Смазка оптико-механических приборов
В процессе сборки оптико-механических приборов, их узлов и составных частей на поверхности металлических деталей наносят различные смазывающие вещества (смазки).
Антифрикционно-защитные смазки и масла применяют для смазывания трущихся поверхностей подвижных соединений, протирки внутренних нетрущихся поверхностей с целью предупреждения осыпания частиц отделочных и других инородных материалов па оптику, а также при наружной консервации изделий для предохранения их от коррозии.
Смазка должна сохранять свои свойства в течение всего срока службы изделия.
В зависимости от вида и вязкости различают смазки консистентные, твердые и масла.
В состав консистентной смазки ГОИ-54п входит церезин марки 80, масло приборное МВП и масло костное (смазочное). Эта смазка предназначена для смазывания трущихся поверхностей механических соединений, близко расположенных к оптическим деталям и имеющих зазоры от 5 до 50 мкм. Для смазывания механических соединений, испытывающих большие нагрузки (например, для червячных и фрикционных передач, рекомендуются церезино-графитные смазки типа БВИ-1 по ГОСТ 5656—60, содержащие от 3 до 35% коллоидно-графитного препарата марки С-1 с частицами до 4 мкм.)
При сборке объективов фотоаппаратов для смазывания трущихся поверхностей окулярных резьб рекомендуется смазка типа МЗ-5, выдерживающая температуру от—15 до +50° С.
Смазки ОКБ-122-7 по ГОСТ 18179—72 и ЦИАТИМ-202 по ГОСТ НПО—64 применяют при сборке шарикоподшипников и узлов трения, удаленных от оптических деталей; эти смазки обеспечивают работу механизмов при пониженной (—70° С) и повышенной (+ 120° С) температуре.
Для смазывания узлов трения приборов, соприкасающихся с морской водой, может быть применена смазка МС-70 (ГОСТ 9762—61), выдерживающая температуру от -40 до +50° С.
Смазка «Орион» предназначена для протирки внутренних поверхностей приборов с целью предохранения от осыпки. В состав этой смазки входит церезин, масло авиационное, воск пчелиный и другие вещества.
Для консервации металлических деталей при длительном хранении применяют пушечную с 1азку ПБК (ГОСТ 10586--63) или ГОИ-54 п. Эта смазка имеет хорошие защитные свойства.
При сборке узлов типа часовых механизмов (автоспуски, мосты замедления фотоаппаратуры) для смазывания зубчатых колес и трибок применют часовое масло марки МЗП-6 (ГОСТ 7935—56). Для смазывания осей лепестков центральных затворов фотообъективов используют масло веретенное марки АУ.
Все смазки, применяемые при сборке оптико-механических приборов, не должны быть летучими и химически активными, не должны вызывать образования налетов на оптике и коррозию металлов, не должны высыхать.
Смазывание узлов проводят после окончательной регулировки и обезжиривания трущихся поверхностей. При этом необходимо соблюдать аккуратность во избежание загрязнения смазок и попадающих на оптические детали. Смазки следует хранить в закрытой таре (баночке) с указанием названия смазки. Наносят смазку на поверхности металлических деталей при помощи шпателя (деревянной лопаточки), щетки или кисточки.
Герметизация оптических узлов и приборов
Герметизация представляет собой процесс уплотнения зазоров между поверхностями деталей уплотнительными замазками и устройствами для защиты полостей узлов и приборов от влияния внешней среды (пыли, влаги, газов и т. д.). Уплотнительные замазки бывают трех видов: мягкие, полутвердые и твердые.
Замазка мягкая содержит следующие компоненты: церезин, канифоль, масло МВП, петролатум, воск. Она обеспечивает уплотнение узлов и приборов в интервале температур ±60° С и применяется для заполнения зазоров шириной до 0,5 мм, заливки резьбовых соединений и уплотнения соединения поверхностей с большой площадью сопряжения.
Замазка полутвердая содержит в себе церезин, канифоль, вазелин, битум, масло трансформаторное и каолин, которые, находясь в определенном весовом соотношении, обеспечивают хорошее качество уплотнения в интервале температур ±60° С.
Эта замазка применяется для Заполнения зазоров шириной более 0,5 мм, постановки защитных стекол, заливки резьб и головок винтов.
Замазка твердая состоит из церезина, канифоли, озокерита, воска, битума, масла МС-14 и рубрикса.
Эта замазка сохраняет свои свойства в интервале температур от —60 до +70° С и применяется в приборах, предназначенных для работы в тропиках, а также вместо полутвердой замазки.
Кроме этих замазок, применяют специальные уплотнители, например «Герметик УТ-34», который хорошо выдерживает температурные перепады от —60 до +100° С, вибрационные и ударные нагрузки.
Замазки должны сохранять свои свойства в течение длительного времени, быть пластичными, неактивными, хорошо прилипать к поверхностям деталей и не должны усыхать.
Технологический процесс герметизации узлов и приборов включает следующие операции: обезжиривание поверхностей деталей, нанесение слоя замазки на сопрягаемые детали, плотное прижатие деталей крепежными деталями (винтами, болтами, резьбовыми кольцами) и удаление остатков уплотнителя с кромок деталей.
Уплотнительные замазки применяют, как правило, в неподвижных соединениях.
Если уплотнение узлов и приборов замазками недопустимо, то для герметизации используют уплотнительные устройства. Уплотнительные устройства бывают в виде сжимаемых прокладок, манжет, сальников и мембран Рис.2.).
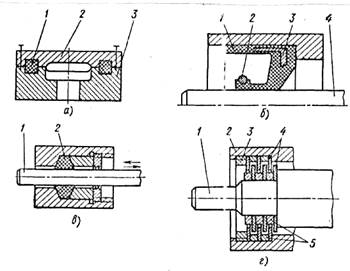
Рис.2. Уплотнительные устройства.
Уплотнительные сжимаемые прокладки 1 (рис. 2, а) применяют для неподвижного соединения деталей 2 и3, рассчитанного на значительные давления.
Манжетное уплотнение 1 (рис. 2, б) применяют при незначительной частоте вращения вала 4. Степень уплотнения регулируется пружинящим кольцом 2 и каркасным кольцом 3.
Уплотнение при помощи сальников (рис. 2, в) используют в особо загрязненной среде при малой частоте вращения вала 1. Сальники изготовляют из фетра и войлока в виде колец 2, пропитанных маслом
Уплотнение при помощи мембран (рис. 2, г) применяется для механизмов вращательного движения, работающих с повышенными скоростям]-. Мембраны имеют вид колец, изготовляемых из пружинной стали или бронзы.
Мембраны 4 закрепляют на валу 1 кольцами 5, а в корпусе 2 — резьбовым кольцом 3 и уплотняют консистентными смазками.
Технологический процесс сборки уплотнительных устройств включает подготовку уплотнителей, установку уплотнителей в уплотняемые узлы или приборы, регулировку степени уплотнения и ее проверку.
Герметичность соединения проверяют следующими способами:
путем нагнетания воздуха в прибор, погружения его в воду и обнаружения воздушных пузырьков, выходящих из незагерметизированных мест;
путем нагнетания воздуха в прибор, смачивания соединительных швов и отверстий мыльной водой и обнаружения мыльных пузырьков от выходящего из прибора воздуха;
путем создания избыточного давления в приборе и определения спада давления по манометру.
Третий способ позволяет определить степень герметичности прибора. Для этого в прибор нагнетают воздух под давлением и по манометру определяют давление в приборе. Затем, после прекращения подачи воздуха регистрируют время нахождения прибора под давлением (например, выдерживают 2 мин), по истечении которого вновь снимают отсчет давления. При этом давление в приборе не должно понизиться больше чем на допустимую величину. Места пропускания воздуха из прибора определяют по мыльным пузырькам.
ЛИТЕРАТУРА
1. Справочник технолога-оптика под редакцией М.А. Окатова, Политехника Санкт-Петербург, 2004. - 679 с.
2. Запрягаева Л.А., Свешникова И.С. Расчет и оптических систем. М. Логос, 2000. - 581 с.
3. Прикладная оптика под редакцией Дубовика А.С Машиностроение, 1992. - 470 с.