Одной из главных задач размерного анализа технологических процессов (ТП) является правильное и обоснованное определение промежуточных и окончательных технологических размеров и допусков на них для обрабатываемой детали.
При разработке ТП механической обработки деталей на налаженных станках в условиях серийного и массового производств на каждую операцию обычно составляют операционный эскиз. На этом эскизе технолог указывает условными знаками базирующие поверхности, а также поверхности с размерами и допусками, обрабатываемыми на данной операции. Эти размеры могут быть промежуточными или окончательными. Все они получаются в результате выполнения данной операции, устанавливаются технологом и называются технологическими.
Окончательные технологические размеры могут совпадать или не совпадать с конструкторскими, как конструктор при простановке размеров на чертеже детали не всегда имеет возможность учитывать технологию ее изготовления и станки, на которых она будет обрабатываться. Между тем, технология обработки детали и применяемое станочное оборудование оказывают существенное влияние на простановку размеров на детали.
Например, последовательность выполнения размеров длин у ступенчатого вала будет различна при обработке на токарном станке, на револьверном, на многорезцовом полуавтомате, на гидрокопировальном полуавтомате и на станке с программным управлением. В зависимости от типа станка, используемого для обработки ступенчатого вала, должна производиться и соответствующая простановка размеров. В одних случаях необходимо размеры всех ступеней указывать от одной измерительной базы, в других случаях - для ряда ступеней от торца вала, в третьих - в виде цепочки от торца и т. п.
Обычно на линейные размеры деталей, входящих в сборочные размерные цепи, конструктор устанавливает допуски и предельные отклонения на основании расчета сборочных размерных цепей. Поэтому всякое произвольное расширение полей допусков и предельных отклонений на эти размеры по каким-либо технологическим соображениям недопустимо.
При выполнении размеров длин в процессе механической обработки обычно участвуют две поверхности, из которых одна подвергается обработке, а другая является той поверхностью, от которой должен быть выдержан требуемый размер. При работе на предварительно настроенных станках от этой поверхности настраиваются режущий инструмент или упор станка. Поэтому эта поверхность носит название настроечной базы.
При обработке одной поверхности одним инструментом, то при работе на настроенных станках в качестве настроечной базы обычно используется технологическая база детали.
При многоинструментальной обработке, когда одновременно обрабатывается несколько поверхностей разными инструментами, а также при многопозиционной обработке на полуавтоматах и агрегатных станках, в качестве настроечных баз используются две поверхности. Одна из них совпадает с технологической базой. От этой поверхности настраивается один из режущих инструментов, а обработанная этим инструментом поверхность будет служить настроечной базой для всех остальных инструментов.
Технологические и настроечные базы могут совпадать или не совпадать с конструкторскими базами, т.е. с поверхностями, от которых указаны размеры на чертеже детали. При несовпадении технологических и настроечных баз с конструкторскими, технолог вынужден производить пересчет размеров и допусков и проставлять на операционном эскизе обрабатываемой детали технологические размеры. Если на конструкторские размеры установлены жесткие допуски, то пересчет размеров от новых баз может привести к получению трудновыполнимых допусков на технологические размеры.
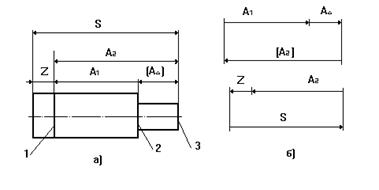
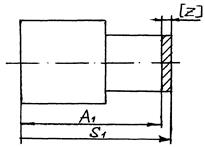
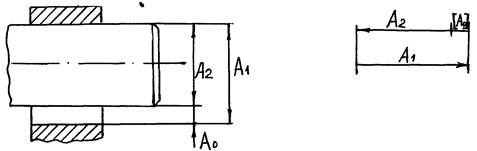
Например, при обработке валика на автомате или на револьверном станке пришлось бы пересчитать размеры и допуски, так как настроечная база 3 не совпадает с конструкторской (поверхность 1).
|
| Рисунок 7.1 Схемы технологических размерных цепей при обработке вала на револьверном станке. |
 ,
,  - конструкторские размеры;
- конструкторские размеры;
 ,
,  ,
,  - технологические размеры
- технологические размеры
По чертежу замыкающим звеном подетальной размерной цепи является размер  и допуск на него будет равен сумме допусков на размеры и .
и допуск на него будет равен сумме допусков на размеры и .
Чтобы обеспечить заданные допуски на размеры и , необходимо вести обработку детали в следующем порядке: отрезать заготовку на размер , затем обработать поверхность 1, выдержав размер от поверхности 1, и размер получится сам собой.
При обработке этой детали на автомате или револьверном станке такая последовательность невозможна. В данном случае настроечной базой будет поверхность 3, поэтому сначала нужно обточить поверхность 1 на размер , выдерживая его от поверхности 3, а затем отрезать деталь в размер по чертежу. Здесь настроечная база не совпадает с конструкторской и при указанной последовательности обработки поверхностей детали замыкающим звеном технологической размерной цепи будет уже не размер , а размер , который получается сам собой в результате выполнения размеров  и .
и .
Чтобы обеспечить заданный по чертежу (рисунок 7.1) допуск на размер , пришлось бы установить трудно выполнимые допуски на размеры и, так как необходимо, чтобы выполнялось условие  .
.
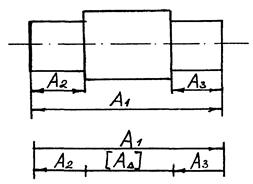
Для этого потребовалось бы ужесточить допуски, что может оказаться практически невыполнимо. Поэтому возникает необходимость ввести дополнительную обработку поверхности 1 с использованием для этой операции в качестве настроечной базы поверхности 2, оставив припуск на поверхности 1. При такой схеме обработки валика в две операции замыкающим звеном технологической размерной цепи будет размер , так как размер обеспечивается на первой операции, размер - на второй, а размер получается сам собой. В этом случае необходимо установить такой допуск на размер , чтобы выполнялось равенство:  Этот допуск уже должен быть выполнимым при обработке на автомате или револьверном станке.
Этот допуск уже должен быть выполнимым при обработке на автомате или револьверном станке.
При схеме обработки валика в две операции возникает необходимость в определении промежуточного технологического размера . Для этого нужно рассчитать технологическую размерную цепь, в которой замыкающим звеном является припуск  .
.
Рассмотренный пример показывает, что размеры, установленные конструктором на чертеже детали, уже предопределяют последовательность обработки отдельных поверхностей, связанных между собой линейными размерами. Но эта последовательность не всегда выполнима при обработке заготовки детали на предварительно настроенных станках, так как технологические и настроечные базы не всегда могут совпадать с конструкторскими базами. В связи с этим и возникает необходимость размерного анализа для выполнения отдельных операций и переходов.
Определение технологических размеров и допусков на них должно производиться на основе выявления и расчета технологических размерных цепей, выражающих связь размеров обрабатываемой детали по мере выполнения технологического процесса. Однако в результате расчета технологических размерных цепей (ТРЦ) может оказаться, что принятая последовательность обработки отдельных поверхностей заготовки детали является нерациональной, так как допуски на технологические размеры получаются трудно выполнимыми.
В этом случае необходимо пересмотреть порядок обработки поверхностей детали и установить такой, при котором осуществлялась бы возможность максимального совмещения технологических, настроечных и конструкторских баз.
Таким образом, размерный анализ ТП на основе выявления и расчета ТРЦ позволяет не только устанавливать технологические размеры и допуски на них, но и более обоснованно разделить процесс на операции и переходы.
Некоторые поверхности заготовок деталей могут подвергаться обработке на нескольких переходах или операциях в зависимости от требуемой шероховатости и точности обработки.
В этом случае оставляется припуск на последующий переход или операцию и устанавливается необходимый промежуточный технологический размер. Для определения этого размера необходимо рассчитать технологическую размерную цепь, у которой замыкающим звеном является припуск.
Припуск должен быть предварительно установлен либо в виде минимального, либо в виде номинального его значения по соответствующим справочникам технолога или расчетом.
Задачи размерного анализа технологических процессов это определение:
· технологических размеров и допусков на них для каждого технологического перехода;
· предельных отклонений размеров, припусков и расчет размеров заготовок;
· наиболее рациональной последовательности обработки отдельных поверхностей детали, обеспечивающей требуемую точность размеров.
Решение всех этих задач возможно лишь на основании выявления и расчета ТРЦ. Для выявления технологических размерных цепей необходимо предварительно разработать технологический процесс обработки заготовки детали и на его основе составить размерную схему процесса.
Виды размерных цепей.
ГОСТ16319-(80) регламентирует следующие виды РЦ:
| Конструкторские РЦ | |
|
|
| Технологические РЦ | |
|
|
| Сборочные РЦ | |
| |
| Рисунок 7.2 Виды размерных цепей. |