Корректирование состава шлама
Полученный шлам с влажностью 39,7% насосами перекачивают в вертикальные цилиндрические шламбассейны, где его корректируют по химическому составу.
При смешивании сырьевых компонентов не всегда удается сразу получить шлам требуемого химического состава вследствие разнородности сырья, несовершенства дозирующих устройств и других факторов. В связи с этим возникает необходимость в систематическом контроле содержания компонентов в сырьевой смеси и в случае отклонения от принятых значений в корректировании состава шлама. Для этого в него вводят недостающий компонент в соответствующем количестве. В зависимости от состава и однородности сырья, а также от состава и качества выпускаемого цемента сырьевую смесь корректируют по заданному содержанию в ней углекислого кальция (по титру), а также по требуемому коэффициенту насыщения и одному из модулей. Наиболее прост способ корректирования по содержанию углекислого кальция в смеси карбонатного и глинистого компонентов. Шлам признают пригодным для обжига, если его титр соответствует заданному. Необходимость корректирования шлама может возникать также и при недостаточном или избыточном содержании других компонентов (SiО2, Fe2О3). Состав шлама можно контролировать с помощью автоматического рентгеноспектрометра, ежечасно определяя содержание СаО, SiО2, A12О3 и Fe2О3. По результатам анализа вычислительная машина рассчитывает новые соотношения между сырьевыми компонентами, а также показатели дозирующих устройств для правильного питания сырьевых мельниц и получения шлама заданного состава. Важной характеристикой шлама является также его текучесть, зависящая от свойств исходных материалов, содержания в нем воды. Шлам должен обладать такой текучестью при минимальном содержании воды, при которой обеспечивалось бы нормальное протекание его по шламопроводам в печь для обжига. Снижение водосодержания в шламе с помощью разжижителей способствует значительной экономии топлива на обжиг клинкера и повышению производительности печных установок.
Корректируют и усредняют шламы в вертикальных цилиндрических резервуарах (шламбассейнах). Бассейны вертикального типа вместимостью 400-1000 м3 сооружают при значительной неоднородности исходного сырья. Они служат для усреднения шлама в относительно небольшом объеме, что обеспечивает быструю и хорошую гомогенизацию смеси. Перемешивание смеси в вертикальных бассейнах пневматическое.
Полученный усредненный шлам сливают в горизонтальные бассейны - горизонтальные железобетонные резервуары круглой формы диаметром до 25 м и больше при высоте 6-8 м, вместимостью 6000-8000 м3, оборудованные крановыми пневматическими мешалками для постоянного перемешивания шлама.
Готовый шлам из горизонтальных бассейнов подается дозирующими устройствами во вращающуюся печь на обжиг.
Обжиг сырьевой смеси
Для обжига сырьевой смеси при мокром способе производства применяют вращающиеся печи длиной 150-185 м и диаметром 4-5 м (рис.2).
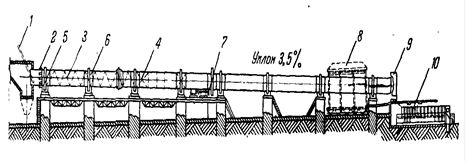
Рис. 2. Вращающаяся печь 5×185 м: 1 - течка; 2 - фильтр- подогреватель; 3 - цепная завеса; 4 - теплообменники; 5- бандажи; 6 - подбандажные обечайки; 7 - привод печи; 8 - орошающее устройство; 9 - головка печи; 10 - холодильник.
В настоящее время основную массу клинкера обжигают в печах размерами 4,5×170 и 5×185 м. Они рассчитаны на суточную производительность по клинкеру 1200 и 1800 т. Удельный расход теплоты 6100-7600 кДж/кг, удельный расход электроэнергии по печной установке 25-26 кВт·ч/т клинкера.
Корпус печи - барабан длиной 185 м, сваренный из стальных обечаек, устанавливается на фундаменте с уклоном по длине 3-40, На нем закреплены бандажи, опирающиеся на роликовые опоры, а также венцовая шестерня, через которую печь приводится во вращение электродвигателем. Частота вращения обычно 0,5-1,2 об/мин, но она может изменяться. Приподнятая часть печи является холодным концом, входящим в пылеосадительную камеру через уплотняющее устройство, которое препятствует подсосу наружного воздуха. Для защиты от воздействия горячих газов и уменьшения теплопотерь корпус печи изнутри футеруют. Огнеупорные материалы для этой цели выбирают с учетом температуры газов в разных зонах печи, а также основности обжигаемого материала. Широко применяют шамотный и многошамотный кирпич, а также высокоглиноземистые и талькомагнезитовые огнеупоры. Для зоны спекания преимущественно используют хромомагнезитовый, периклазошпинелидный и магнезитохромитовый кирпич.
В печной агрегат входят также шламовый питатель, пылеосадительная камера, электрофильтры для очистки дымовых газов от пыли, дымосос, горячая головка печи, вентилятор для подачи в печь смеси воздуха с угольным порошком, колосниковый холодильник переталкивающего типа, предназначенный для охлаждения клинкера.
Одним из элементов печи являются встроенные в них разного вида теплообменники для интенсификации процессов теплоотдачи от печных газов обжигаемому материалу. В качестве теплообменников применяют фильтры-подогреватели, образуемые, в частности, плотно навешенными цепями на протяжении 5-7 м длины печи вблизи ее холодного конца. Печные газы фильтруются через цепи, смоченные шламом, нагревают его, а сами обеспыливаются. Используют подогреватели и других конструкций. Кроме того, устраивают цепные завесы в холодном конце до участка печи, где температура газов не превышает 700-8000С. Длина цепей может достигать 2 км и более. Цепные завесы состоят из цепей, подвешенных в одной (свободновисящие) или в двух точках (гирлянды). Чаще всего применяют комбинированную навеску цепей. В цепной зоне материал подсушивается до влажности 8-12%. В зонах с температурой газов 700-11000С устанавливают и другие теплообменники (ячейковые, цепные, экранирующие и т. п.), изготовляемые из жароупорного металла или керамических огнеупоров.
Вращающаяся печь работает по следующей схеме.
Шлам из шламбассейна перекачивается насосом в распределительный бак, установленный над печью. Отсюда он через ковшовый питатель или автоматический шламопитатель поступает в печь.
С противоположной стороны в печь вентилятором нагнетается уголь в виде пылевоздушной смеси, которая поступает из углепомольного отделения, размещаемого обычно вблизи печного агрегата. Попадая в раскаленное пространство, уголь воспламеняется. Образующиеся дымовые газы проходят через всю печь, отдавая свою теплоту обжигаемому материалу. По выходе из печи газы с температурой 150-2000С направляются через соединительную (пылеосадительную) камеру в электрофильтры для очистки от пыли. К этим печам обычно устанавливают горизонтальные электрофильтры со степенью очистки 96-98 %. Содержание пыли в очищенных газах по санитарным нормам не должно превышать 0,09 г/м3. Расход электроэнергии на очистку 1000 м3 газа 0,13-0,2 кВт·ч.
Очищенные газы дымососом через трубу выбрасываются в атмосферу. Уловленная пыль в зависимости от ее свойств используется по-разному. Если по химическому составу она мало отличается от шлама, то тем или иным способом ее возвращают в печь. При повышенном количестве в пыли щелочных соединений ее можно использовать в качестве местного вяжущего. При значительном содержании калийных соединений пыль применяют иногда в качестве удобрения в сельском хозяйстве.
Шлам, проходя через печь и подвергаясь воздействию газов все более высокой температуры, претерпевает ряд физических и физико-химических превращений. При 1300-15000С материал спекается, причем образуются клинкерные зерна размером до 15-30 мм и больше. Пройдя зону высоких температур, клинкер начинает охлаждаться потоками более холодного воздуха, поступающего из холодильника. Из печи он выходит с температурой 1000-11000С и направляется в колосниковый холодильник. Здесь он охлаждается до температуры 30-500С воздухом, проходящим через слой материала толщиной 20-25 см. Нагретый воздух из первого отделения холодильника частично направляется в зону горения топлива, а частично выбрасывается в атмосферу.
Охлажденный клинкер при периодических возвратно-поступательных движениях подвижных колосников перемещается вдоль холодильника и попадает на колосниковый грохот и далее в дробилку и бункер. Сюда же направляются и мелкие фракции клинкера, провалившиеся между колосниками, а также прошедшие через ячейки грохота.
В настоящее время на заводах, оснащенных вращающимися печами с часовой производительностью 25-100 т клинкера, преимущественно применяют колосниковые холодильники "Волга". Вращающиеся печи меньшей производительности оснащены так называемыми рекуператорными холодильниками клинкера.
Измельченный клинкер металлическими ячейковыми вибрационными и другими транспортерами подается на склад. Хранят клинкер в закрытых или открытых складах с учетом климатических условий. В последнее время для хранения клинкера используют силосные склады. Их вместимость рассчитана на трех - пятисуточную выработку предприятия. Организация складов той или иной вместимости определяется не только колебаниями в сбыте продукции, но иногда и необходимостью улучшить свойства клинкера. Известно, что во время его хранения (магазинирования) свободный оксид кальция, иногда содержащийся в материале, гасится влагой воздуха. Кроме того, если в клинкере имеется некоторое количество плохо стабилизированного β-C2S он переходит в γ-C2S. Эти процессы обычно благоприятно отражаются на размалываемости клинкера. Клинкер вращающихся печей, будучи хорошо обожжен и охлажден, может и не нуждаться в магазинировании, клинкер же шахтных печей приходится подвергать вылеживанию.
Со складов с помощью транспортных механизмов клинкер и добавки подают в бункера цементных мельниц для помола.
Процессы, протекающие при обжиге клинкера во вращающихся печах
Обжиг сырьевой смеси и получение клинкера сопровождаются сложными физическими и физико-химическими процессами, в результате которых из исходных компонентов образуются спекшиеся зерна, состоящие в основном из минералов C3S, β-C2S, C3A, C4AF и стекловидной фазы. Характер процессов, протекающих в сырьевой смеси, определяется температурой обжига. При этом необходимо обеспечить условия, способствующие получению клинкера с монадобластической микроструктурой, характеризующейся равномерным распределением в его объеме хорошо закристаллизованных алита и белита. Этому способствует повышенный коэффициент насыщения сырьевой смеси и оптимальная продолжительность выдержки клинкера в зоне высоких температур.
Шлам, попадая в печь, подвергается воздействию дымовых газов, имеющих значительную температуру (300-6000С). При этом начинается энергичное испарение воды, сопровождаемое постепенным загустеванием шлама. В дальнейшем, когда значительная часть воды уже испарилась, образуются крупные комья, которые затем распадаются на более мелкие частицы вследствие ухудшения связующих свойств глиняного компонента, а также разрыхляющего воздействия цепей.
При последующем движении по длине печи материал попадает в область более высоких температур. При 400-5000С в материале выгорают органические примеси и начинается дегидратация каолинита и других глинистых минералов с образованием Al2О3·2SiО2. Удаление из глины гидратной воды сопровождается потерей пластичности и связующих свойств, что приводит к распаду образовавшихся ранее комьев материала в подвижный порошок. Все эти процессы проходят в печи до температуры материала примерно 600-7000С. Участок печи, где вода испаряется и материал высыхает, называется зоной сушки.
Следующая зона, где происходит дегидратация глины и идет дальнейшее нагревание материала до 700-8000С, называется зоной подогрева. Эти две зоны занимают до 50-55 % длины печи.
При 750-8000С и выше в материале начинаются реакции в твердом состоянии между его составляющими. Вначале они едва заметны, однако с повышением температуры материала до 10000С и более интенсивность их резко возрастает. При 8000С в результате взаимодействия между компонентами, находящимися в твердой фазе, начинается сцепление отдельных частичек порошка и образование гранул разного размера. Повышению интенсивности реакций в твердом состоянии способствует тонкое измельчение материала и тесное смешение компонентов. При реакциях в твердом состоянии между карбонатом кальция и продуктами распада глинистых минералов образуются β-2CаО·SiO2, СаО·А12O3 и 2СаО·Fe2O3.
При 900-10000С резко усиливается разложение СаСО3 с образованием СаО и СО2. Участок печи, где разложение углекислого кальция идет наиболее интенсивно, т.е. в пределах 900-11000С, называется зоной кальцинирования. В этой зоне печи потребление теплоты наибольшее. Это обусловлено тем, что разложение СаСО3 является эндотермической реакцией, идущей с большим поглощением теплоты (1780 кДж на 1 кг СаСО3).
На участке вращающейся печи, где температура материала достигает 1000-11000С и где основная масса СаСО3 уже превратилась в свободную окись кальция и частично в C2S, СА и C2F (конец зоны кальцинирования), резко возрастает интенсивность реакций в твердом состоянии.
Реакции образования силикатов, алюминатов и ферритов кальция являются экзотермическими. В связи с этим интенсивное образование указанных соединений сопровождается значительным выделением теплоты (до 420 кДж на 1 кг клинкера), что приводит к интенсивному повышению температуры материала на 150-2000С на коротком участке печи (в несколько метров). Этот участок печи получил название экзотермической зоны. В зоне кальцинирования, особенно в экзотермической зоне, с повышением температуры материала возрастает скорость образования C2S, а также перехода СА в С5А3 и далее в С3А. К концу экзотермической зоны температура материала достигает примерно 13000С. К этому времени он состоит преимущественно из C2S, C3A, C4AF или C2F и некоторого количества СаОсвоб. При 13000С начинается спекание материала вследствие образования в нем расплава в количестве 20-30% объема начавшей спекаться массы. В начальный момент спекания в расплав переходят С3А, C4AF, MgO и СаО, в дальнейшем в нем начинает растворяться и двухкальциевый силикат C2S. При этом в жидкой фазе создаются благоприятные условия для образования основного минерала портландцемента - трехкальциевого силиката C3S из C2S и СаО. Это соединение плохо растворимо в расплаве, вследствие чего оно выделяется из него в виде мелких кристаллов, которые в последующем могут значительно увеличиваться в размерах. Выделение из расплава C3S сопровождается понижением в нем концентрации C2S и СаО, что приводит к переходу в расплав новых порций этих веществ, оставшихся в твердом состоянии в общей массе материала. Это, в свою очередь, обусловливает дальнейший ход процесса образования в расплаве и выделения из него С3S до почти полного связывания СаОсвоб. с C2S. Как уже отмечалось ранее, трехкальциевый силикат выделяется из расплава вместе с небольшими количествами А12О3 и MgO, образуя с ними твердый раствор, который называют алитом.
Участок печи, где проходит спекание материала и образование алита, называется зоной спекания. Здесь материал нагревается примерно от 1300 до 14500С, что способствует более быстрому усвоению СаО двухкальциевым силикатом и образованию алита. Оптимальная температура спекания зависит в основном от свойств исходных материалов, наличия в них различных примесей, тонкости измельчения и однородности смеси. Выдерживать материал при оптимальной температуре спекания нужно с надлежащей точностью, так как это отражается на качестве клинкера: с одной стороны, увеличение продолжительности выдержки материала в зоне спекания способствует более полному усвоению СаО, что улучшает качество клинкера; с другой, - оно может вызвать чрезмерное укрупнение кристаллов алита, отрицательно сказывающееся на его свойствах. Портландцементы с высокими физико-механическими показателями получают из клинкеров, в которых алит и белит характеризуются благоприятной кристаллической структурой, а содержание неусвоенного СаО не превосходит 0,5-1%.
Температура образования жидкой фазы и ее количество зависят от тех компонентов сырья, которые в процессе обжига образуют минералы-плавни (С3А, C4AF). Однако их содержание в клинкере ограничивается, так как при повышенном их количестве прочностные характеристики и стойкость затвердевшего портландцемента ухудшаются.
Для ускорения процесса клинкерообразования, особенно при изготовлении клинкеров с высоким содержанием C3S, применяют специальные добавки-минерализаторы (фтористый кальций CaF2, кремнефтористые натрий Na2SiF6 или магний MgSiF6, оксид железа в виде руды или колчеданных огарков, гипс и фосфогипс и др.).
После зоны спекания обжигаемый материал переходит в зону охлаждения -последний участок печи, где полученный клинкер охлаждается воздухом от 13000С до температуры, при которой выходит из печи (1000-11000С). До температуры примерно 13000С в нем присутствует еще жидкая фаза и продолжается реакция усвоения СаО и образования C3S. Затем жидкая фаза застывает и спекание заканчивается.
Обычно при охлаждении клинкера с 1450 до 13000С и ниже жидкая фаза в нем застывает частично в виде стекла, частично же при этом происходит кристаллизация из расплава С3А, C4AF, а также MgO (в виде периклаза). Степень закристаллизованности расплава зависит от скорости охлаждения материала после его выхода из зоны спекания.
Охлажденный клинкер в основном состоит из кристаллов минералов-силикатов (алита и белита) и промежуточного вещества, в которое входят стекло, минералы-плавни (С4AF, С3А, C5A3, а также оксидов кальция и магния (в виде кристаллов).
В зависимости от скорости охлаждения изменяется не только содержание стекловидной фазы, но и размеры кристаллов периклаза MgO. Медленно охлажденные клинкеры содержат крупные кристаллы MgO (до 30-40 мкм), которые могут вызвать неравномерность изменения объема цемента. В быстроохлажденных клинкерах большое количество MgO остается в стекле, а остальная часть, переходя в мелкокристаллическое состояние (до 8-10 мкм), почти не оказывает отрицательного влияния на равномерное изменение объема цемента при твердении.
Обычно из медленно охлажденного клинкера получается цемент с пониженной активностью, что объясняется пониженным содержанием стекловидной фазы. Цемент с высоким содержанием стекла часто обладает повышенной сульфатостойкостью вследствие того, что содержание трехкальциевого алюмината (в виде кристаллов) в нем снижается. Это следует учитывать при выборе клинкеров для изготовления сульфатостойких цементов и не ограничиваться данными о количестве С3А, получаемом расчетом по химическому составу. Цементы с повышенным содержанием стекла в клинкере характеризуются повышенной экзотермией.
Помол клинкера с добавками
Клинкер после охлаждения на промежуточном складе подается в расходный бункер, дозируется и направляется на помол.
Гипсовый камень с влажностью 9% со склада подается на первичное дробление в щековую дробилку, затем на вторичное дробление в молотковую дробилку. Подробленный гипсовый камень подсушивается в барабанной сушилке, направляется в расходный бункер, дозируется и направляется на помол.
Трепел с влажностью 10% со склада подается на двухстадийное дробление. Если используется плотная (камневидная) разновидность трепела, то первичное дробление осуществляется в щековой дробилке, а вторичное дробление в молотковой дробилке. Если используется рыхлая разновидность трепела, то первичное и вторичное дробление осуществляются в валковых дробилках. Подробленный трепел подсушивается в барабанной сушилке, направляется в расходный бункер, дозируется и направляется на помол.
Для помола клинкера с добавками применяют почти исключительно шаровые мельницы производительностью до 50-100 т/ч и более.
Клинкер размалывают по открытому или замкнутому циклу с применением одностадийного, а иногда и двухстадийного измельчения.
Длина шаровых мельниц, работающих по открытому циклу и называемых трубными (рис.3), в несколько раз превышает их диаметр (в 4-5 раз).
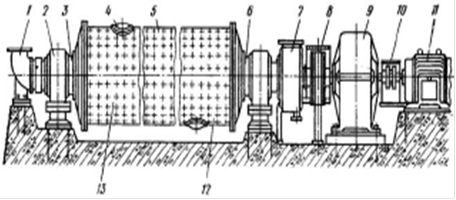
Рис. 3. Трубная мельница 1,5×5,6 м: 1 - загрузочная воронка, 2 - роликоопора, 3 - загрузочная часть, 4 - люк, 5 - барабан, 6 - разгрузочная часть, 7 - кожух разгрузки, 8 - эластичная муфта, 9 - редуктор, 10 - пальцевая муфта, 11 - электродвигатель, 12, 13 - камеры помола
На заводах применяют мельницы размерами 4×13,5, 3,2×15, 2,6×13 м и др. Их производительность при помоле клинкера до остатка 8-10% на сите № 008 достигает соответственно 90, 50, 25 т/ч. Первые две мельницы могут переключаться также на работу в замкнутом цикле с сепаратором. Трубные мельницы разделяют по длине дырчатыми перегородками на две, три и более камер. В многокамерные мельницы загружают шары нескольких размеров и цильпебс (цилиндрики) одного или двух размеров. При этом необходимо соответствие между удельной поверхностью мелющих тел и размалываемого материала во всех камерах. В первую камеру, где дробятся крупные зерна, помещают обычно более крупные стальные шары диаметром 60-120 мм (в зависимости от размера зерен поступающего клинкера). Вторую камеру заполняют шарами размером 40-60 мм, а третью - мелкими шарами 20-30 мм или цильпебсом размером 20-25 мм.
Большое влияние на производительность мельниц оказывает степень заполнения камер мелющими телами. Обычно камеру грубого измельчения заполняют на 26-32, среднего - на 26-30 и тонкого - на 24-30%. Однако правильность подбора мелющих тел и степень наполнения при помоле тех или иных материалов должны проверяться по эффективности работы мельницы. Расход мелющих тел при помоле известняка и клинкера вращающихся печей составляет ориентировочно 0,8 кг на 1 т продукта.
В шаровых мельницах с гладкими бронеплитами, загруженных шарами различного диаметра, мелющие тела во время работы расслаиваются тем больше, чем больше разница диаметров шаров. При этом более крупные шары скапливаются обычно у выходного конца той или иной камеры. Чтобы предотвратить это, мельницы футеруют сортирующими броневыми плитами. В этом случае барабан делят обычно на две камеры, причем камеры грубого и среднего измельчения объединяют в одну и загружают ее шарами различного диаметра. Сортирующие броневые плиты имеют ступенчатый профиль, благодаря чему внутри мельницы образуются конические кольца с углом подъема в сторону разгрузки материала, зависящим от диаметра шаров. Сортирующая конусно-ступенчатая футеровка обеспечивает непрерывную классификацию мелющих тел по длине мельницы, а также необходимую пропорциональность между размером мелющих тел и частицами измельчаемого материала.
При помоле материалов наблюдается значительное выделение теплоты, вызывающее нагревание мелющих тел и материала до 120-1500С и более, что отрицательно сказывается на производительности помольных установок. В связи с этим размалывать следует только холодный клинкер. Кроме того, большое значение приобретают приемы, способствующие уменьшению температуры материала при его измельчении. Для этого применяют вентиляцию мельниц, а также впрыскивают в них воду. Иногда используют и орошение водой корпуса мельницы снаружи. Вентиляция достигается просасыванием через барабан воздуха со скоростью 0,5-0,7 м/с с помощью аспирационной установки, в состав которой входят вентилятор, циклоны, а также рукавные фильтры или электрофильтр. В последних улавливаются тонкие частички, присоединяемые обычно к общей массе продукта.