| Контролируемый параметр | Условное обозначение параметра | Номер рисунка | Средства измерений. Требования к измерениям. |
| 1. Зазор в соединении | а | 3 а, б, в, г, д, е, ж, и, к, с, т | Щуп, шаблон универсальный. Измерение - см. п. 6.4.8 |
| 2. Специальный зазор | a1 | 3 и, к | Щуп. Измерение - см. п. 6.4.8 |
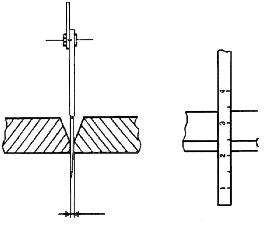
| 3. Смещение кромок деталей с внутренней стороны соединения | b | 3 а | Линейка и щуп. Измерение - см. п. 6.4.8 |
| 4. Смещение кромок деталей с наружной стороны соединения | F | 3 а, б | Линейка и щуп. Измерение - см. п. 6.4.8 |
| 5. Зазор между подкладной пластиной (кольцом) и внутренней поверхностью детали | b 1 | 3 б | Шаблон универсальный или специальный. Измерения не менее чем в трех точках по длине (периметру) соединения. |
| 6. Смещение привариваемого элемента в угловом соединении | Z | 3 д | Штангенциркуль, линейка. Измерение не менее чем в трех точках по длине. |
| 7. Размер перекрытия деталей в нахлестанном соединении | Е | 3 б, е | Линейка. Измерение не менее чем в двух точках по длине |
| 8. Несимметричность штуцера | d2 | 3 м | Линейка. Измерения не менее, чем в двух точках по длине |
| 9. Смещение проволочной вставки с внутренней стороны | b 2 | 3 ж | Штангенциркуль, шаблон или щуп. Измерение выполняется после прихватки вставки к кромке разделки одной из деталей |
| 10. Зазор в замке расплавляемого кольца (вставки) | а 2 | Шаблон универсальный или щуп. Измерение выполняется после прихватки вставки к одной из деталей | |
| 11. Несимметричность углового соединения труб | d2 | 3 н | Контрольный стенд специальный. Измерение согласно п. 6.4.13 |
| 12. Расстояние от приваренного элемента крепления до кромки разделки | С | 3 л | Линейка. Измерению подлежит каждый элемент крепления |
| 13. Катет шва приварки элемента крепления | к, к 1 | 3 л | Линейка и щуп, штангенциркуль, шаблон. Измерению подлежит каждый шов |
| 14. Перелом осей цилиндрических элементов и угловое смещение поверхностей листов | к | 3 п | Линейка (L = 400 мм) и щуп. Измерение - см. п. 6.4.12. |
| 15. Длина прихватки | l п | 3 р | Линейка и штангенциркуль. Измерение каждой прихватки |
| 16. Высота прихватки | h п | 3 р | Штангенциркуль. Измерение каждой прихватки |
| 17. Расстояние между прихватками | L п | 3 р | Линейка. Измерение расстояния между прихватками соединения выполняется в случаях, когда расстояние между прихватками регламентируется технической документацией |
| 18. Глубина проникновения штуцера во внутреннюю полость | С 1 | 3 с | Шаблон специальный |
Примечание: Допускаются другие способы и средства измерений, обеспечивающие требуемую ПТД точность измерения параметров подготовки деталей под сварку.
6.4.8. Измерительный контроль величины зазора в соединении, величины смещения кромок и перелома плоскостей в соединениях следует выполнять не реже чем через один метр по длине шва, но не менее чем в трех сечениях, равномерно расположенных по длине шва, если в НД и ПТД не указаны другие требования. При невозможности (отсутствие доступа) контроля смещения кромок с внутренней стороны соединения оценку возможного смещения следует проводить по смещению наружных кромок деталей - размер F (рис. 3 а, б) или по смешению притупления "усов" V-образной разделки - размер Р (рис. 2 б, в, ж).
6.4.9. Измерения, в первую очередь, следует выполнять на тех участках, которые вызывают сомнение по результатам визуального контроля.
6.4.10. Визуальному контролю подлежит каждая прихватка в соединении. Измерительному контролю подвергаются прихватки, размеры которых вызывают сомнения по результатам визуального контроля.
6.4.11. Измерения швов приварки временных технологических креплений и расстояния от приварного элемента крепления до кромки разделки выполняют в одном месте. Контролю подлежит каждое крепление.
6.4.12. Перелом осей, собранных под сварку кольцевых соединений цилиндрических элементов, измеряется в 2-3 сечениях (в зоне максимального излома, выявленного при визуальном контроле) на расстоянии 200 мм от центра соединения. При отсутствии прямолинейного участка детали длиной 200 мм разрешается измерение размера проводить на участке меньшей длины с последующим пересчетом к длине 200 мм по формуле:
k = 
где k 1 и L - размер перелома осей и расстояние от соединения, на котором выполнено измерение (рисунок 4). В случае, когда измерения по данной методике не обеспечивают требуемой точности, измерения следует проводить по специальной методике.
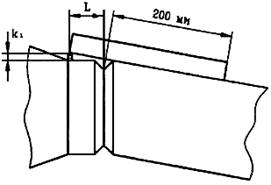
Рисунок 4 - Измерение перелома осей цилиндрических элементов
6.4.13. Несимметричность в поперечном сечении штуцера привариваемой трубы в угловом соединении определяется путем выполнения не менее двух измерений в одном сечении. Разрешается выполнять измерительный контроль несимметричности отверстия под штуцер привариваемой трубы в угловом соединении на стадии контроля подготовки деталей под сварку.
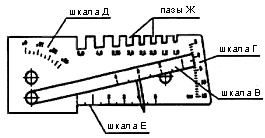
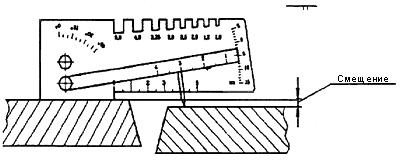
6.4.14. Схемы измерения отдельных размеров подготовки деталей под сборку и сборки соединений под сварку с помощью шаблона универсального типа УШС приведены на рисунке 5. Допускается применение шаблонов конструкций В.Э. Ушерова-Маршака и А.И. Красовского (рисунки 6 и 7).
6.5. Порядок выполнения визуального и измерительного
контроля сварных соединений (наплавок)
6.5.1. Визуальный и измерительный контроль сварных соединений (наплавок) выполняется при производстве сварочных (наплавочных) работ и на стадии приемо-сдаточного контроля готовых сварных соединений. В случае, если контролируется многослойное сварное соединение, визуальный контроль и регистрация его результатов могут проводиться после выполнения каждого слоя (послойный визуальный контроль в процессе сварки).
Послойный визуальный контроль в процессе сварки выполняется в случае невозможности проведения ультразвукового или радиационного контроля, а также по требованию заказчика или в соответствии с ПТД.
6.5.2. Послойный визуальный контроль в процессе сварки выполняется с целью выявления недопустимых поверхностных дефектов (трещин, пор, включений, прожогов, свищей, усадочных раковин, несплавлений, грубой чешуйчатости, западаний между валиками, наплывов) в каждом слое (валике) шва. Выявленные при контроле дефекты подлежат исправлению перед началом сварки последующего слоя (валика) шва. По требованию заказчика или в соответствии с ПТД сварные соединения, выполненные с послойным визуальным контролем, подлежат дополнительно контролю капиллярной или магнитопорошковой дефектоскопией на доступных участках.
 а)
а)
|  б)
б)
|
 в)
в)
|  г)
г)
|
 д)
д)
|
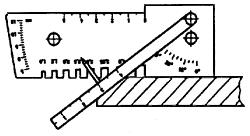
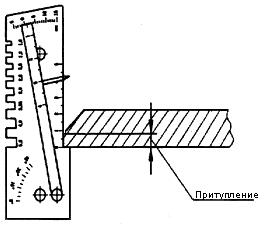
а) общий вид шаблона УШС; б) измерение угла скоса разделки "a"; в) измерение размера притупления кромки " р "; г) измерение зазора в соединении " а "; д) измерение смещения наружных кромок деталей " F "
Рисунок 5. Контроль универсальным шаблоном сварщика УШС
д)
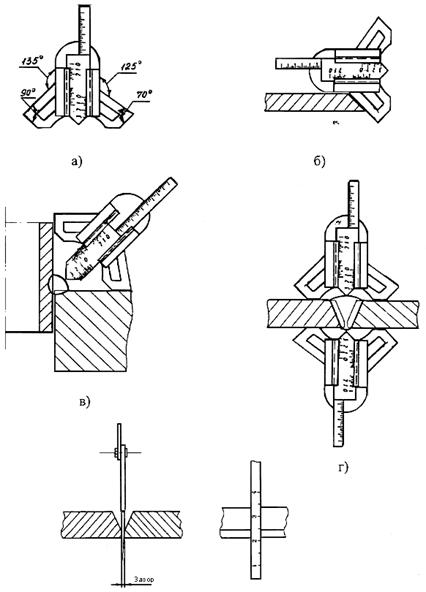
а) общий вид шаблона; б) измерение угла скоса разделки "a"; в) измерение высоты катета углового шва " к "; г) измерение высоты валика усиления " g " и выпуклости корня шва " g 1" стыкового сварного соединения; д) измерение зазора " а " в соединении при подготовке деталей к сварке
Рисунок 6. Контроль шаблоном конструкции В.Э. Ушерова-Маршака
а) общий вид шаблона; б), в), г) контроль стыковых, тавровых и нахлесточных сварных соединений; д) измерение зазора между кромками
Рисунок 7. Контроль шаблоном конструкции А.И. Красовского
6.5.3. В выполненном сварном соединении визуально следует контролировать:
- отсутствие (наличие) поверхностных трещин всех видов и направлений;
- отсутствие (наличие) на поверхности сварных соединений дефектов (пор, включений, скоплений пор и включений, отслоений, прожогов, свищей, наплывов, усадочных раковин, подрезов, непроваров, брызг расплавленного металла, западаний между валиками, грубой чешуйчатости, а также мест касания сварочной дугой поверхности основного материала);
- качество зачистки металла в местах приварки временных технологических креплений, гребенок индуктора и бобышек крепления термоэлектрических преобразователей (термопар), а также отсутствие поверхностных дефектов в местах зачистки;
- качество зачистки поверхности сварного соединения изделия (сварного шва и прилегающих участков основного металла) под последующий контроль неразрушающими методами (в случае, если такой контроль предусмотрен ПТД);
- наличие маркировки (клеймения) шва и правильность ее выполнения.
6.5.4. В выполненном сварном соединении измерениями необходимо контролировать:
- размеры поверхностных дефектов (поры, включения и др.), выявленных при визуальном контроле;
- высоту и ширину шва, а также вогнутость и выпуклость обратной стороны шва в случае доступности обратной стороны шва для контроля;
- высоту (глубину) углублений между валиками (западания межваликовые) и чешуйчатости поверхности шва;
- подрезы (глубину и длину) основного металла;
- отсутствие непроваров (за исключением конструктивных непроваров) с наружной и внутренней стороны шва;
- размеры катета углового шва;
- отсутствие переломов осей сваренных цилиндрических элементов.
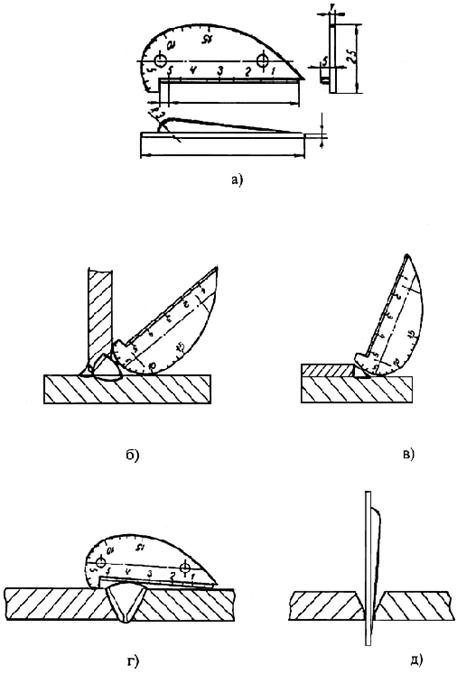
Измеряемые параметры и требования к выполнению измерительного контроля сварных швов приведены на рисунке 8 и в таблице 5.
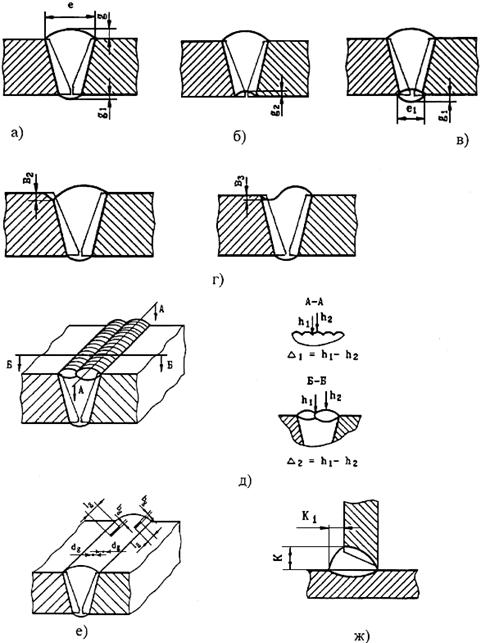
а), б) размеры (ширина, высота) стыкового одностороннего шва с наружной и внутренней стороны; в) то же двухстороннего сварного шва; г) подрез и неполное заполнение разделки кромок; д) чешуйчатость (D1) шва и западание между валиками шва (D2); е) размеры поверхностных включений (диаметр - dg; длина - lg; ширина - bg включения); ж) размеры катета шва углового (таврового, нахлесточного) соединения
Рисунок 8 - Конструктивные элементы и дефекты сварного шва,
подлежащие измерительному контролю
Таблица 5