Электрошпалоподбойки (рис.10.14, табл.10.2) применяются для уплотнения балласта под шпалами и брусьями. Уплотнение происходит в результате вибрации подбивочного полотна, погруженного в балласт ниже постели шпалы. Вибрацию создает дебаланс (внецентренный груз), который насажен на вал электродвигателя. Подбивочные полотна сменные и имеют различную форму для песка и щебня. Подбойки снабжены амортизаторами, снижающими вибрацию на рукоятках, за которые ее держит монтер пути.
Рельсорезные станки РМ-3 (масса с грузами 104кг) и РМ-5Г (масса 80кг) осуществляют резку ножовочным полотном, закрепленным в рамке пильного механизма, которое совершает возвратно-поступательйые движения от кривошипно-шатунного механизма, приводимого в действие от электродвигателя. РМ-3 применяется для резки обычных рельсов, а РМ-5Г, кроме того, может использоваться и для закаленных рельсов.
Рельсорезный станок РМ-5Г (рис.10.15) отличается от РМ-3 тем, что вместо подачи пилы двумя грузами она осуществляется гидравлическим цилиндром. На рельс станки крепятся зажимным приспособлением, состоящим из скобы, винта и ручки. В нерабочем положении
Таблица 10.2 Технические характеристики электрошпалоподбоек
| Показатель | ЭШП-6 | ЭШП-7 | ЭШП-9 |
| Напряжение тока, В | |||
| Номинальная мощность электродвигателя, кВт | 0,25 | 0,25 | 0,37 |
| Размеры, мм: | |||
| Длина | |||
| Ширина | |||
| Высота | |||
| Длина питающего кабеля, м | |||
| Масса, кг | 20,5 |
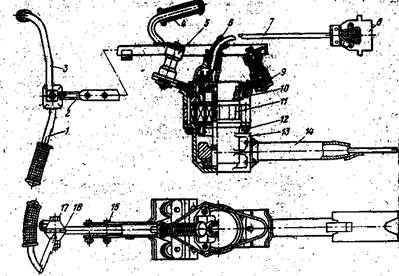
Рисунок 10.14 Электрошпалоподбойка ЭШП-9:
1 – нижняя ручка; 2 – регулирующая планка; 3 – верхняя ручка; 4 – переносная рукоятка;
5 – резинометаллический амортизатор; 6 – уплотняющая втулка; 7 – токопроводящий кабель; 8 – кабельная вилка; 9 – амортизационные ремни; 10 – верхняя крышка; 11 – статор; 12 – болты крепления статора;
13 – корпус вибратора; 14 – подбивочное полотно; 15 – болты крепления рамки; 16 – резиновый вкладыш;
17 – стяжной болт.

Рисунок 10.15 Рельсорезный станок РМ-5Г:
1 – кабельная вилка; 2 – направляющая стойка; 3 – фиксатор; 4 – нагрузочный рычаг;
5 – захват; 6 – ножовочное полотно; 7 – гидроцилиндр; 8 – ролик для перемещения станка;
9 – шатун; 10 – мотор-редуктор; 11 – рама.
пильная рама удерживается стойкой с фиксатором. После закрепления станка РМ-3 на рельсе включают электродвигатель. Поддерживая одной рукой грузодержатель, другой оттягивают кнопку фиксатора и осторожно опускают пильный механизм на головку рельса. Когда глубина распила достигает 2-3мм, на грузодержатель устанавливают нажимные грузы. Во время работы из бачка должна непрерывно подаваться охлаждающая жидкость. У станка РМ-5Г открывают вращением рукоятки запирающий клапан и опускают ножовочное полотно на головку рельса, запускают двигатель и рукояткой запирают клапан. Станок работает в автоматическом режиме до окончания распиливания рельса.

Рисунок 10.16 Рельсорезный станок РМК:
1 – винт для крепления захвата на рельсе; 2 – эксцентриковый захват; 3 – защитный кожух;
4 – режущий абразивный диск; 5 – фиксатор положения кожуха; 6 – двигатель; 7 – бензобак;
8 – приводные ремни; 9 – регулировочный винт захвата.
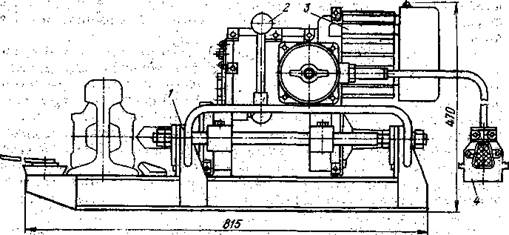
Рисунок 10.17 Рельсосверлильный станок РСМ-1:
1 – рама; 2 – переключатель; 3 – мотор-редуктор; 4 – кабельная вилка.
Рельсорезный станок РМК предназначен для резания объемнозакаленных рельсов, масса 30кг (рис.10.16). Станок снабжен абразивным режущим диском, крепится на головку рельса эксцентриковым захватом. Диск приводится во вращение от бензинового двигателя через ременную передачу. Защитный кожух устанавливается с помощью фиксатора.
Перед установкой станка на рельс шпальный ящик в зоне резания освобождается от балласта на глубину 200мм и длину 500мм для обеспечения свободного выхода абразивного диска.
Под обрезаемый короткий конец рельса заводятся подкладки так, чтобы он не наклонялся в сторону диска. Пускают двигатель и, перемещая режущую головку по направляющему пазу и поворачивая ее вокруг оси направляющей, производят разрезку рельса по всему сечению с одной стороны. Затем устанавливают режущую головку в другом направляющем пазу, а освободившийся паз закрывают защитной крышкой и дорезают рельс с обратной стороны. Все движения режущей головки должны быть возвратно-поступательными, а усилие подачи диска не должно нарушать его установившееся вращение. В случае остановки диска из-за заклинивания в прорезе рельса диск должен быть немедленно из него извлечен.
Рельсосверлильный станок 1024-В массой 33кг предназначен для сверления отверстий в шейке рельсов без объемной закалки, а РСМ-1 массой 63кг (рис. 10.17) - во всех рельсах. Крепятся станки на подошву рельса поворотом подвижного зажима. В станке 1024-В сверло подается вручную винтовым механизмом с трещоточным ключом, а у РСМ-1 - автоматически. Бачок с охлаждающей жидкостью устанавливается на рельсе и закрепляется двумя скобами.
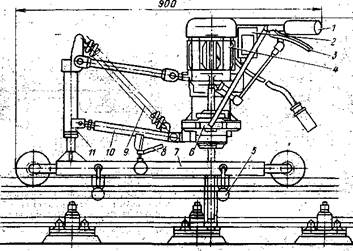
Рисунок 10.18 Шуруповерт ШВ-2М:
1 – рукоятка; 2 – переключатель; 3 – рычаг переключения скорости; 4 – электродвигатель;
5 – предохранительный ролик; 6 – редуктор; 7 – тележка; 8 – фиксатор; 9 – пружина;
10 – тяга; 11 – колонка.
Шуруповерт ШВ-2М (рис.10.18) и ШВ-3 массой 63 и 51кг используют для завертывания и отвертывания шупуров, гаек клеммных и закладных болтов. Сменные наконечники с прямоугольным отверстием под головку шурупа и шестигранным под гайку надеваются на шлицевый конец щпинделя. На правой рукоятке размещается переключатель, обеспечивающий включение и реверсирование электродвигателя. Шуруповерты имеют две скорости вращения с переключающим рычагом.
Путевой гаечный ключ ПГК-1 массой 22кг (рис.10.19) предназначен для завинчивания и отвинчивания гаек клеммных и закладных болтов. В начале гайка завинчивается непрерывно, а затем докручивается ударно-поворотным воздействием. При раскручивании сначала дополнительное сопротивление преодолевается ударно-поворотным воздействием, а затем гайка отвертывается непрерывно. Ударное воздействие сопровождается характерными щелчками в шпинделе ключа.
Рельсошлифовальный станок МРШ-3 массой 9,5кг (рис.10.20) применяется для
зачистки наплавленных концов рельсов, крестовин, остряков, сварных стыков. Зачистка металла производится абразивным шлифовальным кругом, прикрепленным к валу электродвигателя. Шлифовальный круг закрыт защитным кожухом.

Рисунок 10.19 Путевой гаечный ключ ПГК:
1 – корпус с электродвигателем и редуктором; 2 – рукоятка; 3 – палец; 4 – рама с подвеской;
5 – фиксатор положения ключа; 6 – ось опорного ролика; 7 – вилка; 8 – переключатель.

Рисунок 10.20 Рельсошлифовальный станок МРШ-3:
1 – кабель с вилкой; 2 – двухполюсный выключатель; 3 – электродвигатель; 4 – вал редуктора электродвигателя; 5 – защитный кожух; 6 – зажимная шайба; 7 – корончатая гайка; 8 – шлифовальный круг.

Рисунок 10.21 Рельсошлифовальный станок РТ-3:
1 – маховик; 2 – выключатель; 3 – рама; 4 – электродвигатель; 5 – привод шдифовального круга; 6 – рычаг; 7 – ручка зажима; 8 – ролики поддерживающие; 9 – ползун; 10 – ролики подвижные; 11 – ручка для подуклонки.
Таблица 10.3 Возможные неисправности электрического путевого инструмента
| Неисправность | Причина | Способ устранения |
| При включении электродвигатель не работает | Нет напряжения в сети; перегорели предохранители; нет контакта в переключателе | Устранить неисправность сети, заменить предохранители, исправить переключатель |
| При включении перегорают предохранители | Короткое замыкание в переключателе, кабеле или в обмотке статора | Прозвонить кабель, осмотреть переключатель; отправить механизм в ремонт |
| При включении электродвигатель гудит, ротор не вращается или вращается медленно | Нет контакта на одной из фаз переключателя; неисправен предохранитель; обрыв одной из фаз | Исправить переключатель или поставить новый; отправить механизм в ремонт |
| При прикосновении к корпусу механизма бьет током | Замыкание на корпус | Устранить неисправность изоляции или отправить механизм в ремонт |
| Электродвигатель сильно перегревается | Перегрузка электродвигателя | Уменьшить нагрузку, проверить исправность рабочего органа |
| Увлажнена обмотка | Просушить обмотку | |
| Междувитковое замыкание в обмотке | Отправить механизм в ремонт | |
| Подшипники сильно греются или шумят | Мало смазки или неисправен подшипник | Смазать или заменить подшипник |
Рельсошлифовальные станки на тележках РТ-3, РТ-2М имеют массу соответственно 68,5 и 75кг и используются для снятия бокового наката на рельсах, стрелочных переводах, доведения профиля до номинальных размеров после наплавки. Станки выполнены по единой конструктивной схеме, но на РТ-2М установлен двигатель внутреннего сгорания, а на РТ-3 - электродвигатель (рис. 10.21). Положение шлифовального круга по высоте и его наклон относительно рельса устанавливаются маховиками или ручками. Обеспечивается также поперечное перемещение шлифовального круга.
Перед работой электрического инструмента необходимо: проверить надежность креплений узлов и деталей и при необходимости подтянуть гайки; проверить наличие смазки в картере, подшипниках на трущихся деталях; устранить перекручивание кабеля; зачистить контактные штыри кабельной вилки и плотно закрепить их в изоляторе; проверить надежность контакта заземляющей жилы кабеля с корпусом кабельной вилки и корпусом электродвигателя; проверить
соответствие напряжения в сети технической характеристике инструмента; убедиться в исправности рабочих органов, при необходимости заменить их; опробовать работоспособность инструмента на холостом ходу.
После окончания работ следует очистить инструмент от пыли и грязи, насухо вытереть корпус, смазать неокрашенные части, подводящий кабель свернуть в бухту. Хранят инструмент в сухом месте.
Некоторые неисправности электрического путевого инструмента приведены в табл.10.3.