8.1 Контроль за соблюдением предельно допустимых выбросов в атмосферу при нанесении антикоррозионных материалов должен осуществляться согласно
РД-13.020.00-КТН-384-09.
8.2 Требования охраны окружающей среды на этапе проектирования, строительства, эксплуатации, капитального ремонта и реконструкции подземного трубопровода и оборудования установлены в НД ОАО «АК «Транснефть».
8.3 Обращение с отходами, образующимися при нанесении антикоррозионных материалов, должно осуществляться в соответствии с РД-07.00-74.20.55-КТН-001-1-05.
8.4 Порядок получения разрешительной природоохранной документации подрядными организациями должен производиться в соответствии с требованиями
РД-13.020.00-КТН-007-14.
Требования к сырью, материалам, покупным изделиям
9.1 При поставке компонентов АКП предприятие-поставщик должен представить технические данные (инструкцию) на компоненты АКП, в том числе:
- соотношение компонентов и жизнеспособность антикоррозионных материалов после смешения (для двухкомпонентных материалов);
- режимы нанесения и отверждения АКП (каждого слоя и АКП в целом);
- допустимое время отверждения антикоррозионного материала до возможности попадания влаги (время высыхания до степени 3 по ГОСТ 19007) и пыли на поверхность АКП (время высыхания до степени 1 по ГОСТ 19007);
- оборудование для нанесения материалов;
- требования безопасности при работе с материалами.
9.2 Предприятие-поставщик системы АКП должен предоставлять производителю работ дополнительную информацию по его запросу, в том числе согласно 7.2, необходимую для обеспечения нанесения АКП, соответствующего требованиям настоящего документа.
Комплектность
10.1 Компоненты АКП поставляются комплектно.
10.2 Каждая партия должна сопровождаться для каждого из компонентов сертификатом (паспортом) на поставку антикоррозионных материалов с указанием:
- наименования предприятия-изготовителя и его адреса;
- полного и сокращенного наименования компонентов;
- номера партии;
- даты окончания гарантийного срока хранения (надпись: «Дата окончания хранения»);
- результатов приемки и допустимого диапазона контролируемых величин в соответствии с требованиями технической документации предприятия-изготовителя.
10.3 Сертификат (паспорт) на поставку антикоррозионных материалов оформляется в соответствии с приложением А настоящего документа.
10.4 В комплекте с компонентами АКП должны быть:
- свидетельство о соответствии санитарно-эпидемиологическим и гигиеническим требованиям;
- разбавитель и растворитель для очистки оборудования, марки которых приводятся в сопроводительной документации предприятия-изготовителя системы АКП.
Маркировка
11.1 На наружную или внутреннюю поверхность изделий с заводским АКП в соответствии с требованиями ГОСТ 10692, ГОСТ 14192 и НД на непокрытые изделия должна наноситься основная маркировка с дополнительными данными, включающими:
- наименование (товарный знак) предприятия-изготовителя;
- номер партии и дату выпуска изолированных изделий (месяц, год – две последние цифры);
- обозначение ТУ на изделие с АКП;
- тип АКП;
- отметку ОТК о приемке продукции.
11.2 Маркировка должна быть выполнена с помощью трафарета или печати, которые создают четкие и несмываемые надписи красками длительного действия, обеспечивающими сохранность маркировки на период гарантированного срока хранения изделий.
Упаковка
12.1 Упаковка компонентов АКП должна соответствовать ГОСТ 9980.3 и технической документации предприятия-изготовителя.
12.2 Тара должна быть герметично закрыта, исключая время, необходимое для отбора проб. Транспортная тара должна обеспечивать сохранность свойств компонентов при транспортировании и в течение всего гарантийного срока хранения.
12.3 Вид транспортной тары для упаковки компонентов АКП определяют в соответствии с ГОСТ 9980.3.
Правила приемки
13.1 Для обеспечения соответствия АКП, наносимых на подземные трубопроводы и оборудование, требованиям настоящего документа должны проводиться:
- инспекция производства;
- квалификационные испытания;
- приемо-сдаточные испытания;
- периодические испытания;
- типовые испытания.
13.2 Условия проведения и технические требования к проведению инспекций и испытаний приведены в таблице 13.1.
Таблица 13.1 – Условия проведения и технические требования к проведению инспекций и испытаний
| № п/п | Вид испытаний | Характеристика испытания | Технические требования к проведению инспекций или испытаний (номер пункта настоящего документа) |
| Инспекция производства (только для российских предприятий-изготовителей) | Проводится на этапе включения продукции в Реестр ОВП и после окончания срока нахождения в Реестре ОВП | 13.4 | |
| Квалификационные испытания систем АКП | Проводятся на этапе включения продукции в Реестр ОВП и после окончания срока нахождения в Реестре ОВП | 13.5 | |
| Приемо-сдаточные испытания систем АКП | Проводятся при выпуске продукции в заводских условиях | 13.11 | |
| Периодические испытания систем АКП | Проводятся для контроля стабильности качества продукции, находящейся в Реестре ОВП, в лабораторных условиях каждые 24 месяца | 13.13 | |
| Типовые испытания систем АКП | Проводятся в лабораторных, заводских условиях при применении нового сырья или внесения изменений в технологический процесс изготовления компонентов АКП и их нанесения | 13.19 |
13.3 Испытания систем АКП должно проводиться в специально подготовленном помещении при соблюдении следующих требований:
- доступ к проведению визуального контроля 100 % поверхности образца с нанесенным АКП;
- подлежащая контролю поверхность должна рассматриваться под углом более 30° к плоскости объекта контроля и с расстояния до 600 мм;
- освещенность контролируемой поверхности – не менее 500 лк;
- температура окружающего воздуха при испытаниях – не менее 5 °С;
- относительная влажность окружающего воздуха при испытаниях – не более 80 %.
13.4 Для оценки технической оснащенности предприятия-изготовителя проводится инспекция производства в соответствии с ОР-03.120.20-КТН-111-14 по утвержденной ОАО «АК «Транснефть» программе проведения инспекции с участием представителей ОАО «АК «Транснефть».
13.5 Квалификационные испытания проводятся по ПМИ, утвержденной ОАО «АК «Транснефть».
13.6 При получении замечаний от ОСТ о выявлении брака нанесенного АКП, проводятся внеочередные испытания в объеме квалификационных.
13.7 В состав квалификационных испытаний АКП для антикоррозионной защиты подземных трубопроводов и оборудования на основе компонентов российского производства входит:
- проведение лабораторных испытаний;
- проведение заводских испытаний.
13.8 В состав квалификационных испытаний АКП для антикоррозионной защиты подземных трубопроводов и оборудования на основе компонентов иностранного производства входит:
- проведение лабораторных испытаний;
- проведение заводских испытаний на территории Российской Федерации.
13.9 Лабораторные испытания проводятся в испытательной лаборатории ООО «НИИ ТНН» или в независимой испытательной лаборатории, включенной в
Реестр испытательных лабораторий (центров), подтвердивших соответствие требованиям по проведению испытаний продукции, планируемой к поставкам на объекты
ОАО «АК «Транснефть», в соответствии с ОР-03.120.20-КТН-227-12, с участием специалиста ООО «НИИ ТНН», в соответствии с внутренним графиком, формируемым и утверждаемым ООО «НИИ ТНН» на основании заявок производителей на проведение лабораторных испытаний. Лабораторные испытания должны проводиться по всем показателям, приведенным в таблицах 6.1 – 6.4.
13.10 Заводские испытания включают испытания антикоррозионных материалов по всем показателям, приведенным в таблице 6.1, и испытания АКП по всем показателям, приведенным в таблице 6.2, также по показателям, приведенным в таблице 6.3 (строка 1 и 2 (при температуре испытаний (20±5) °С)).
13.11 Производитель антикоррозионных материалов проводит приемо-сдаточные испытания в заводских условиях по программе и методике приемо-сдаточных испытаний на покрытие. Производитель изделий с покрытием проводит приемо-сдаточные испытания в заводских условиях по программе и методике приемо-сдаточных испытаний на изделие, в котором должны быть учтены требования к испытаниям покрытий. Программы и методики приемо-сдаточных испытаний должны быть утверждены производителем, на программы и методики приемо-сдаточных испытаний должны быть оформлены положительные экспертные заключения ООО «НИИ ТНН».
13.12 Приемо-сдаточные испытания, проводимые производителем антикоррозионных материалов должны включать следующие виды контроля:
- контроль показателей качества антикоррозионных материалов по всем показателям, приведенным в таблице 6.1;
- контроль показателей качества АКП по всем показателям, приведенным в таблице 6.2, а также по показателям, приведенным в таблице 6.3 (строка 1 и 2 (при температуре испытаний (20±5) °С));
- контроль сопроводительной документации;
- контроль упаковки;
- комплектность поставки.
Приемо-сдаточные испытания, проводимые производителем изделий с покрытием должны включать контроль показателей качества АКП по всем показателям, приведенным в таблице 6.2, а также в таблице 6.3 (строка 1 и 2 (при температуре испытаний (20±5) °С)).
13.13 Периодические испытания проводятся для контроля стабильности качества продукции, находящейся в Реестре ОВП в соответствии с ОР-03.120.20-КТН-111-14. Периодические испытания проводятся по программе и методике периодических испытаний, разработанной и утвержденной предприятием-изготовителем, и согласованной с ОАО «АК «Транснефть» и ООО «НИИ ТНН».
13.14 ПМИ периодических испытаний должна быть разработана предприятием-изготовителем на основе типовой ПМИ, утвержденной ОАО «АК «Транснефть».
13.15 ПМИ периодических испытаний должна быть разработана предприятием-изготовителем с учетом особенностей применяемого испытательного оборудования. Если характеристики испытательного оборудования, влияющие на длительность испытаний, отличаются от характеристик, приведенных в таблице 6.4, то необходимо проводить перерасчет длительности испытаний.
13.16 Периодические испытания включают в себя лабораторные испытания. Периодические лабораторные испытания проводятся не реже одного раза в 24 месяца по всем показателям, приведенным в таблицах 6.2 – 6.4. Лабораторные испытания проводятся в испытательной лаборатории ООО «НИИ ТНН» или в независимой испытательной лаборатории, включенной в Реестр испытательных лабораторий (центров), подтвердивших соответствие требованиям по проведению испытаний продукции, планируемой к поставкам на объекты ОАО «АК «Транснефть», в соответствии с ОР-03.120.20-КТН-227-12, с участием специалиста ООО «НИИ ТНН».
13.17 Периодические испытания должны быть организованы предприятием-изготовителем антикоррозионных материалов.
13.18 Организация испытаний включает в себя подготовку образцов, передачу образцов в лабораторию и заключение договора на испытания. Подготовка и передача образцов на испытания должны производиться в присутствии представителей ООО «НИИ ТНН».
13.19 Типовые испытания проводятся при применении нового сырья или внесении изменений в технологический процесс. Типовые испытания проводятся по программе и методике типовых испытаний, разработанной и утвержденной предприятием-изготовителем, и согласованной с ООО «НИИ ТНН». Программа и методика типовых испытаний должна быть разработана предприятием-изготовителем на основе типовой программы, утвержденной ОАО «АК «Транснефть». Типовые испытания должны проводиться в
следующем объеме:
- при применении нового сырья или внесении изменений в технологический процесс производства антикоррозионных материалов должны проводиться лабораторные и заводские испытания;
- при внесении изменений в технологический процесс нанесения АКП должны проводиться заводские испытания.
13.20 Объем проведения квалификационных, приемо-сдаточных, периодических и типовых испытаний приведен в таблице 13.2.
13.21 Лабораторные испытания следует проводить на образцах, вырезанных из изолированных изделий, или на образцах-свидетелях. Лабораторные испытания проводятся в испытательной лаборатории ООО «НИИ ТНН» или в независимой испытательной лаборатории, включенной в Реестр испытательных лабораторий (центров), подтвердивших соответствие требованиям по проведению испытаний продукции, планируемой к поставкам на объекты ОАО «АК «Транснефть», в соответствии с ОР-03.120.20-КТН-227-12, с участием специалиста ООО «НИИ ТНН», в соответствии с внутренним графиком, формируемым и утверждаемым ООО «НИИ ТНН» на основании заявок предприятий-производителей на проведение лабораторных испытаний.
13.22 При подготовке образцов, вырезанных из изделий с АКП, не допускается осуществлять нагрев АКП до температуры выше 80 °С.
13.23 При подготовке образцов-свидетелей – металлических пластин с наружным АКП – механическая очистка поверхности пластин и нанесение на них защитного АКП должны осуществляться по тем же технологическим режимам, с применением тех же абразивных и изоляционных материалов, которые используются для механической очистки и изоляции изделий. При этом внешний вид, толщина и диэлектрическая сплошность АКП на образцах-свидетелях должны быть аналогичны АКП изделий.
Таблица 13.2 – Требования к объему проведения квалификационных, приемо-сдаточных, периодических и типовых испытаний
| № п/п | Наименование показателя | Виды испытаний | Методы испытаний | |||||
| Квалификационные | Приемо-сдаточные | Периоди-ческие | Типовые | |||||
| Лабора-торные | Заводс-кие | Лабора-торные | Заводские | |||||
| Показатели комплектности поставки | ||||||||
| 1.1 | Сопроводительная документация | - | + | - | - | - | + | |
| 1.2 | Упаковка компонентов | - | + | - | - | - | + | |
| 1.3 | Маркировка | - | + | + | - | - | + | |
| 1.4 | Комплектность поставки | - | + | - | - | - | + | |
| Показатели качества антикоррозионных материалов | ||||||||
| 2.1 | Внешний вид компонента | - | + | + | - | - | + | 14.3 |
| 2.2 | Вязкость компонента | - | + | + | - | - | + | 14.4 |
| 2.3 | Плотность компонентов антикоррозионных материалов | - | + | + | - | - | + | 14.5 |
| 2.4 | Коэффициент смешения | - | + | + | - | - | + | 14.6 |
| 2.5 | Жизнеспособность антикоррозионного материала после смешения основы и отвердителя | - | + | + | - | - | + | 14.7 |
| 2.6 | Время высыхания до степени 1 по ГОСТ 19007 | - | + | + | - | - | + | 14.8 |
| 2.7 | Время высыхания до степени 3 по ГОСТ 19007 | - | + | + | - | - | + | 14.8 |
| Исходные показатели качества системы АКП | ||||||||
| 3.1 | Внешний вид АКП | + | + | + | + | + | + | 14.9 |
| 3.2 | Толщина АКП | + | + | + | + | + | + | 14.10 |
| 3.3 | Диэлектрическая сплошность АКП | + | + | + | + | + | + | 14.11 |

Продолжение таблицы 13.2
| № п/п | Наименование показателя | Виды испытаний | Методы испытаний | |||||
| Квалификационные | Приемо-сдаточные | Периоди-ческие | Типовые | |||||
| Лабора-торные | Заводс-кие | Лабора-торные | Заводс-кие | |||||
| Показатели качества системы АКП, определяющие прочность АКП | ||||||||
| 4.1 | Адгезия АКП к стали | + | + | + | + | + | + | 14.13 |
| 4.2 | Прочность при ударе при температуре испытаний (20±5) °С | + | + | + | + | + | + | 14.14 |
| 4.3 | Прочность при ударе при температуре испытаний от минус (40±3) °С (минус (50±3) °С для АКП морозостойкого исполнения) до (40±3) °С | + | - | - | + | + | - | 14.14 |
| 4.4 | Сопротивление АКП пенетрации | + | - | - | + | + | - | 14.15 |
| 4.5 | Эластичность АКП при изгибе | + | - | - | + | + | - | 14.16 |
| Показатели качества системы АКП, определяющие долговечность | ||||||||
| 5.1 | Адгезия АКП к стали после 1000 ч выдержки в воде | + | - | - | + | + | - | 14.17 |
| 5.2 | Площадь катодного отслаивания АКП | + | - | - | + | + | - | 14.18 |

Окончание таблицы 13.2
| № п/п | Наименование показателя | Виды испытаний | Методы испытаний | |||||
| Квалификационные | Приемо-сдаточные | Периоди-ческие | Типовые | |||||
| Лабора-торные | Заводс-кие | Лабора-торные | Заводс-кие | |||||
| 5.3 | Переходное сопротивление АКП | + | - | - | + | + | - | 14.19 |
| 5.4 | Устойчивость АКП к термоциклированию | + | - | - | + | + | - | 14.20 |
| 5.5 | Устойчивость АКП к растрескиванию и отслаиванию | + | - | - | + | + | - | 14.21 |
| 5.6 | Стойкость АКП к воздействию светопогоды | + | - | - | + | + | - | 14.22 |
| 5.7 | Водопоглощение отслоенного АКП | + | - | - | + | + | - | 14.23 |
| 5.8 | Грибостойкость АКП | + | - | - | + | + | - | 14.24 |
| 5.9 | Поры на срезе АКП | + | - | - | + | + | - | 14.25 |
| Примечание – Знак «+» – испытание проводится, знак «–» – испытание не проводится. |

Методы контроля
14.1 Контроль показателей качества антикоррозионных материалов и их компонентов проводится на жидких пробах, отобранных из транспортной тары. Контроль показателей качества АКП проводится на образцах – стальных пластинах с нанесенным АКП. АКП, антикоррозионные материалы и их компоненты считают удовлетворительными, если по испытуемым показателям они соответствует значениям, приведенным
в таблицах 6.1 – 6.4.
14.2 Контроль показателей качества антикоррозионных материалов и их компонентов проводят на каждом материале, входящем в систему АКП.
14.3 Контроль наличия расслоений, сгустков и твердых частиц проводится визуально после открытия емкости с компонентом и перемешивания с помощью электрической мешалки в течение 10 мин. После перемешивания жидкий компонент должен представлять собой однородную массу без визуально различимых слоев. В компоненте должны отсутствовать визуально различимые сгустки. После перемешивания из емкости отбирают пробу объемом 10 мл и наносят ее на стеклянную пластину. После растекания компонента по поверхности в нем должны отсутствовать визуально различимые включения твердых частиц.
14.4 Контроль вязкости компонентов антикоррозионных материалов проводят на каждом компоненте, входящем в систему АКП. Вязкость определяется с помощью вискозиметра типа ВЗ-246 в соответствии с требованиями ГОСТ 8420 либо с помощью вискозиметра Брукфильда по ГОСТ 25271 [2]. Температура компонентов при испытаниях должна составлять (20,0±0,5) °С. Допускается определение вязкости в соответствии с технологической документации на материал.
14.5 Контроль плотности компонентов антикоррозионных материалов проводят на каждом компоненте, входящем в систему АКП. Плотность определяется с помощью пикнометра в соответствии с требованиями ГОСТ 31992.1. Температура компонентов при испытаниях должна составлять (20,0±0,5) °С. Компонент помещают в пикнометр и взвешивают, плотность вычисляют путем деления массы материала на объем пикнометра.
14.6 Контроль коэффициента смешения компонентов проводят на материале каждого слоя в процессе смешения компонентов (основы и отвердителя). Значение коэффициента смешения должно соответствовать требованиям технической документации предприятием-изготовителем.
14.7 Жизнеспособность определяют по ГОСТ Р 53653 на антикоррозионном материале каждого слоя после смешения компонентов (основы и отвердителя). Для определения жизнеспособности антикоррозионного материала измеряют вязкость материала непосредственно после смешения компонентов. Затем смесь выдерживают в течение времени, указанного в технической документации предприятием-изготовителем. После выдержки повторно измеряют вязкость. Температура компонентов при испытаниях должна составлять (20,0±0,5) °С. Результат испытаний является положительным, если вязкость материала после выдержки увеличивается не более чем в два раза.
14.8 Контроль времени высыхания проводят для каждого слоя АКП. Время высыхания до степени 1 определяется по ГОСТ 19007. За время высыхания до степени 1 по ГОСТ 19007 принимают время, после которого на поверхности АКП не остается следов при высыпании на поверхность 0,5 г стеклянных шариков диаметром от 100 до 355 мкм с высоты от 30 до 50 мм. Контроль времени высыхания до степени 3 определяется по ГОСТ 19007. На поверхность последовательно устанавливают лист бумаги (в соответствии с ГОСТ 9095 [3]) размерами 25х25 мм, резиновую пластину диаметром 22 мм и груз массой 200 г. Через 60 с груз и резиновую пластину снимают. Затем через 30 с снимают лист бумаги. За время высыхания до степени 3 по ГОСТ 19007 принимают время, после которого на листе бумаги не остается следов материала.
14.9 Контролю внешнего вида подвергают каждое изделие и каждый образец, предъявленный для испытаний. Внешний вид АКП оценивают визуально на каждом изделии без применения увеличительных средств или путем сравнения с эталонными образцами, утвержденными в установленном порядке.
14.10 Толщину АКП после полного отверждения АКП контролируют в соответствии с ГОСТ Р 51694 толщиномером, предназначенным для измерения толщины неферромагнитных покрытий на ферромагнитной подложке, с точностью ±5 %.
Контроль толщины АКП на изделии осуществляется не менее чем в
10 равноудаленных точках по длине изделия, начиная от края. Для изделия площадью до 1 м2 проводится не менее 10 измерений, свыше 1 до 10 м2 − не менее 20 измерений, свыше 10 м2 − не менее 30 измерений. Дополнительно проводится не менее двух измерений толщины на элементах механо-технологического оборудования площадью менее 0,1 м2.
При испытаниях на образцах контролю подвергают каждый образец, предъявленный для испытаний.
Измерения толщины на образцах проводят, отступив не менее чем 10 мм от краев образца, минимум в пяти точках по поверхности образца, расположенных в соответствии с рисунком 14.1.
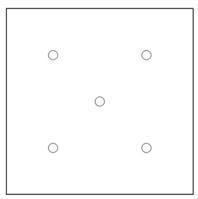
Рисунок 14.1 – Схема расположения точек измерения толщины
За результат измерений принимают среднее арифметическое всех измеренных показателей на каждом образце. Максимальные значения толщины АКП в отдельных точках измерений не должны превышать более чем на 10 % значение номинальной толщины АКП. Снижение толщины ниже номинального значения не допускается.
14.11 Определение диэлектрической сплошности АКП проводится согласно
ASTM G 62 [4] искровым дефектоскопом постоянного тока с погрешностью измерений ±5 %.
Контролю на диэлектрическую сплошность подлежит 100 % поверхности АКП каждого изделия, представленного на испытания за исключением неизолированных концевых участков и фасок.
Нарушение сплошности обнаруживается искрой, возникающей между стальной подложкой и электродом в дефектных местах АКП, а также посредством звукового или светового сигнала дефектоскопа.
14.12 При испытаниях на образцах измерения диэлектрической сплошности АКП проводят по всей поверхности образца, отступив не менее чем 10 мм от его краев. АКП считают удовлетворительным, если при расчетном значении напряжения пробой АКП отсутствует.
14.13 Исходную адгезию АКП к стали в зависимости от типа изоляционного АКП определяют одним из следующих методов:
- методом нормального отрыва (для жестких АКП);
- методом отслаивания полосы АКП под углом 90° (для эластичных покрытий).
Определение адгезии АКП к стали методом нормального отрыва и методом отслаивания полосы АКП под углом 90° при скорости отслаивания (10±3) мм/мин проводится в соответствии с требованиями ГОСТ 411, и по методиками в соответствии с приложением Б настоящего документа.
14.14 Определение прочности АКП при ударе при (20±5) °С, а также в диапазоне температур от минус (40±3) °С до (40±3) °С (для всех типов АКП) и при температуре минус (50±3) °С (для АКП морозостойкого исполнения) осуществляют с использованием образцов, вырезанных из изделий с АКП, или на образцах-свидетелях размерами (от 120 до 150)×(от 90 до 100)×(от 3 до 6) мм.
Для проведения испытаний при (20±5) °С образец для испытаний устанавливают в приспособление для определения прочности при ударе и производят контрольный удар. Измерение температуры образца осуществляют с помощью цифрового контактного термометра (термопары) с точностью ±1 °С. Расстояние между точками удара должно быть не менее 20 мм.
Проверку сплошности АКП в месте удара осуществляют искровым дефектоскопом при напряжении 10 кВ - для покрытий на основе полиуретановых материалов и полимочевины или 5 кВ/мм - для покрытий на основе эпоксидных материалов.
Для проведения испытаний в диапазоне температур образцы с АКП помещают в термошкаф или криокамеру, обеспечивающие автоматическое поддержание заданной температуры. Образцы нагревают или охлаждают до температуры на 2 °С – 3 °С выше или ниже температуры испытаний. После этого образец для испытаний устанавливают в приспособление для определения прочности при ударе и производят контрольный удар. Измерение температуры образца осуществляют с помощью цифрового контактного термометра (термопары) с точностью ±1 °С. Расстояние между точками удара должно быть не менее 20 мм.
Проверку сплошности АКП в месте удара осуществляют искровым дефектоскопом при напряжении 10 кВ - для покрытий на основе полиуретановых материалов и полимочевины или 5 кВ/мм - для покрытий на основе эпоксидных материалов.
Для каждой температуры испытаний подготавливаются не менее трех образцов с АКП, соответствующим требованиям к внешнему виду, толщине и диэлектрической сплошности.
14.15 Сопротивление АКП пенетрации (вдавливанию) при температуре испытаний (20±5) °С (для всех типов АКП), при температуре (40±3) °С (для Пк-40), (60±3) °С (для
Пк-60) и (80±3) °С (для Пк-80) определяют по методике ГОСТ Р 51164 (приложение Е). Количество параллельных испытаний должно быть не менее 3 шт. Для испытаний используют образцы, вырезанные из изделий с АКП, или же подготавливаются образцы-свидетели. Размеры образцов должны быть не менее (от 30 до 40)×33×(от 3 до 6) мм и соответствовать требованиям к внешнему виду, толщине и диэлектрической сплошности. Для проведения испытаний при повышенных температурах используют электрошкаф сушильный (или жидкостный термостат с терморегулятором), обеспечивающий поддержание заданной температуры с точностью не менее ±3 °С.
14.16 Определение эластичности АКП при изгибе осуществляется в соответствии с приложением В настоящего документа.
14.17 Адгезия АКП к стали после 1000 ч испытаний в воде при температуре (20±5) °С (для всех типов АКП), (40±3) °С (для Пк-40), (60±3) °С (для Пк-60) и (80±3) °С (для Пк-80), определяется на образцах, вырезанных из изделий с АКП, или же на образцах-свидетелях в соответствии с требованиями ГОСТ 411 и по методиками в соответствии с приложением Г настоящего документа.
14.18 Оценку устойчивости АКП к катодному отслаиванию при температурах испытаний (20±5) °С (для всех типов АКП), (40±3) °С (для Пк-40), (60±3) °С
(для Пк-60) и (80±3) °С (для Пк-80) осуществляют в соответствии с методикой ГОСТ Р 51164 (приложение В). Для испытаний отбирают образцы, вырезанные из изделий с АКП, или же подготавливаются образцы-свидетели с АКП размерами 100×100 мм. Для каждой температуры испытаний подготавливается не менее трех образцов с АКП, соответствующим требованиям к внешнему виду, толщине и диэлектрической сплошности.
В центре образца сверлят отверстие до образования в металле конического углубления сверлом диаметром 6 мм. Металл при этом не должен быть перфорирован.
Для расчета площади отслоившегося АКП каждого испытываемого образца используют среднеарифметическое значение радиуса участка отслаивания, измеренное в восьми радиальных направлениях от центра отверстия. Площадь отслаивания рассчитывают как разность площади отслоившегося АКП и площади исходного отверстия. За результат испытаний принимают среднее арифметическое значение площади катодного отслаивания, см2, трех испытанных образцов.
14.19 Переходное сопротивление АКП в 3 %-ном растворе хлорида натрия NaCl, исходное и после 100 сут испытаний, при температуре (20±5) °С (для всех типов АКП), а также после 30 сут испытания при температуре (40±3) °С (для Пк-40), (60±3) °С (для Пк-60) и (80±3) °С (для Пк-80) определяют в соответствии с методикой ГОСТ Р 51164
(приложение Г). Для испытаний отбирают образцы, вырезанные из изделий с АКП, или же подготавливаются образцы-свидетели размерами 100×100 мм с АКП, соответствующим требованиям к внешнему виду, толщине и диэлектрической сплошности.
14.20 Устойчивость АКП к термоциклированию в диапазоне температур от минус (50±3) °С до (20±5) °С и дополнительно от минус (60±3) °С до (20±5) °С (для АКП в морозостойком исполнении) оценивают по методике в соответствии с ГОСТ 31448 (приложение В).
14.21 Определение морозостойкости АКП осуществляется в соответствии с приложением Д настоящего документа.
14.22 Стойкость АКП к воздействию светопогоды оценивается по изменению величины адгезии АКП к стали в результате выдержки образцов под непрерывным воздействием излучения в ближнем УФ и видимом диапазоне спектра при определенной температуре и влажности. Испытание проводится для всех типов АКП (кроме эпоксидных покрытий на основе порошковых красок). Определение стойкости АКП к воздействию светопогоды осуществляется в соответствие с приложением Е настоящего документа.
14.23 Водопоглощение отслоенного АКП при температуре (40±3) °С
(для Пк-40), (60±3) °С (для Пк-60) и (80±3) °С (для Пк-80) определяют в соответствии с ГОСТ 4650. Количество образцов для каждой температуры испытаний – не менее 5 шт.
Для проведения испытаний свободные пленки АКП подготавливают в форме дисков диаметром 50 мм. Образцы АКП, предварительно взвешенные на аналитических весах с точность измерений ±0,0002 г, помещают в химические стаканы с дистиллированной водой таким образом, чтобы они не соприкасались друг с другом и омывались водой со всех сторон. Через определенные промежутки времени образцы извлекают, просушивают фильтровальной бумагой и немедленно взвешивают на аналитических весах, после чего опять помещают в воду.
За результат испытаний принимается среднее арифметическое значение водопоглощения не менее чем трех образцов, каждое из которых отличается от среднего арифметического не более чем на 10 %.
14.24 Грибостойкость АКП определяют в соответствии с ГОСТ 9.048 и ГОСТ 9.049 (метод 2). Испытание заключается в выдерживании образцов, зараженных спорами грибов, в условиях, имитирующих минеральные загрязнения, с последующей оценкой грибостойкости по степени развития плесневых грибов.
В качестве альтернативы допускается грибостойкость АКП оценивать по ISO 846 [5] или изменению адгезии АКП, рассчитанной в процентах от исходного значения, после выдержки образцов с АКП в среде для выращивания и хранения культур грибов ГОСТ 9.050 (метод 1). Изменение может быть рассчитано от значения адгезии, полученного на образцах после аналогичного воздействия влажности воздуха по ГОСТ 9.050. Изменение адгезии АКП должно быть не более 20 %.
14.25 Наличие или отсутствие пор на границе металл/покрытие определяют визуально на срезе АКП, произведенном под углом 35°±5° при увеличении св. 3х до 5х.