Преимущества:
- большие обратимые деформации;
- газо-, водонепроницаемость;
- хорошие диэлектрические свойства.
Преимущества пористых резин:
- высокие амортизационные свойства и малая масса пористых подошв;
- высокий коэффициент трения.
Детали низа из монолитных резин более износостойкие, но тяжелые, более жесткие и твердые, имеют невысокий коэффициент трения по грунту, их теплозащитные свойства хуже.
Недостатки:
- многокомпонентность;
- сложность (большое количество операций) изготовления.
Ингредиенты резиновой смеси:
Каучук - основной компонент для производства резин. Для придания резинам требуемых технологических и потребительских свойств в состав каучука вводят дополнительные ингредиенты. Основное отличие каучуков от других полимеров – высокая гибкость макромолекул при комнатной температуре, поэтому их относят к эластомерам.
К ингредиентам резиновых смесей относятся следующие вещества:
резиновая мука - мелко размолотая резина, полученная из отходов резинового производства или изношенных резиновых изделий;
регенерат - каучукоподобный продукт на основе девулканизованных резиновых отходов;
вулканизирующие вещества - сера, окислы тяжелых металлов, (вводятся в состав смеси для соединения макромолекул каучука и образования трёхмерной структуры) в количестве 2¸3,5% от состава резиновой смеси;
ускорители вулканизации - альтакс, каптакс, сантакюр, тиурам и другие вводятся в количестве 0,2¸2 мас. ч. на 100 мас. ч. каучука, предназначены для ускорения и сокращения процесса вулканизации;
активаторы - оксиды цинка и магния предназначены для ускорения реакции присоединения серы к каучуку;
наполнители - технический углерод (печная, газовая, ламповая), двуокись кремния (белая сажа) и другие вещества, придающие резинам требуемые технологические и потребительские свойства, например, для увеличения прочности, жёсткости, твердости, электропроводности резин и др.;
порообразователи - вещества, сообщающие резинам пористую структуру, марок: ЧХЗ-18, ЧХЗ-21, ЧХЗ-57 и другие, которые разлагаются при температуре 100¸1600С с выделением до 200 см3 газа на 1 г порообразователя;
пигменты и красители предназначены для окраски полимерной массы резины. Пигменты не растворяются в полимерной массе резины, по происхождению их делят на минеральные (оксид цинка, оксид железа и др.) и органические, к которым относятся группа азокрасителей (лак-оранж), чёрная сажа и др. Красители относятся к органическим веществам и, в отличие от пигментов, растворяются в полимерной массе резины;
мягчители - вещества, придающие полимерной массе необходимые технологические свойства: снижают твердость, температуру текучести, длительность переработки смеси, улучшают формуемость сырой смеси резины. Мягчители бывают жидкие - вазелиновое, веретенное и другие масла; твердые - стеарин, канифоль, рубракс и другие;
противостарители - вещества, сохраняющие свойства резин и увеличивающие её долговечность (срок эксплуатации). В качестве таких веществ применяют парафин, церезин и другие, которые образуют защитные неактивные пленки на поверхности резины, тем самым препятствуют проникновению и взаимодействию кислорода с полимерным веществом резины. В качестве активных веществ в состав противостарителей вводят химические вещества например, амины (неозон Д), которые химически связывают свободный атомарный кислород, тем самым препятствуют образованию кислородных мостиков между полимерными цепями каучука, приводящих к увеличению жёсткости резины;
волокна натуральные и химические, используемые при получении кожеподобных резин.
В 1931 г. русским академиком Лебедевым С.В. впервые был получен синтетический каучук, и начиная с 1932 г. в СССР освоен массовый выпуск синтетических каучуков. Резины в отличие от кож имеют высокую водо- и износостойкость.
Каучук - это непредельный углеводород с наличием двойных связей...- СН=СН-... в основной цепи макромолекулы эластичного полимерного вещества.
По происхождению каучуки подразделяют на натуральные (НК) и синтетические (СК).
Натуральные каучуки получают из млечного сока дерева гевеи. Млечный сок дерева представляет собой жидкость белого цвета - латекс. В состав латекса в процентном отношении входят: вода - 52¸62%; смолы - 1,6¸3,4%; каучук - 34¸37%; сахара - 1,5¸4,2%; белки - 2¸2,7%; зола - 0,2¸0,7%.
Геве́я брази́льская (лат. Hēvea brasiliēnsis) – растение; вид рода Гевея семейства Молочайные; основной источник натурального каучука.
Содержание каучука в млечном соке у каучукового дерева достигает 40—50 %. Каучук, добываемый из этого растения, составляет 90—92 % мирового производства натурального каучука.



| |
|
Ла́текс (каучук) (англ. latex) – общее название эмульсий дисперсных полимерных частиц в водном растворе. В природе встречается в виде молочка, которое выделяют различные растения, в частности бразильская гевея, а также одуванчик и др.
Эму́льсия – дисперсная система, состоящая из микроскопических капель жидкости (дисперсной фазы), распределенных в другой жидкости (дисперсионной среде).
Эмульсии могут быть образованы двумя любыми несмешивающимися жидкостями; в большинстве случаев одной из фаз эмульсий является вода, а другой — вещество, состоящее из слабополярных молекул (например, жидкие углеводороды, жиры).
Одна из первых изученных эмульсий — молоко. В нём капли молочного жира распределены в водной среде.
Латексная глобула натурального каучука состоит из защитной оболочки эластичного каучука, внутри которого находится жидкий каучук. Природный латекс содержит до 37¸47% сухого вещества. Концентрирование латексов производят выпариванием, сливкоотделением и центрифугированием, это позволяет получить концентрацию латекса до 75% (упариванием).
Плотность латекса, в зависимости от содержания сухого вещества, изменяется от 0,95 до 1,01 г/см3.
Натуральные и синтетические латексы применяются для пропиток в качестве клеящего вещества при производстве искусственных кож, картонов, термопластичных материалов и отделочных покрытий.
По назначению каучуки делят на универсальные (общего назначения) и специальные (обладающие повышенной стойкостью по отношению к различным агрессивным средам).
Универсальные каучуки

|

|
Каучуки специального назначения
для масло-, бензо-,
жиро-, термостойкой
обуви
для термостойких резин
Для производства обуви наибольшее применение нашли каучуки следующих марок:
СКБ - бутадиеновые;
СКС-30 - синтетические каучуки бутадиенстирольные;
СКС-85 (цифры указывают, какой процент связанного стирола находится в каучуке);
СКД - дивиниловый;
СКИ-3 - изопреновый;
СКН - бутадиеннитрильные каучуки с содержанием нитрила акриловой кислоты 18%, 26% и 40%.
Процессы производства резин:
Сортировка
Размол каучука и регенерата на механических мельницах. Размол проводят в механических мельницах с обязательным охлаждением рабочих органов агрегата, так как если этого не делать, то каучуковая смесь может нагреться до высоких температур за счёт сил трения, в результате чего может самопроизвольно начаться процесс вулканизации.
| Рис. 2. Схема смешения инградиентов резины |

|
Смешение ингредиентов резиновой смеси проходит на вальцах (металлических цилиндрах) до образования однородной резиновой смеси (рис. 2). Получив однородную смесь, "сырую" резину вулканизуют.
Вулканизация - процесс превращения сырой резиновой смеси в эластичную резину. При вулканизации происходит процесс образования трехмерной структуры каучука, путём образования поперечных связей (мостиков) между молекулами каучука.
Горячая вулканизация проводится с помощью серы путем нагревания резиновой смеси до температуры 130-1600С.
Холодная вулканизация – с помощью хлорида серы S2Cl2 практически при комнатной температуре.
При вулканизации:
- резко повышаются прочность при растяжении и эластичность вулканизата, пластичность почти полностью исчезает;
-повышается термостойкость и устойчивость к старению;
- резины теряют способность растворяться, только ограниченно набухают в растворителях;
- повышается химическая стойкость.
Под действием температуры - Т, внешнего давления - N, времени - t непредельные (двойные) связи разрываются, идёт реакция вулканизации:

|
с образованием в объёме полимера поперечных сернистых мостиков. Макромолекулы полимерного вещества, сшиваясь между собой, образуют трёхмерную структуру.
Коэффициент вулканизации, характеризующий количество связанной серы (%) по отношению к массе каучука, для обувных резин не превышает 5%. При коэффициенте вулканизации в 20¸30% будет получен твердый неэластичный материал - эбонит.
Изделия из резины выпускают в виде пластин, деталей готовых изделий - каблуков и агрегированных деталей (подошва + каблук).
Отделка: термостатирование - для пористых резин; удаление запрессовок; распиливание (шпальтование) по толщине листов и блоков резин; разруб пластин на детали.
Пороки резин:
недовулканизация - пластичность резины вследствие недостаточного количества вулканизирующего вещества или нарушения режима вулканизации (низкая температура вулканизации);
перевулканизация - высокая твердость или ломкость возникают вследствие избытка вулканизирующего вещества или высокой температуры вулканизации;
недопрессовка - падение внешнего давления при проведении вулканизации, неполная загрузка матрицы сырой смесью;
шероховатость, царапины и бугристость поверхности резины, вызываются наличием раковин, бугров и царапин в матрице пресс-формы, а также частичной подвулканизацией сырой резиновой смеси на этапах ее получения;
пузыристость - образуется на поверхности и внутри резины при наличии влаги в смеси резины или при недостатке давления в пресс-форме;
раковины - возникают при попадании воздуха в прессформу или при неправильном подборе состава ускорителей, порообразователей в резиновой смеси;
неравномерная толщина - неисправность пресс-формы, неправильная закладка сырой смеси;
разнотон - плохое смешивание красителей или пигментов в объеме смеси сырой резины, которое приводит к неравномерной окраске поверхности материала;
выцветание серы - образование налета на поверхности резины вследствие нарушения рецептуры резины или несоблюдения технологии смешивания и проведения реакции вулканизации;
остатки заусенцев и выхваты - плохое удаление выпрессовок;
несоответствие размеров деталей (подошв, каблуков) - возникает вследствие усадки изделия после вулканизации из-за неправильного соотношения ингредиентов, нарушения процесса получения резинового изделия или размеров пресс-формы, а также перекосов рабочих органов установки при штамповке.
В зависимости от химического состава, назначения, плотности, метода крепления резины делят на марки (таблица 1). В том случае, если деталь вырублена из предварительно шпальтованных пластин, то к марке резины добавляют индекс - Ш.
Таблица 1
Разновидности резин
| Строение | Вид изделия и метод крепления | Марка |
| Монолитное | пластины, формованные подошвы и каблуки - винтовой и гвоздевой | А, АШ |
| пластины и штампованные подошвы - ниточный | Б, БШ, стиронип, ДС | |
| пластины, штампованные и формованные подошвы и подмётки - клеевой | В, ВШ | |
| каблуки формованные | Г | |
| каблуки и набойки | Д,Е | |
| Пористое | пластины и подошвы штампованные - клеевой | В, ВШ, ИШ |
| каблуки формованные | Е | |
| пластины, каблуки штампованные, формованные | Д, ДШ, Б, БШ, Е, ЕШ, В, ИШ | |
| пластины | Б, БШ, В, ИШ, ВШ, Д, Е, ЕШ | |
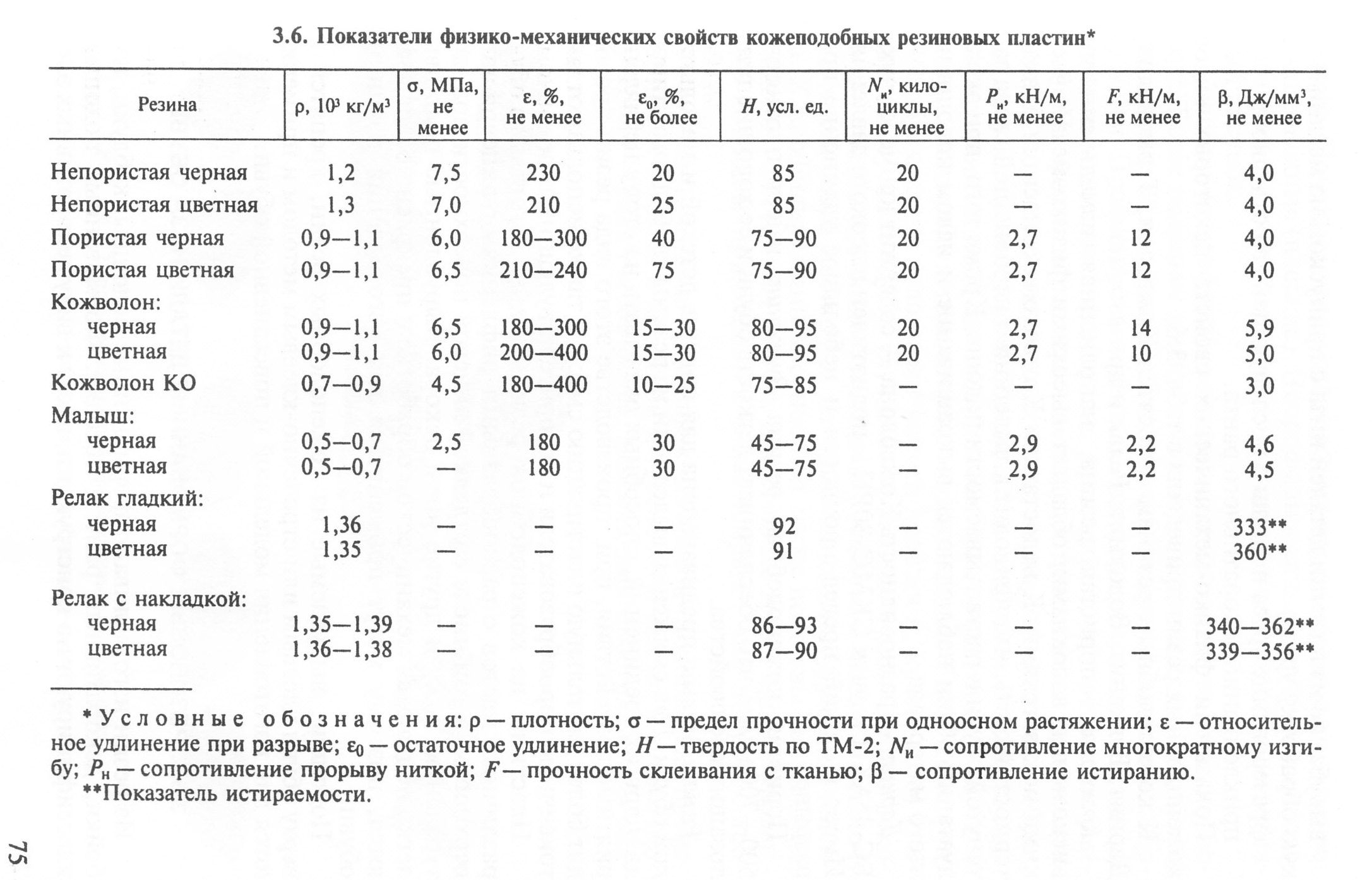
| Волокнистонапол-ненные | пластины, подошвы штампованные и формованные - клеевой | «Кожволон» марок К, КТ, КТМ; «Вулканит» |
Примечание: А - винтового и гвоздевого, Б - ниточного, В - клеевого методов крепления.
Приведенные в таблице 1 разновидности резин в основном применяются для изготовления обуви общего назначения.
Резины по цвету делят на - чёрные, белые и цветные. Поверхность резины с ходовой части подошвы может быть гладкой, с ориентированным или неориентированным рисунком - рифлением.
Резиновые изделия применяют для всех видов и родов обуви кроме гусариковой и отдельных конструкций дошкольной обуви.
Детали из резины делят на формованные (готовое изделие) и штампованные (вырубленные из пластин). Так как толщина резиновых пластин при производстве достигает 30 мм и более, их шпальтуют (распиливают по толщине). Из резиновых пластин вырубают подошвы, профилактические накладки, каблуки, набойки, флики и др. детали.
К характеристикам строения резин относятся: толщина, плотность и пористость.
Толщина резин, используемых для изготовления деталей низа обуви, лежит в пределах от 2,6 мм до 27 мм и зависит от строения, назначения и метода крепления. Учитывая это, все выпускающиеся резины поделены на группы. Количество групп варьируется от 3-х до 10-и.
Средняя плотность резин зависит от пористости (R); учитывая это резины делят на:
монолитные - от 1,25 до 1,40 г/см3;
пористые - от 0,25 до 1,00 г/см3, волокнистонаполненные от 0,9 до 1,15 г/см3.
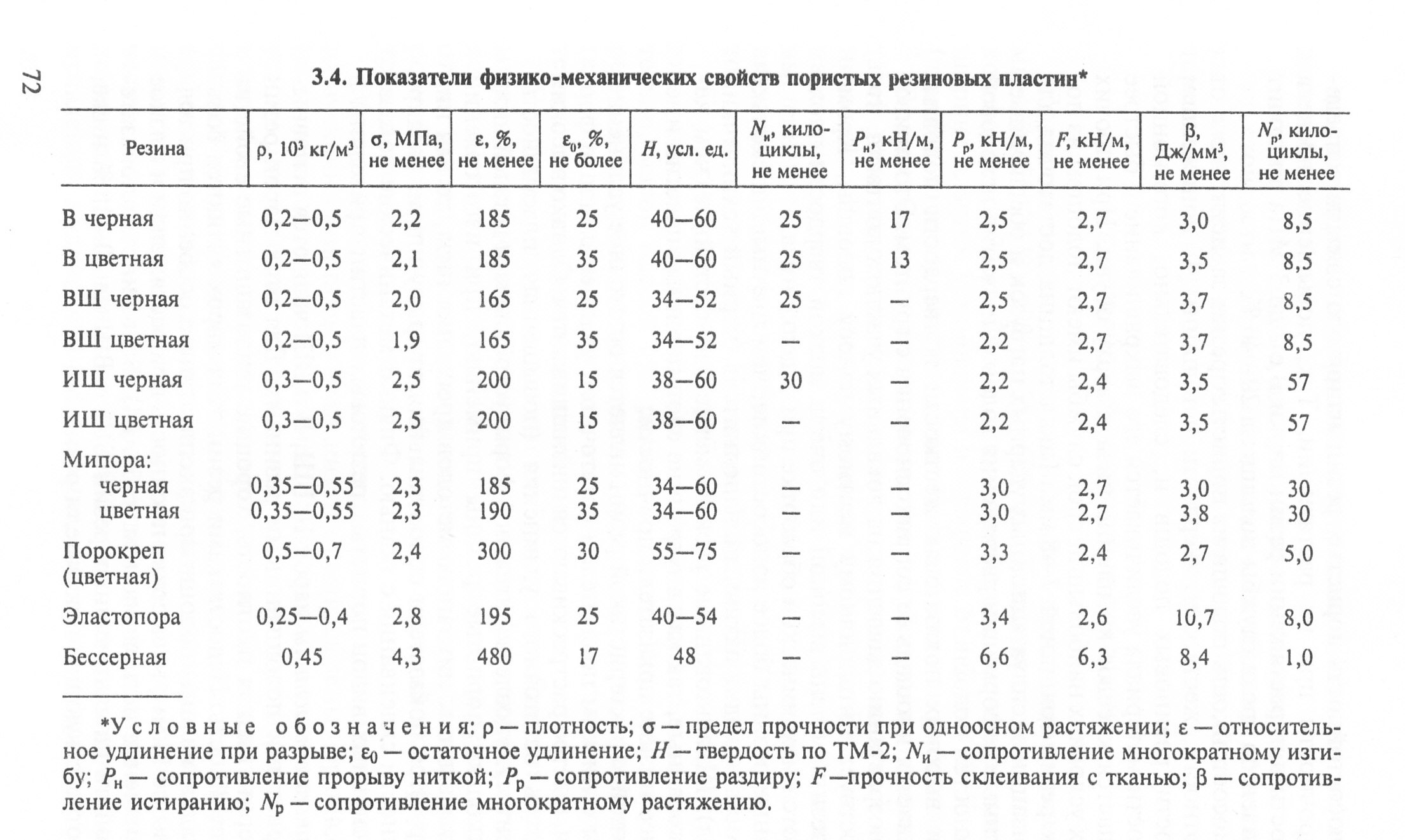
Для пористых резин дополнительными характеристиками строения являются: размер пор, форма пор, распределение пор в объёме резины.
Пористые резины могут иметь замкнутые и сообщающиеся между собой поры. По размеру пор пористостые резины делят на:
крупнопористые (диаметр пор 25¸450 мкм, количество пор на 1 мм2 поверхности до 35 шт.);
мелкопористые (диаметр пор 25¸250 мкм и на 1 мм2 до 50 шт).

Термоэластопласты (ТЭП)
Выпускаются с начала 70-х годов.
Достоинства:
- морозостойкость;
- высокая эластичность;
- износостойкость;
- низкий коэффициент трения.
Недостатки:
-низкая теплостойкость;
- низкие масло- и бензостойкость;
- низкая устойчивость к действию кислорода и озона;
- расплавы ТЭП имеют высокую вязкость, поэтому их тяжело перерабатывать.
Широко применяются для зимней обуви, а также для осенне-весенней обуви.
Термоэластопласты (ТЭП) - высокомолекулярные соединения, представляющие собой блок-сополимеры со строением типа:
А - Б - А,
А - Б - С - Б - А,
где: А - жёсткий термопластичный блок; Б - эластичный блок; С - агент полимеризации.
Эластичные блоки образуют матрицу ТЭП, так как их содержание существенно превышает содержание жёстких блоков, объединённых при нормальной температуре в агрегаты (жёсткие домены) и выполняющие роль активного химически связанного с матрицей наполнителя.
В качестве блока А используют термопластичный полистирол, полипропилен, поливинилхлорид и др., а блока Б - эластомеры типа полиизопренового (дивинильного), полиизопренового и других каучуков. Химическая природа и соотношение блоков в макромолекуле ТЭП определяют его свойства и назначение. Так, наиболее распространённый вид подошвенных ТЭП марки ДСТ-30 представляет собой блок-сополимер, имеющий строение: полистирол - полибутадиен - полистирол с 30%-ным содержанием ПС.
Для изготовления подошвенных композиций используют бутадиенстирольные (ДСТ), изопренстирольные (ИСТ), бутадиен-α-метилстирольные линейные (ДМСТ) и разветвленные (ДМСТ-Р) термоэластопласты.
При изготовлении ТЭП в состав композиции дополнительно вводят порообразователи, пигменты и красители, мягчители, стабилизаторы, иногда вулканизующие и другие вещества.
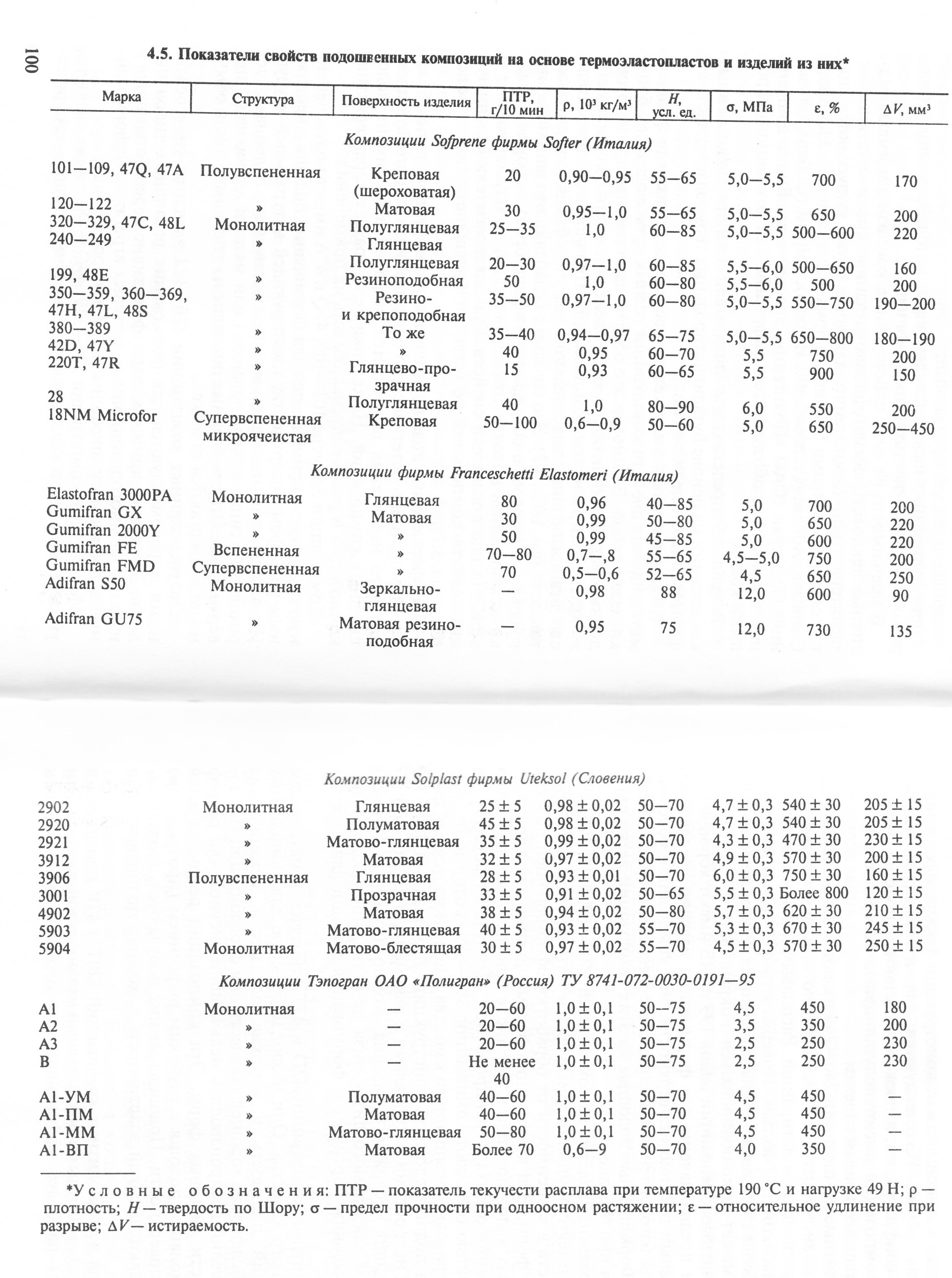
ТЭП применяют для изготовления монолитных и пористых деталей низа обуви, используя метод литья под давлением (рис. 5). Температура поступающей в пресс-форму смеси составляет 175¸1950С. В том случае, если ТЭП дополнительно вулканизируют, эта операция осуществляется после заполнения пресс-формы полимерной массой.
Термоэластопласты применяют для изготовления формованной подошвы с каблуком. Поскольку полимерную матрицу ТЭП составляют каучуки, это позволяет эксплуатировать обувь до температуры -500С, в отличие от подошв, изготовленных на основе полиуретанов и поливинилхлорида и не отличающихся морозостойкостью. Подошвы из ТЭП могут выпускаться одно-, двух- и многоцветными. Метод крепления подошв - клеевой. Средняя плотность подошв с каблуком из ТЭП составляет: для пористых - 0,87 г/см3 и монолитных 0,97 г/см3.

|
|
Разновидности композиций ТЭП:
- стандартные (универсальные) и для формования изделий высшей категории качества;
- монолитной, полувспененной, вспененной и супервспененной структур;
- для раздельного производства подошв и для прямого литья низа на заготовку верха обуви;
- для изготовления подошв повседневной, производственной и спортивной обуви;
- для формования подошв с высоким, средним и низким каблуками и подошв без каблука;
- легкоформуемые (для формования изделий с мелким рисунком);
- черные, цветные, прозрачные;
- для формования изделий с глянцевой, матовой, креповой (шероховатой) поверхностью и их комбинацией.
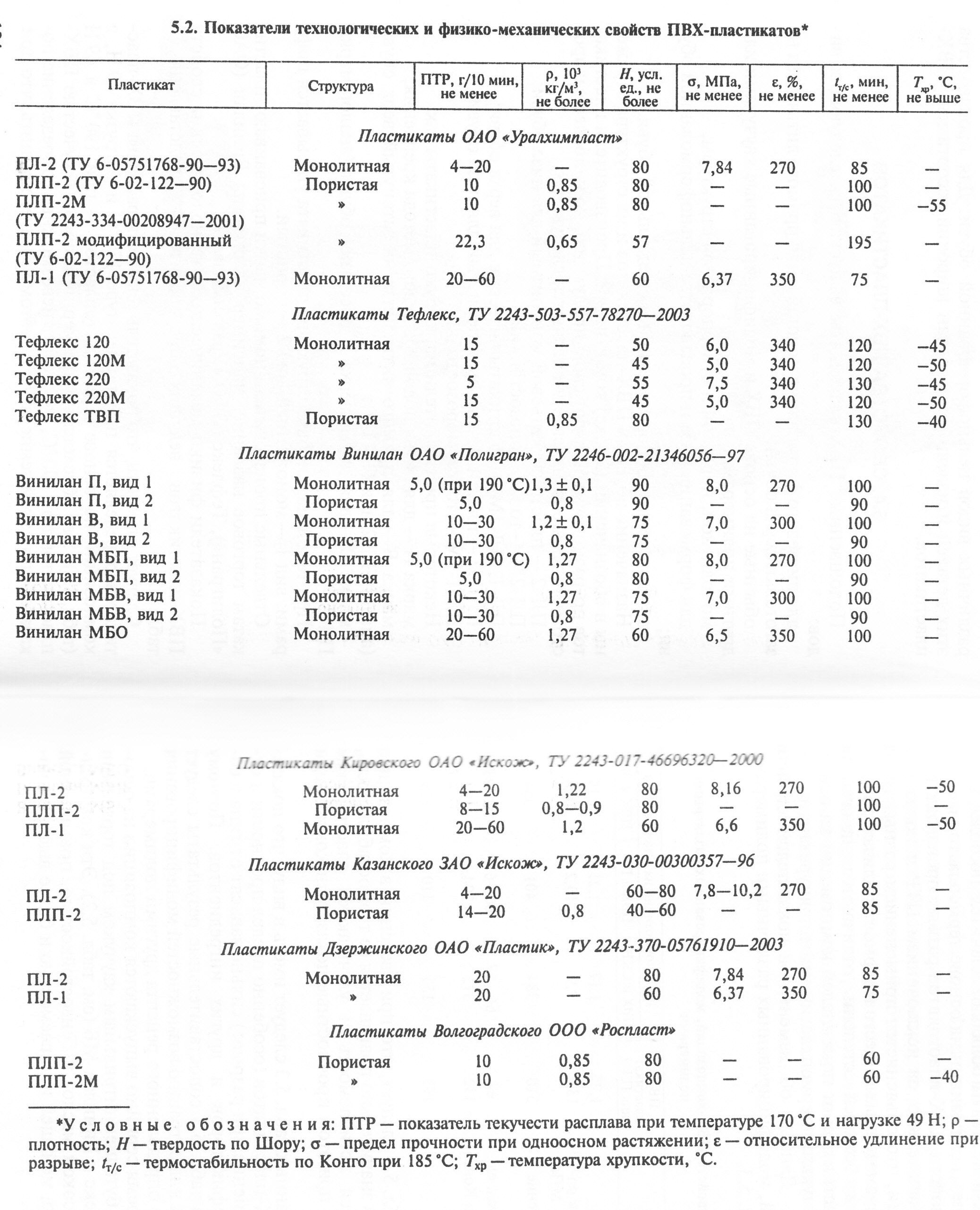
ПВХ-пластикаты
Применяются с начала 50-х годов прошлого века. Это первые термопластичные композиции для деталей низа обуви. Широко используется для изготовления цельнополимерной обуви (сланцы, галоши, открытая обувь и т.д.).
Детали низа обуви, изготовленные из ПВХ -пластикатов, применяются для изготовления обуви летнего и осенне-весеннего сезонов клеевого метода крепления; плотностью - 1,3 г/см3 (монолитные) и до 0,85 г/см3 (пористые) разнообразных цветов и рифлений ходовой поверхности подошвы.
Достоинства:
- высокая механическая прочность;
- небольшое относительное удлинение при разрыве;
- способность смешиваться с другими полимерными материалами (возможность получения материалов с новыми свойствами);
- недорогие;
- хорошая текучесть пластиката;
- высокая прочность литьевого крепления к большинству материалов верха
ПВХ – термопластичный полимер, который получается полимеризацией винилхлорида:
(–CH2 – CHCl –)n.
Из ПВХ изготавливают:
- жесткие композиции (винипласты);
- мягкие композиции, содержащие пластификаторы (пластикаты).
Обувные ПВХ-пластикаты получают в виде гранул. Этапы: смешение, пластикация (в экструдере или на вальцах), гранулирование.
Виды подошвенных ПВХ-пластикатов:
- для литьевого формования подошв и для прямого литья низа на заготовки верха обуви;
- обычные на основе ПВХ и модифицированные каучуками или другими полимерами;
- монолитной, пористой и суперпористой структуры;
- для формования низа и производства цельноформованной обуви;
- для изготовления повседневной и специальной обуви.
Марки обувных ПВХ-пластикатов у разных производителей могут различаться. Наиболее распространенными являются следующие:
ПЛ-2 –пластикат литьевой монолитный для низа обуви;
ПЛ-2М – то же, морозостойкий;
ПЛ-1, ПЛ-1М – пластикаты литьевые для верха обуви;
ПЛП-2 – пластикат литьевой пористый для низа обуви;
ПЛП-2М – то же, морозостойкий;
марка П – для литья подошв клеевого метода крепления;
марка В – для прямого литья низа на затянутый верх обуви (аналог ПЛ-2 или ПЛП-2);
марка О – для литья верха и обсоюзки обуви (аналог марки ПЛ-1).
Структура пластиката может указываться цифрами: вид 1 – монолитный, вид 2 – пористый.
При модифицировании композиции ПВХ-пластиката другими полимерами:
- повышается термостабильность;
- заметно снижаются истираемость;
- повышается эластичность;
- но снижается прочность.