Расчёт фестонообразования при вытяжке анизотропной заготовки
Необходимо рассчитать фестонообразование при вытяжке заготовки, учитываю анизотропию деформационных характеристик и совместное влияние анизотропии деформационных характеристик и предела текучести.
Таблица 6 – Исходные данные задания №6
 =36,03 мм; =36,03 мм;
|  =0,2115 =0,2115
|
 =50,74 мм; =50,74 мм;
|  =1,5769; =1,5769;
|
 =79,38 мм; =79,38 мм;
|  =0,6923. =0,6923.
|
 =12,7 мм; =12,7 мм;
|  =1,6 мм; =1,6 мм;
|
Неблагоприятный характер анизотропии приводит к фестонообразованию (рис. 3) и разнотолщинности изделий по периметру и по образующей, что, в свою очередь, вызывает потери металла, брак и нарушение технологического цикла штамповки [9].
Рисунок 3 - Образование фестонов при вытяжке
Напряжённо-деформированное состояние при вытяжке анизотропной заготовки характеризуется значительной неоднородностью, из-за которой различные участки заготовки претерпевают и разные деформации. Вследствие плоскостной анизотропии утолщение фланца происходит неравномерно как по периметру, так и на различном расстоянии от отверстия матрицы.
В целом напряженно-деформированное состояние анизотропной заготовки при осесимметричной вытяжке изменяется в и в радиальном, и в тангенциальном направлениях. Это обстоятельство приводит в итоге к разнотолщинности стенки изделия по образующей и периметру, что обуславливает, в свою очередь, появление фестонов.
В направлении минимальных значений радиальных растягивающих деформаций утолщение заготовки происходит более интенсивно, вследствие чего значительная часть металла фланца перемещается в толщину, приводя к образованию впадин. В местах с максимальными значениями радиальной деформации утолщение фланца значительно меньше, а, значит, металл идёт на увеличении высоты изделия, образуя фестон. Таким образом, в тех участках фланца, в которых утолщение идет более интенсивно, формируется в итоге впадина.
Расчет фестонообразования при вытяжке заготовки без учета анизотропии свойств
Теоретическая часть
На рис.4 представлен разрез готового изделия и исходной заготовки.

Рисунок 4 – Разрез готового изделия и исходной заготовки
На наружной кромке заготовки имеет место одноосное напряженное состояние, а именно, сжимающие окружные напряжения.
На внутренней кромке заготовки действует только радиальные растягивающие напряжения, так же по величине равные пределу текучести.
Для того что бы рассчитать высоту изделия, необходимо найти суммарную деформацию фланца в радиальном направлении.
 (10)
(10)
где  .
.
– радиус изделия,
– радиус заготовки.
 (11)
(11)
 (12)
(12)
Полная высота изделия находится по формуле:
 (13)
(13)
где  - высота изделия,
- высота изделия,  – радиус пуансона, – толщина заготовки.
– радиус пуансона, – толщина заготовки.
Решение
Полученные по формулам (11-13) значения представлены в табл. 7.
Таблица 7 – Расчетные значения
 , град , град
|  , мм , мм
|  , мм , мм
| , мм
|  , мм , мм
|
| 0,2115 | 0,6923 | 31,6434 | 45,9434 | |
| 0,2218 | 0,7100 | 31,6929 | 45,9929 | |
| 0,2522 | 0,7565 | 31,8157 | 46,1157 | |
| 0,3013 | 0,8161 | 31,9635 | 46,2635 | |
| 0,3666 | 0,8708 | 32,0908 | 46,3908 | |
| 0,4445 | 0,9065 | 32,1701 | 46,4701 | |
| 0,5311 | 0,916 | 32,19 | 46,49 | |
| 0,6211 | 0,8974 | 32,1484 | 46,4484 | |
| 0,7089 | 0,8533 | 32,0477 | 46,3477 | |
| 0,7885 | 0,7885 | 31,8922 | 46,1922 | |
| 0,8533 | 0,7089 | 31,6871 | 45,9871 | |
| 0,8974 | 0,6211 | 31,4396 | 45,7396 | |
| 0,916 | 0,5311 | 31,1593 | 45,4593 | |
| 0,9065 | 0,4445 | 30,8611 | 45,1611 | |
| 0,8708 | 0,3666 | 30,5637 | 44,8637 | |
| 0,8161 | 0,3013 | 30,2912 | 44,5912 | |
| 0,7565 | 0,2522 | 30,0698 | 44,3698 | |
| 0,71 | 0,2218 | 29,9251 | 44,2251 | |
| 0,6923 | 0,2115 | 29,8751 | 44,1751 |
На основе табл. 7 построена зависимость высоты изделия от угла θ (рис. 5).
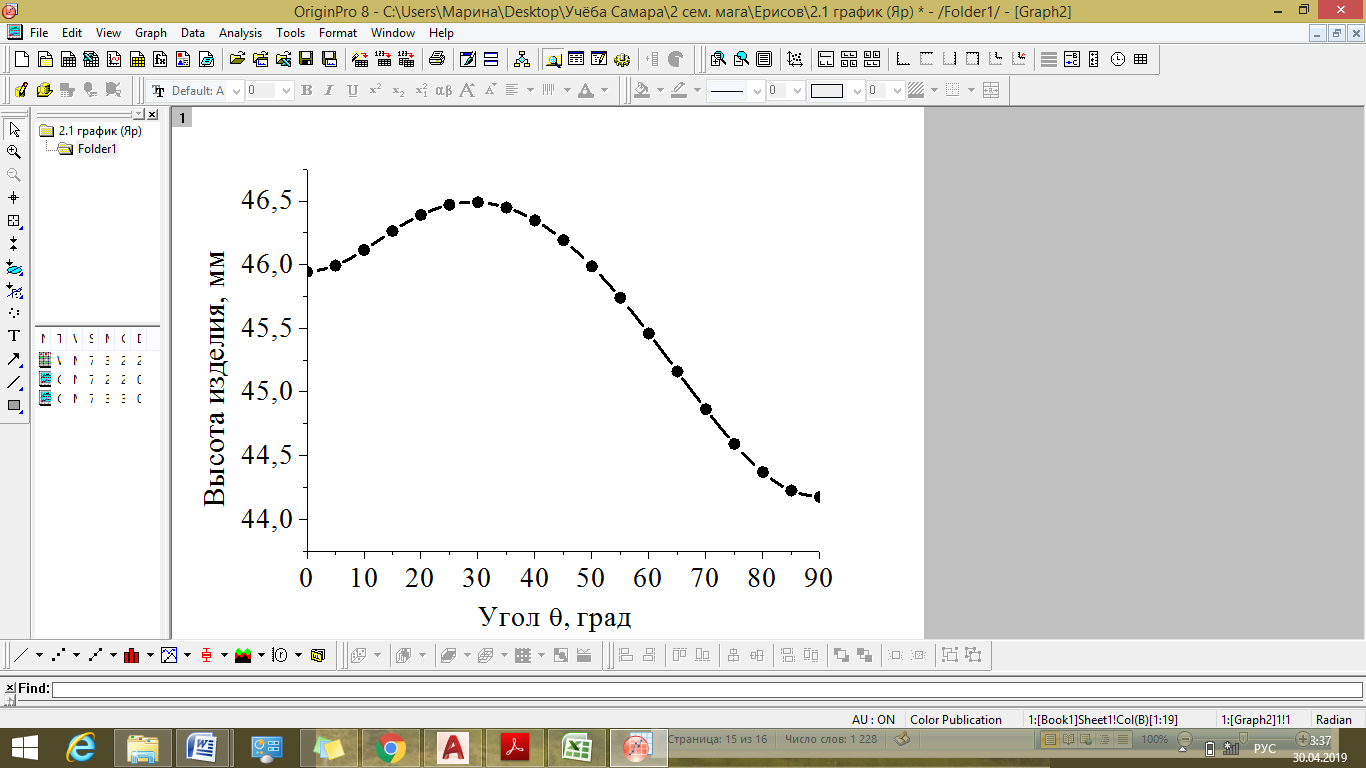
Рисунок 5 – Зависимость высоты изделия от угла , полученная без учета анизотропии свойств