13.1 Автоматизация ямных пропарочных камер.
Автоматизация ямной пропарочной камеры
6.1. Анализ технологического процесса и его аппаратурного оформления с точки зрения задач автоматизации
Процесс твердения бетона является лимитирующей стадией производства бетонных и железобетонных изделий, поэтому ускорение этого процесса дает значительный экономический эффект. Так как скорость процесса твердения зависит главным образом от температуры, то тепловлажностную обработку следует проводить при повышенной температуре (по сравнению с температурой, при которой происходит твердение в естественных условиях).
Режимы тепловлажностной обработки.
На длительность тепловой обработки также оказывает влияние массивность изделий. С увеличением массивности возрастает температурный перепад между наружными и внутренними слоями бетона, увеличивается величина температурных напряжений и вероятность возникновения температурных деформаций. На графике режима тепловлажностной обработки (рис. 1, б) дано изменение температуры среды в установке t ср, температура поверхности изделия t п зависит от интенсивности теплообмена в установке и следует за температурой среды с отставанием. Температура центра бетонного изделия t ц1, зависит от коэффициента теплопроводности материала л и толщины изделия: для тонких изделий t ц1 незначительно отстает от  t п, перепад температур поверхность — центр
t п, перепад температур поверхность — центр  , невелик. Температура центра толстого массивного изделия t ц2 значительно отстает от tп, перепад температур
, невелик. Температура центра толстого массивного изделия t ц2 значительно отстает от tп, перепад температур  может превысить предельно допустимую величину (принято
может превысить предельно допустимую величину (принято  ) структура изделия будет нарушена.
) структура изделия будет нарушена.
Для предотвращения этого явления применяют ступенчатый режим обработки (рис.1,в). В период нагрева и охлаждения вводят одно или несколько промежуточных выдерживаний ( ), позволяющих довести температурный перепад Δ t до допустимых величин.
), позволяющих довести температурный перепад Δ t до допустимых величин.
Для восприятия теплового воздействия без нарушения структуры бетон должен обладать начальной (критической) прочностью, для чего его предварительно выдерживают при температуре окружающей среды. Быстрый нагрев после формования приводит к преждевременному уплотнению оболочки вокруг зерен цемента, прекращению диффузии раствора, замедлению реакций, к недоиспользованию цемента.
Скорость прогрева бетонных изделий зависит от начальной прочности бетона, пластичности бетонной смеси, размеров и модуля открытой поверхности.
Независимо от толщины изделия в первый час подогрева скорость подъема температуры назначают 10…15, второй 15…25, третий 25…35 °С/ч.
Сравнивая скорости нагрева двух этапов периода  (рис. 1, б), следует отметить, что
(рис. 1, б), следует отметить, что  <
<  (угол на графике определяет скорость нагрева). Это обусловлено увеличением прочности бетона в период
(угол на графике определяет скорость нагрева). Это обусловлено увеличением прочности бетона в период  по сравнению с периодом и его способностью выдерживать более высокие термические напряжения.
по сравнению с периодом и его способностью выдерживать более высокие термические напряжения.
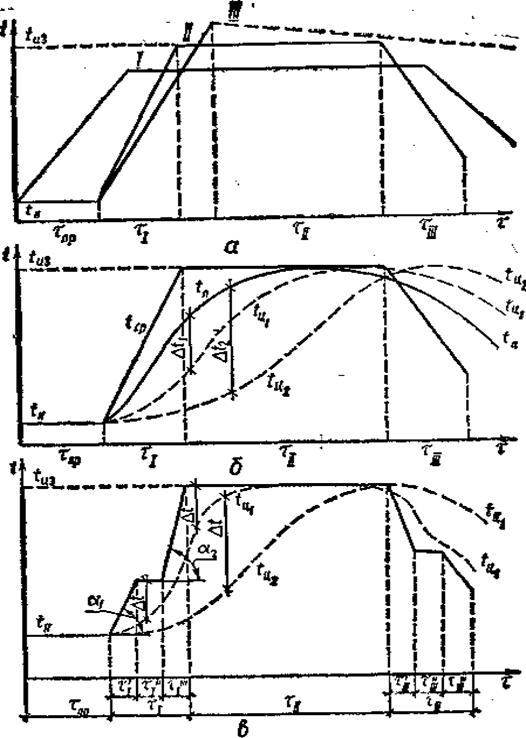
Рис. 57. Графики режимов тепловой обработки бетонов
а — варианты режима тепловой обработки; б — прогреваемость изделий