При сварке в защитном газе электрод, зона дуги и сварочная ванна защищены струёй защитного газа.
В качестве защитных газов применяют инертные газы (аргон и гелий) и активные газы (углекислый газ, азот, водород и другие), иногда - смеси двух газов или более. В нашей стране наиболее распространено применение аргона Аr и углекислого газа СО2.
Аргон - бесцветный газ, в 1,38 раза тяжелее воздуха, нерастворим в жидких и твердых металлах. Аргон выпускают высшего и первого сортов, имеющих соответственно чистоту 99,992 и 99,987 %. Поставляют и хранят аргон в стальных баллонах в сжатом газообразном состоянии под давлением 15 МПа.
Углекислый газ бесцветный, со слабым запахом, в 1,52 раза тяжелее воздуха, нерастворим в твердых и жидких металлах. Выпускают углекислый газ сварочный, пищевой и технический, имеющие соответственно чистоту 99,5, 98,5 и 98,0 %. Для сварки газ поставляют и хранят в стальных баллонах в сжиженном состоянии под давлением 7 МПа.
Аргонодуговой сваркой можно сваривать неплавящимся и плавящимся электродами. Сварку неплавящимся электродом применяют, как правило, при соединении металла толщиной 0,5-6 мм; плавящимся электродом - от 1,5 мм и более. В аргоне неплавящимся вольфрамовым электродом (Тпл = 3370 0С) можно сваривать с расплавлением только основного металла (толщиной до 3 мм), а при необходимости получения усиления шва или заполнения разделки кромок (толщина более 3 мм) - и присадочного материала (прутка или проволоки). Последний подают в дугу вручную (рис.4,а) или механизмом подачи (рис.4,б).
Сварку неплавящимся электродом ведут на постоянном токе прямой полярности. В этом случае дуга легко зажигается и горит устойчиво при напряжении 10-15 В. При обратной полярности возрастает напряжение дуги, уменьшается устойчивость ее горения и снижается стойкость электрода. Эти особенности дуги обратной полярности делают ее непригодной для непосредственного применения в сварочном процессе. Однако дуга обратной полярности обладает одним важным технологическим свойством: при ее действии с поверхности свариваемого металла удаляются оксиды. Одно из объяснений итого явления заключается в том, что поверхность металла бомбардируется тяжелыми положительными ионами аргона, которые механически разрушают пленки оксидов. Процесс удаления оксидов также известен как катодное распыление. Указанные свойства дуги обратной полярности используют при сварке алюминия, магния и их сплавов, применяя для питания дуги переменный ток.
|
|
При сварке неплавящимся электродом на переменном токе сочетаются преимущества дуги на прямой и обратной полярностях. Однако асимметрия электрических свойств дуги, обусловленная ее меньшей электрической проводимостью при обратной полярности по сравнению с прямой, приводит к ряду нежелательных явлений. В результате выпрямляющей способности дуги появляется постоянная составляющая тока прямой полярности. В этих условиях дуга горит неустойчиво, ухудшается очистка поверхности сварочной ванны от тугоплавких оксидов и нарушается процесс формирования шва. Поэтому для питания дуги в аргоне переменным током применяют специальные источники тока. В их схему включают стабилизатор горения дуги - электронное устройство, подающее импульс дополнительного напряжения на дугу в полупериод обратной полярности. Таким образом, обеспечивается устойчивость дуги, постоянство тока и процесса формирования шва на обеих полярностях тока.
|
|
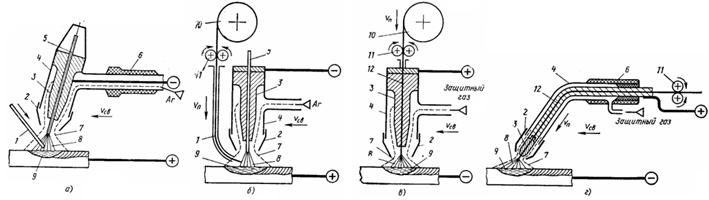
Рис. 7.11. Виды сварки в защитных газах: 1 - присадочный пруток или проволока; 2 - сопло; 3 - токоподводящий мундштук; электрод; 4 - корпус горелки; 5 - неплавящийся вольфрамовый электрод; 6 - рукоять горелки; 7 - атмосфера защитного газа; 8 - сварочная дуга; 9 - ванна расплавленного металла; 10 - кассета с проволокой; 11 - механизм подачи; 12 - плавящийся металлический электрод (сварочная проволока)
Сварку в аргоне плавящимся электродом выполняют по схеме, приведенной на рис.4,в,г. Нормальное протекание процесса сварки и хорошее качество шва обеспечиваются при высокой плотности тока (100 А/мм2 и более). При невысокой плотности тока имеет место крупнокапельный перенос расплавленного металла с электрода в сварочную ванну, приводящий к пористости шва, сильному разбрызгиванию расплавленного металла и малому проплавлению основного металла. При высоких плотностях тока перенос расплавленного металла с электрода становится мелкокапельным или струйным. В условиях действия значительных электромагнитных сил быстродвижущиеся мелкие капли сливаются в сплошную струю. Такой перенос электродного металла обеспечивает глубокое проплавление основного металла, формирование плотного шва с ровной и чистой поверхностью и разбрызгивание в допустимых пределах.
В соответствии с необходимостью применения высоких плотностей тока для сварки плавящимся электродом используют проволоку малого диаметра (0,6-3 мм) и большую скорость ее подачи. Такой режим сварки обеспечивается только механизированной подачей проволоки в зону сварки. Сварку выполняют на постоянном токе обратной полярности. В данном случае электрические свойства дуги в значительной степени определяются наличием ионизированных атомов металла электрода в столбе дуги. Поэтому дуга обратной полярности горит устойчиво и обеспечивает нормальное формирование шва, в то же время ей соответствуют повышенная скорость расплавления проволоки и производительность процесса сварки.
|
|
Сварку сталей часто выполняют в смеси Ar + 5 % О2. Кислород уменьшает поверхностное натяжение расплавленного металла, что способствует снижению критической плотности тока, при которой капельный перенос металла переходит в струйный. Одновременно повышается устойчивость горения дуги при относительно небольших токах, что облегчает сварку металла малой толщины.
Сварку в углекислом газе выполняют только плавящимся электродом на повышенных плотностях постоянного тока обратной полярности (рис.4,в,г). Такой режим обусловлен теми же особенностями переноса электродного металла и формирования шва, которые рассмотрены для сварки плавящимся электродом в аргоне.
При применении СО2 в качестве защитного газа необходимо учитывать некоторые металлургические особенности процесса сварки, связанные с окислительным действием СО2. При высоких температурах сварочной дуги СО2 диссоциирует на оксид углерода СО и кислород О, который, если не принять специальных мер, приводит к окислению свариваемого металла и легирующих элементов. Окислительное действие О нейтрализуется введением в проволоку дополнительного количества раскислителей марганца и кремния. Поэтому для сварки в СО2 углеродистых и низколегированных сталей применяют сварочную проволоку с повышенным содержанием этих элементов (Св-08ГС, Св-10Г2С и т.д.). На поверхности шва образуется тонкая шлаковая корка из оксидов раскислителей. Часто применяют смесь CO2 + 10 % О2. Кислород играет ту же роль, что и при добавке в аргон.
Сварка в атмосфере защитных газов в зависимости от степени механизации процессов подачи присадочной или сварочной проволоки и перемещения сварочной горелки может быть ручной, полуавтоматической и автоматической.
По сравнению с ручной сваркой покрытыми электродами и автоматической под флюсом сварка в защитных газах имеет следующие преимущества: высокую степень защиты расплавленного металла от воздействия воздуха; отсутствие на поверхности шва при применении аргона оксидов и шлаковых включений; возможность ведения процесса во всех пространственных положениях; возможность визуального наблюдения за процессом формирования шва и его регулирования; более высокую производительность процесса, чем при ручной дуговой сварке; относительно низкую стоимость сварки в углекислом газе.
Области применения сварки в защитных газах охватывают широкий круг материалов и изделий (узлы летательных аппаратов, элементы атомных установок, корпуса и трубопроводы химических аппаратов и т.п.). Аргонодуговую сварку применяют для цветных (алюминия, магния, меди) и тугоплавких (титана, ниобия, ванадия, циркония) металлов и их сплавов, а также легированных и высоколегированных сталей.
В углекислом газе сваривают конструкции из углеродистой и низколегированной сталей (газо- и нефтепроводы, корпуса судов и т.д.). Преимущество полуавтоматической сварки в СО2 с точки зрения ее стоимости и производительности часто приводит к замене ею ручной дуговой сварки покрытыми электродами.
Электрошлаковая сварка
При электрошлаковой сварке основной и электродный металлы расплавляются теплотой, выделяющейся при прохождении электрического тока через шлаковую ванну. Процесс электрошлаковой сварки (рис. 7.12) начинается с образования шлаковой ванны 3 в пространстве между кромками основного металла 6 и формирующими устройствами (ползунами) 7, охлаждаемыми водой, подаваемой по трубам 1, путем расплавления флюса электрической дугой, возбуждаемой между сварочной проволокой 4 и вводной планкой 9. После накопления определенного количества жидкого шлака дуга шунтируется шлаком и гаснет, а подача проволоки и подвод тока продолжаются. При прохождении тока через расплавленный шлак, являющийся электропроводящим электролитом, в нем выделяется теплота, достаточная для поддержания высокой температуру шлака (до 2000 0С) и расплавления кромок основного металла и электродной проволоки. Проволока вводится в зазор и подается в шлаковую ванну с помощью мундштука 5. Проволока служит для подвода тока. и пополнения сварочной ванны 2 расплавленным металлом. Как правило, электрошлаковую сварку выполняют при вертикальном положении свариваемых заготовок. По мере заполнения зазора между ними мундштук для подачи проволоки и формирующие ползуны передвигаются в вертикальном направлении, оставляя после себя затвердевший сварной шов 8.
В начальном и конечном участках шва образуются дефекты. В начале шва - непровар кромок, в конце шва - усадочная раковина и неметаллические включения. Поэтому сварку начинают на вводной 9, а заканчивают на выходной 10 планках, которые затем удаляют газовой резкой.
Шлаковая ванна - более распределенный источник теплоты, чем электрическая дуга. Основной металл расплавляется одновременно по всему периметру шлаковой ванны, что позволяет вести сварку металла большой толщины за один проход.
Заготовки толщиной до 150 мм можно сваривать одним электродом, совершающим поперечные колебания в зазоре для обеспечения равномерного разогрева шлаковой ванны по всей толщине. Металл толщиной более 150 мм сваривают тремя проволоками, а иногда и большим числом проволок, исходя из использования одного электрода на 45-60 мм толщины металла. Специальные автоматы обеспечивают подачу электродных проволок и их поперечное перемещение в зазоре.
Автоматы перемещаются непосредственно по свариваемому изделию (безрельсовые) или по рельсовой колонне параллельно свариваемым кромкам. Скорость движения регулируется автоматически в зависимости от скорости заполнения зазора расплавленным металлом. Для сварки используют проволоку диаметром 2-3 мм. Сварочный ток составляет 750-1000 А. В качестве источников питания применяют специальные трансформаторы для электрошлаковой сварки с жесткой внешней характеристикой.
Электрошлаковая сварка имеет ряд преимуществ по сравнению с автоматической сваркой под флюсом: повышенную производительность, лучшую макроструктуру шва и меньшие затраты на выполнение 1 м сварного шва. Повышение производительности обусловлено непрерывностью процесса сварки, выполнением шва за один проход при любой толщине металла и увеличением сварочного тока в 1,5-2 раза. Макроструктура шва улучшается в результате отсутствия многослойности и получения более однородного по строению однопроходного шва. Затраты снижаются вследствие повышения производительности, упрощения подготовки кромок заготовок, уменьшения сечения шва, а также расхода проволоки, флюса и электроэнергии.
К недостаткам электрошлаковой сварки следует отнести образование крупного зерна в шве и околошовной зоне вследствие замедленного нагрева и охлаждения. После сварки необходима термическая обработка (отжиг или нормализация) для измельчения зерна в металле сварного соединения.
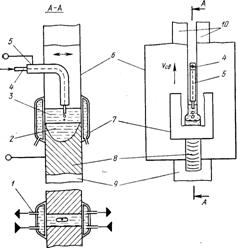
Рис. 7.12. Схема процесса электрошлаковой сварки
Электрошлаковую сварку широко применяют в тяжелом машиностроении для изготовления ковано-сварных и лито-сварных конструкций, таких, как станины и детали мощных прессов и станков, коленчатые валы судовых дизелей, роторы и валы гидротурбин, котлы высокого давления и т.п.