Тема: Дефекты сварных соединений и причины их образования. Визуально-измерительный контроль качества сварных соединений.
Цели урока:
1. Образовательные:
- обобщить теоретические знания о видах дефектов сварных соединений, причинах их возникновения и способах устранения, закрепить изученный материал;
- формирование практических умений определения дефектов сварных соединений с использованием приборов для визуально-измерительного контроля и причины их возникновения.
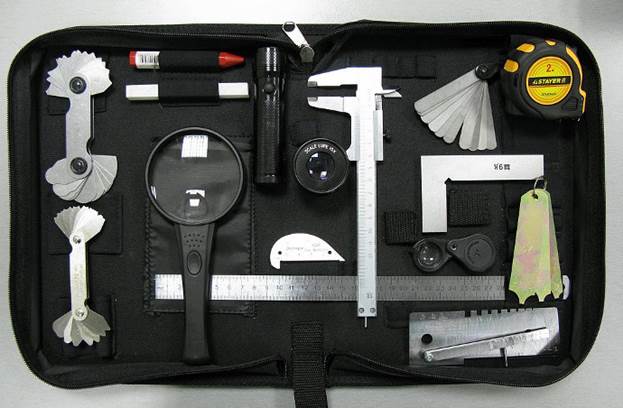
Набор инструментов для определения качества швов
Тестовое задание по теме:
«Визуальный и измерительный контроль качества сварных соединений»
Назовите дефект сварного соединения, метод контроля и применяемый инструмент:
8 баллов
2. Назовите дефект сварного соединения, метод контроля и применяемый инструмент:
8 баллов
3. Сформулируйте определение «Технический контроль качества сварных соединений»:
________________________________________________________________________________________________________________________2 балла
Эталон, критерии оценки:
а) дефект – продольная трещина сварного шва; визуальный и измерительный контроль; инструмент - штангенциркуль.
4 балла
б)дефект – трещина в околошовной зоне; визуальный и измерительный контроль; инструмент – штангенциркуль.
4 балла
а) дефект – наплыв сварного шва; визуальный контроль; проверяется на глаз или с помощью лупы.
4 балла
б) дефект – подрез сварного шва; визуальный и измерительный контроль; инструмент – шаблон.
4 балла
Технический контроль – это проверка соответствия контролируемых показателей качества изделия заданным требованиям или нормам, установленным нормативно-технической документацией.
2 балла
13 баллов оценка «3»;
14-16 баллов оценка «4»;
17-18 баллов оценка «5».
Возможности метода: Естественно, что это не идеальный способ и прежде всего нужно разобраться, что определяет выбор визуального метода контроля. Сразу следует отметить, что это исключительно поверхностные недостатки. Среди них:
-Поры;
-Трещины и микротрещины;
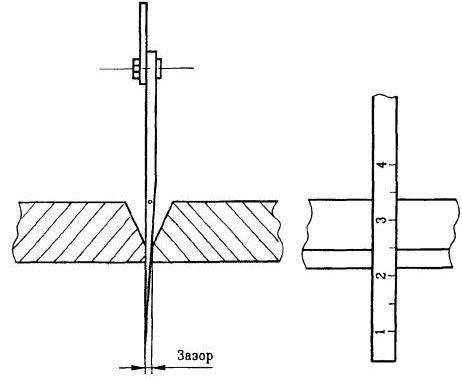
Схема измерения зазора сварного шва
Раковины;
Сколы;
Недостаточный уровень проварки.
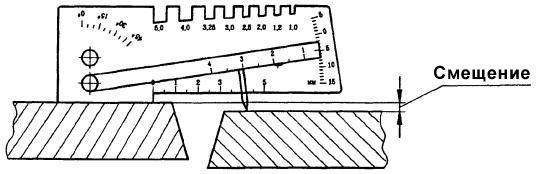
Схема измерения смещений при сварке швов
Таблица 3. Требования к измерениям сварных швов.
| Ко контролируемый папараметр. | Ср средства измерений. |
| 1. Ширина шва. | Ш штангенциркуль или шаблон унуниверсальный. |
| 2. Высота шва. | Шштангенциркуль. |
| 3. Выпуклость обратной тостороны шва. | Шштангенциркуль, в том числе модернизированный. Изизмерения в 2 - 3 местах в зоне максимальной вели елчины. |
| 4. Вогнутость шва. | Штангенциркуль, в т. ч. модернизированный. |
| 5. Глубина подреза. | Приспособление для измерения глубины подрезов. |
| 6. Катет углового шва | Штангенциркуль или шаблон. |
| 7. Чешуйчатость шва | Штангенциркуль. Измерения не менее чем в 4 точках по длине шва. |
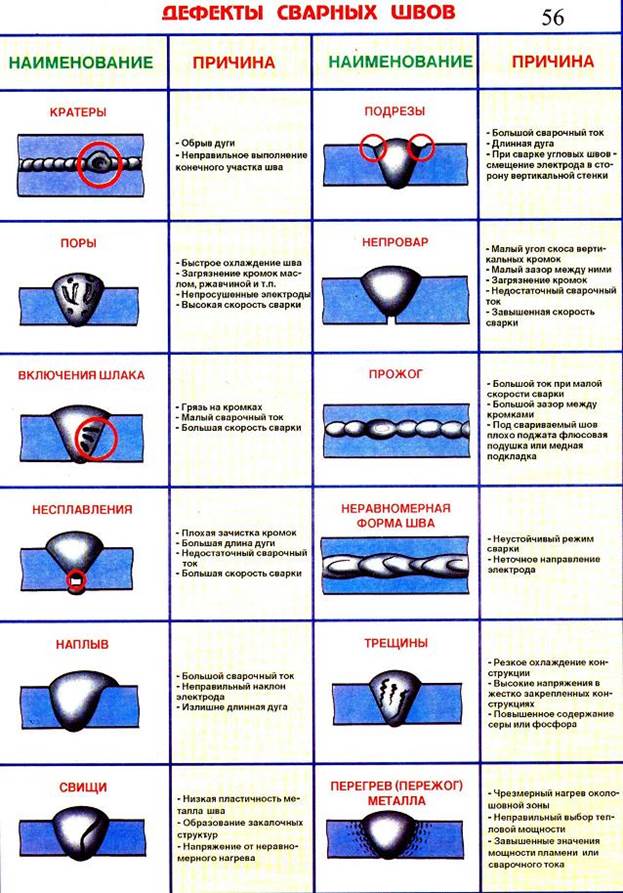
При визуальном контроле сварные швы должны соответствовать следующим требованиям:
а) иметь гладкую или равномерно чешуйчатую поверхность без резких переходов к основному металлу (требование плавного перехода к основному металлу должно быть специально обосновано и обеспечено дополнительными технологическими приемами);
б) швы должны быть плотными по всей длине и не иметь видимых прожогов, сужений, перерывов, наплывов, а также недопустимых по размерам подрезов, непроваров в корне шва, несплавлений по кромкам, шлаковых включений и пор;
в) металл шва и околошовной зоны не должен иметь трещин любой длины и любой ориентации;
г) кратеры швов в местах остановки сварки должны быть переварены, а в местах окончания - заварены.

