Для снижения степени остаточной деформации выполнять сварку необходимо в следующей очередности:
- необходимо заварить стыковые швы между ребрами, для этого устанавливаем заглушку в вертикальное положение и фиксируем распорными уголками;
Рисунок 4.2.1
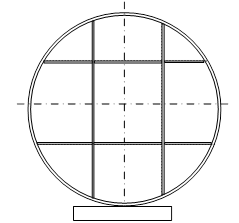
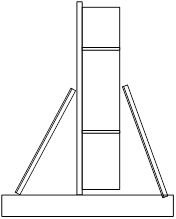
- после того как заварятся стыки в этом положения конструкция при помощи мостового крана переворачивается на 900 и так пока не будут заварены все швы.
Сварка производится полуавтоматом ПДГО 603 с применением сплошной проволоки Св 08Г2С диаметром 2мм. под защитным газом СО2. Сварочная проволока сопровождается при поставке сертификатом качества, каждая бухта снабжена биркой с номером партии и плавки.
При сварке устанавливаются следующие режимы сварки:
V c в. = 20 – 24 м/ч Q св. = 22 л/м I св.= 350 – 400 А. U св. = 28 – 32 В.
Рисунок 4.2.2
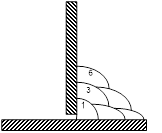
Согласно ГОСТ 5264-80 стыки определяются как тавровые двусторонние Т3, (Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой.)Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80.
Таблица 4.2.3
| Тип соединения | Форма подготовленных кромок | Характер сварного шва | Форма подготовленных кромок | Форма сварного стыка | Толщина свариваемых деталей, мм | Условное обозначение соединения |
| Тавровое | Без скоса кромок | Двусторонний | 
| 
| 20-40 | Т3 |
Сварка производится легированной проволокой Св08Г2С со следующими характеристиками:
Таблица 4.2.4
| Номинальный диаметр проволоки, мм | Марка проволоки | Предельные отклонения для проволоки, предназначенной | Вид поставки- мотки массой, кг | |
| для сварки (наплавки) | для изготовления электродов | |||
| 0,8 | Легированная Св08Г2С | 0,07 | 30, 50, 80. | |
| 1,0 | 0,09 | 30-80 | ||
| 1.2 | 30-80 | |||
| 1,6 | 0,12 | 0,06 | 50-120 | |
| 1.8-2,0 | 50,120 до 1000 |
По виду поверхности проволока производится неомедненой и омедненой. Медное покрытие - 6 мкм. Поверхность проволоки должна быть чистой и гладкой, без трещин, расслоений, плен, закатов, забоин, окалины, ржавчины, масла и др. загрязнений. Допускаются отдельные риски, царапины, местная рябизна, вмятины глубиной не более предельного отклонения по диаметр
Химический состав (%)
| марка | P | Mn | Si max | P max | S max | Cr max | Ni max | Cu max |
| Св08Г2С | 0,03 | 1,80 - 2,10 | 0,7 - 0,95 | 0,03 | 0,025 | 0,20 | 0,25 | 0,20 |
Электроды УОНИ–13/55. Технические характеристики.
Обозначение Стандарт
Э50А – УОНИ–13/55 – 5 – УД ГОСТ 9466–75
Е 514 – Б 20 ТУУ 05416923.015–96
Назначение и область применения:
Для сварки ответственных конструкций из углеродистых (типа 08, 20, 20Л, Ст3, Ст4) и низколегированных (типа 16ГС, 09Г2С) сталей, когда к металлу швов предъявляют повышенные требования по пластичности и ударной вязкости, в частности, при работе в условиях пониженных температур.
Марка проволоки Вид покрытия
Св–08, Св–08А ГОСТ 2246–70 основное
Электроды УОНИ–13/55 чувствительны к образованию пористости при наличии ржавчины и масла на кромках свариваемых деталей, а также при удлинении длины дуги
Режим сварки Сила сварочного тока, А
| Диаметр, мм | Нижнее | Вертикальное | Потолочное |
| 3,0 | 80–100 | 70–90 | 70–90 |
| 4,0 | 130–160 | 130–140 | 130–140 |
| 5,0 | 180–220 | 160–180 | – |
Химический состав наплавленного металла, мас.%
| C | Si | Mn | S | P |
| не более | не более | |||
| 0,11 | 0,18–0,50 | 0,65–1,20 | 0,030 | 0,035 |
Механические свойства металла шва (не менее)
| Температура испытаний | Временное сопротивление разрыву, Н/мм2 | Относительное удлинение, % | Ударная вязкость, Дж/см2 | KCV>34 Дж/см2 при температуре |
| + 20 °С | – 30 °С |
Режим термообработки (прокаливания) электродов перед сваркой 380–400 °С 1,5 ч.