Номенклатура продукции
Котельно-механическое отделение механосборочного цеха предназначено для обеспечения ремонтов основных и вспомогательных цехов комбината и изготавливает различные металлоконструкции, восстановление узлов и агрегатов металлургического оборудования путем ручной или автоматической наплавки.
Основными заказчиками по изготовлению металлоконструкций и восстановлению деталей металлургического оборудования являются доменный, мартеновский, конвертерный, толстолистовой и другие основные и вспомогательные цеха комбината.
Котельно-механическое отделение имеет следующую номенклатуру изготавливаемых изделий:
- водоохлаждаемые металлоконструкции для холодных ремонтов мартеновских печей:
- подпятовая трубчатая балка;
- плиты;
- малые подпятовые балочки;
- газовые кессоны;
- верхние полукольца;
- завалочные рамы и заслонки.
- металлоконструкции подкрановых балок различного сечения и типоразмера;
- элементы трубопроводов диаметром до 4500 мм.;
- колоны, опоры, стойки изготовленные как из листового проката так и из сортового;
- фермы стропильные и объемного сечения;
- бронь шахты доменной печи;
- площадки, лестницы, леерные ограждения, м/к наклонного моста доменной печи;
- промежуточные ковши конверторного цеха;
- элементы стальковшей;
- м/к для капитальных ремонтов мартеновских печей;
- м/к корпуса земснаряда;
- элементы газоочистки аглофабрики (трубопроводы диаметром от 2860 до 4000 мм., бункера, течки, боров, бункера из нержавеющей стали и др.)
- элементы концевых и продольных балок мостовых кранов;
- пластинчатые крюки металлургических кранов;
- ремонты скипов, 2-х, 5-и, 6-и м3. грейферов;
- наплавка роликов МНЛЗ ККЦ;
- наплавка сопел, гляделок, приборов и пр. доменной печи;
- сборка, сварка и наплавка малой загрузочной воронки и конуса доменной печи;
- наплавка крановых колес, колесных пар мульдовых тележек, валков и роликов Обжимного, Рельсобалочного и Толстолистового цехов и многое другое.
Характеристика изделия
Заглушка Dу =2020 мм., предназначена для временного отсечения газопровода диаметром 2020 мм. на время ремонта основного металлургического оборудования или для постоянного глушения этого же трубопровода.
Изготовлена заглушка из углеродистой стали Ст3сп5, согласно ГОСТ 380-88 сталь предназначена при толщине проката свыше 25 мм. для несущих элементов сварных конструкций, работающих при переменных нагрузках в интервале от -40до +4250 С.
Химический состав Ст3сп5
Таблица 4.1
| Марка стали | Массовая доля элементов, % | ||
| углерода | марганца | кремния | |
| Ст3сп5 | 0,14 - 0,22 | 0,40 – 0,65 | 0,15 – 0,30 |
Сталь Ст3сп5 сваривается без ограничений. Для толщины более 36мм. рекомендуется подогрев и последующая термообработка.
Механические свойства:
Таблица 4.2
| Марка стали | Временное сопротивление разрыву sв, Н/мм2 (кгс/мм2) | Предел текучести sт, Н/мм2 (кгс/мм2) | Относительное удлинение ds. % |
| не менее | |||
| СтЗсп5 | 372 (38) | 245 (25) |
Заглушка Dу =2020 мм. имеет вес 1434 кг.
Техническая характеристика:
Рабочая нагрузка на донышко заглушки 837 кН.
при давлении 0,27МПа.
Нагрузка при испытаниях (экстремальная) 1860 кН.
при давлении 0,6 МПа.
Технология изготовления изделия
Технология заготовительных работ
1. Правка. Правку производят вручную на правильных плита ударами кувалды; на правильных прессах и листоправильных вальцах (листовые заготовки). Правка обеспечивает точное совмещение кромок свариваемых заготовок, отсутствие перекосов, искривления осей а зазоров (в нахлесточных соединениях).
2. Очистка. В зависимости от назначения сварной конструкции, состояния и степени загрязненности кромок свариваемого металла, характера производства (индивидуальное, серийное, массовое), марки стали и других факторов применяют следующие способы очистки; а) ручными и механическими (вращающимися) стальными проволочными щетками; 6) абразивными кругами; в) пескоструйным и дробеструйным способами; г) травлением раствором серной кислоты с последующей промывкой водой и нейтрализацией щелочью (10%-ный раствор кислоты и 5%-ный раствор кальцинированной соды); д) пламенем многофакельной газовой горелки с охлаждением водой (удаление окалины); е) промывкой растворителями (уайт-спирит, дихлорэтан, спирт, бензин).
3. Обработка кромок. Обработку кромок свариваемых заготовок или деталей выполняют кислородной, плазменной, лазерной и механической резкой. При толщине металла более 6—8 мм производят скос кромок; кислородная резка позволяет совмещать операцию резки с операцией скоса кромок. Строжка кромок после огневой резки производится для улучшения поверхности реза. В скошенных кромках оставляется притупление для предотвращения прожогов.
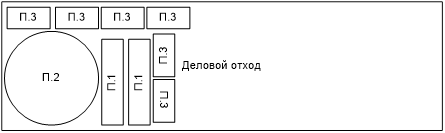
Листовой прокат склад металла и полуфабриката КМО МСЦ получает из Толстолистового цеха, согласно цеховой заявки. Со склада лист металла попадает в производственное здание цеха на участок разметки и обработки, где лист размечается под необходимую заготовку или изготавливаются необходимые копиры на газорезательные машины. Складской размер листа толщиной 30 мм. получается 2500 х 10000 мм. Соответственно раскрой листа под данную заготовку будет следующий:
Рисунок 4.1
Металлопрокат, при отгрузке на склад металла, сопровождается сертификатом качества, в котором указывается номера партии, плавки, габаритных размеров и количество листов, марка стали и многое другое.
Вырезка заготовки осуществляется на газокислородной или плазменной машине, далее поз. № 2 передается на газорезательный стеллаж для снятия фаски по окружности машиной полуавтоматической резки «Радуга».
Технологические операции в цехе не нормируются, так как производство штучное и мелкосерийное, планирование и учет производства в цехе ведется в физических тоннах.
Также металлопрокат сопровождается материальной накладной установленной формы Ф-19 и 12