением. Повышение электрической прочности изоляции в М. к. достигается устранением газовых включений (пустот) в изоляции — возможных очагов пробоя — посредством заполнения их маслом; давление масла во время эксплуатации поддерживается с помощью подпитывающих устройств. Применяется для вывода электроэнергии с крупных электрических станций и подземных ГЭС к распределительным устройствам, при переходе линий электропередачи через водные преграды, в районах с интенсивной застройкой, для глубоких вводов в города с большим энергопотреблением и т. д.
Изготовляют два типа М. к.: одножильный с центральным маслопроводящим каналом на низкое или среднее давление (0,1—0,3 Мн/м2) и многожильный высокого давления (1,4—1,5 Мн/м2). Первый тип М. к. имеет токопроводящую жилу сечением 150—800 мм2 из лужёных медных проволок фасонной формы, уложенных в концентрические повивы. Канал диаметром 12 мм, как правило, одинаковый для кабелей любого сечения, образуется скруткой проволок одного повива. Изоляция М. к. — пропитанная маслом кабельная высоковольтная (иногда каландрированная) бумага; электрическая прочность масла — не менее 180 кв/см. От жилы и от металлической оболочки изоляция отделена экранирующим слоем полупроводящей бумаги. Иногда наружный экран дополняется медной или алюминиевой фольгой. Свинцовая оболочка обычно усиливается твёрдокатаной медной лентой. Применение алюминиевой оболочки существенно удешевляет М. к. и уменьшает его массу, но алюминиевая оболочка нуждается в гофрировании для придания ей гибкости, а также в усиленной защите от коррозии. Чаще всего одножильный М. к. применяют на напряжение 110—220 кв.
В многожильных М. к. высокого давления изолированные круглые многопроволочные токопроводящие без внутреннего канала жилы располагаются в стальной трубе диаметром 220—270 мм, заполненной маслом. Сечения жил и бумажная изоляция те же, что и в одножильном М. к., но электрическая прочность изоляции значительно выше, чем в М. к. низкого давления. Стальная труба покрыта снаружи антикоррозионными покровами. Кабель монтируется непосредственно на трассе прокладки: трубопровод сваривается из отдельных секций, изолированные жилы поступают с завода в свинцовой оболочке, которая снимается при затягивании жил в трубу. После монтажных работ масло многократно прокачивают через трубопровод до получения требуемых электрических характеристик. М. к. высокого давления применяют на напряжения 220—750 кв; при напряжении свыше 500 кв целесообразно форсированное охлаждение кабеля циркулирующим по трубопроводу очищенным и охлажденным маслом.
ЗАКЛЮЧЕНИЕ
В результате выполненной работы можно сделать следующие выводы:
1) на сегодняшний день процесс технической подготовки производства стал тем элементом которому необходимо уделять такое же серьезное внимание, как и бизнес-плану или любому другому процессу связанному с организацией предприятия, в то время как еще совсем недавно это было прерогативой различных конструкторских бюро и НИИ которые разрабатывали технологии не особо ориентируясь на рынок сбыта, условия производства и т.д. Это связано с тем, что в настоящее время с одной стороны быстрыми темпами развивается мелкий и средний бизнес, а с другой стороны на наш рынок технологического оборудования прорвались зарубежные производители, которые предлагают широкий ассортимент различных технологических линий, включая их установку и обслуживание;
2) Структура органов подготовки производства во многом зависит от сложившейся системы подготовки;
3) Технологическая линия, описанная в данной работе функционирует на базе отечественного оборудования. Это дает определенные преимущества, т.к. значительно упрощается вопрос о техническом обслуживании, снабжении запасными частями и т.д. Остается только желать, чтобы отечественные производители оборудования вышли на тот же уровень, что и зарубежные.