Протягивание - лезвийная обработка резанием открытых поверхностей; главное движение, прямолинейное возвратно-поступательное, придается режущему инструменту (протяжке или прошивке), движение подачи заложено в конструкции режущего инструмента в виде подъема на зуб.
Подъем на зуб - превышение по высоте или ширине размера режущей части зуба по отношению к предыдущему зубу.
По характеру движения режущего инструмента различают протяжки - инструмент вытягивается из отверстия и прошивки - инструмент проталкивается в отверстие.
Протягивание - высокопроизводительный процесс обработки наружных и внутренних поверхностей, обеспечивающий высокую точность формы и размеров обработанной поверхности. При протягивании профиль обработанной поверхности копируется профилем режущих зубьев, поэтому протяжки - узкоспециальный инструмент, применяемый для обработки поверхностей со строго заданными формой и размерами.
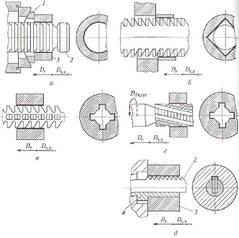 Протяжками или прошивками обрабатывают цилиндрические отверстия после сверления, растачивания, зенкерования, а также отверстия, полученные на стадии заготовительных операций. При обработке заготовки цилиндрической протяжкой 2 (рис. 1, а) заготовку 3 устанавливают на сферическую опору 1 или на плоскую опору. При установке на сферическую опору заготовка самоустанавливается по оси протяжки, но торец может получиться не перпендикулярным оси отверстия, поэтому такую установку применяют, если торец заготовки обрабатывается после протягивания. При установке на плоскую опору торец перпендикулярен оси отверстия, но возможна поломка протяжки из-за разницы припусков в диаметральной плоскости протяжки. Многогранные отверстия протягивают многогранными протяжками (рис. 1, б). В заготовке сверлят круглое отверстие. В зависимости от величины припуска на обработку применяют ту или иную схему срезания припуска. Шлицевые отверстия получают шлицевыми протяжками. Нарезание прямых шлицов ведут при прямолинейном главном движении (рис. 1, в), при нарезании винтовых шлицов (рис. 1, г) протяжке придают дополнительное движение DSкруг для получения винтового движения резания. Шпоночные или иные пазы протягивают шпоночными протяжками (рис. 1, д).
Протяжками или прошивками обрабатывают цилиндрические отверстия после сверления, растачивания, зенкерования, а также отверстия, полученные на стадии заготовительных операций. При обработке заготовки цилиндрической протяжкой 2 (рис. 1, а) заготовку 3 устанавливают на сферическую опору 1 или на плоскую опору. При установке на сферическую опору заготовка самоустанавливается по оси протяжки, но торец может получиться не перпендикулярным оси отверстия, поэтому такую установку применяют, если торец заготовки обрабатывается после протягивания. При установке на плоскую опору торец перпендикулярен оси отверстия, но возможна поломка протяжки из-за разницы припусков в диаметральной плоскости протяжки. Многогранные отверстия протягивают многогранными протяжками (рис. 1, б). В заготовке сверлят круглое отверстие. В зависимости от величины припуска на обработку применяют ту или иную схему срезания припуска. Шлицевые отверстия получают шлицевыми протяжками. Нарезание прямых шлицов ведут при прямолинейном главном движении (рис. 1, в), при нарезании винтовых шлицов (рис. 1, г) протяжке придают дополнительное движение DSкруг для получения винтового движения резания. Шпоночные или иные пазы протягивают шпоночными протяжками (рис. 1, д).
|
|
Рисунок 1 - Схемы протягивания отверстий:
а - на сферической опоре; б - многогранных; в - прямых шлицевых; г - винтовых шлицевых; д - шпоночных пазов; 1 - сферическая опора; 2 - протяжка; 3 - заготовка; 4 - направляющая втулка; Dr - движение резания; Dx.x - обратный ход; DSкруг - движение круговой подачи.
Профиль поперечного сечения зуба должен соответствовать профилю поперечного сечения паза. Заготовку устанавливают на плоскую опору, для направления протяжки 2 применяют направляющую втулку 4.
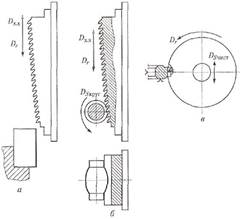 Наружные поверхности с прямолинейной образующей обрабатывают на вертикально-протяжных станках (рис. 2, а, б). Сложные фасонные поверхности в крупносерийном производстве обрабатывают круговыми протяжками. Для получения прямолинейной образующей применяют два вида инструмента: протяжки с подвижным (ползун или качалка) или без подвижного элемента. Если на подвижном элементе размещены чистовые зубья - выполняют кругодиагональное, или совмещенное, протягивание. При работе чистовых зубьев протяжке без подвижного элемента сообщают прямолинейное дополнительное движение (рис. 2, в) вдоль образующей обработанной поверхности - фрезо-протягивание.
Наружные поверхности с прямолинейной образующей обрабатывают на вертикально-протяжных станках (рис. 2, а, б). Сложные фасонные поверхности в крупносерийном производстве обрабатывают круговыми протяжками. Для получения прямолинейной образующей применяют два вида инструмента: протяжки с подвижным (ползун или качалка) или без подвижного элемента. Если на подвижном элементе размещены чистовые зубья - выполняют кругодиагональное, или совмещенное, протягивание. При работе чистовых зубьев протяжке без подвижного элемента сообщают прямолинейное дополнительное движение (рис. 2, в) вдоль образующей обработанной поверхности - фрезо-протягивание.
Рисунок 2 - Схемы протягивания наружных поверхностей:
а - плоских; б - фасонных; в - фрезо-протягивание; Dr - движение резания; Dx.x - обратный ход; DSкруг - движение круговой подачи; DSчист - движение чистовой подачи.