| Контролируемый параметр | Условное обозначение (рис. 8) | Номер рисунка | Средства измерений. Требования к измерениям |
| 1. Ширина шва | e, e 1 | 8 а, в | Штангенциркуль или шаблон универсальный. Измерение - см. п. 7.5.5 |
| 2. Высота шва | q, q 1 | 8 а, в | То же |
| 3. Выпуклость обратной стороны шва | q 1 | 8 а, в | Штангенциркуль. Измерение согласно п. 7.5.5. |
| 4. Вогнутость обратной стороны шва | q 2 | 8 б | Штангенциркуль, в т.ч. модернизированный (рисунок 9). Измерения в 2-3 местах в зоне максимальной величины |
| 5. Глубина подреза (неполного заполнения разделки) | b 2, b 3 | 8 г | Штангенциркуль, в т.ч. модернизированный (рисунок 9). Приспособление для измерения глубины подрезов (рисунок 10) |
| 6. Катет углового шва | К, К 1 | 8 ж | Штангенциркуль или шаблон. Измерение согласно п. 7.5.5 |
| 7. Чешуйчатость шва | D1 | 8 д | Штангенциркуль, в т.ч. модернизированный (рисунок 9). Измерения не менее чем в 4 точках по длине шва |
| 8. Глубина западаний между валиками | D2 | 8 д | То же |
| 9. Размеры (диаметр, длина, ширина) одиночных несплошностей | dg, lg, bg | 8 е | Лупа измерительная. Измерению подлежит каждая несплошность |
6.5.5. Измерительный контроль геометрических размеров сварного соединения (конструктивных элементов сварных швов, геометрического положения осей или поверхностей сваренных деталей, углублений между валиками и чешуйчатости поверхности шва, выпуклости и вогнутости корня односторонних швов и т.д.) следует проводить в местах, указанных в рабочих чертежах, НД, ПТД или ПДК, а также в местах, где допустимость указанных показателей вызывает сомнения по результатам визуального контроля.
При контроле стыковых сварных соединений труб наружным диаметром до 89 мм включительно с числом однотипных соединений более 50 на одном изделии, допускается определение размеров шва выполнять на 10-20% в соединений в одном-двух сечениях, при условии, что при визуальном контроле, которому подвергают все соединения, нет сомнений в части отклонения размеров (ширина, высота) шва от допуска.
6.5.6. При измерительном контроле наплавленного антикоррозионного покрытия его толщину на цилиндрических поверхностях проводить не менее чем через 0,5 м в осевом направлении и через каждые 60° по окружности при ручной наплавке и 90° при автоматической наплавке.
На плоских и сферических поверхностях проводят не менее одного замера на каждом участке размером до 0,5 м ´ 0,5 м при автоматической наплавке.
6.5.7. При контроле угловых швов сварных соединений катеты сварного шва измеряют с помощью специальных шаблонов (рисунок 11). Определение размеров высоты, выпуклости и вогнутости углового шва выполняется расчетным путем и только в тех случаях, когда это требование предусмотрено конструкторской документацией. Измерение выпуклости, вогнутости и высоты углового шва проводится с помощью шаблонов, например шаблоном В.Э. Ушерова-Маршака (рисунок 6).
6.5.8. Измерение глубины западаний между валиками при условии, что высоты валиков отличаются друг от друга, выполняют относительно валика, имеющего меньшую высоту. Аналогично определяют и глубину чешуйчатости валика (по меньшей высоте двух соседних чешуек).
6.5.9. Измерительный контроль сварных соединений и наплавок (высота и ширина сварного шва, толщина наплавки, размеры катетов угловых швов, западания между валиками, чешуйчатость шва, выпуклость и вогнутость корневого шва, величину перелома осей соединяемых цилиндрических элементов, форму и размеры грата и т.д.), указанный в п.п. 6.5.5, 6.5.8 и таблице 8, следует выполнять на участках шва, где допустимость этих показателей вызывает сомнение по результатам визуального контроля, если в НД и ПТД не содержится других указаний.
6.5.10. Выпуклость (вогнутость) стыкового шва оценивается по максимальной высоте (глубине) расположения поверхности шва от уровня расположения наружной поверхности деталей. В том случае, когда уровни поверхностей деталей одного типоразмера (диаметр, толщина) отличаются друг от друга, измерения следует проводить относительно уровня поверхности детали, расположенной выше уровня поверхности другой детали (рисунок 12).
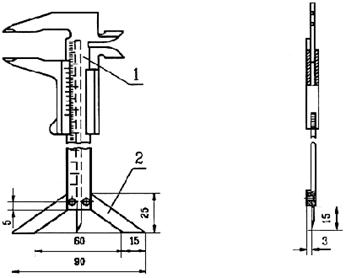
1 - штангенциркуль; 2 - опора
Рисунок 9 - Штангенциркуль типа ШЦ-1 с опорой
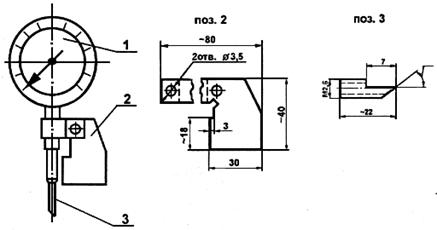
1 - индикатор "0-10" с поворотной шкалой; 2 - опорный кронштейн; 3 - измерительная игла
Рисунок 10 - Приспособление для измерения глубины подрезов
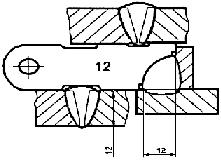
Рисунок 11 - Специальный шаблон для контроля сварных швов
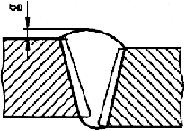
Рисунок 12 - Измерение выпуклости (вогнутости) стыкового шва (g) при различном уровне наружных поверхностей деталей, вызванным смещением при сборке соединения под сварку
В том случае, когда выполняется сварка деталей с различной толщиной стенки и уровень поверхности одной детали превышает уровень поверхности второй детали, оценку выпуклости (вогнутости) поверхности шва выполняют относительно линии, соединяющей края поверхности шва в одном сечении (рисунок 13).
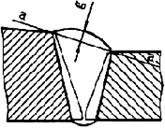
Рисунок 13 - Измерение выпуклости (вогнутости) стыкового шва (g) при различном уровне наружных поверхностей деталей, вызванном разницей в толщинах стенок
6.5.11. Выпуклость (вогнутость) углового шва оценивается по максимальной высоте (глубине) расположения поверхности шва от линии, соединяющей края поверхности шва в одном поперечном сечении (рисунок 14)

Рисунок 14 - Измерение выпуклости (g) и вогнутости (g 3  ) наружной поверхности и высоты (h) углового шва
) наружной поверхности и высоты (h) углового шва
6.5.12. Размеры выпуклости (вогнутости) стыкового (рисунок 13) и углового (рисунок 14) швов определяются шаблонами, например, конструкции В.Э. Ушерова-Маршака или специально для этой цели предназначенными специализированными шаблонами.
6.5.13. Выпуклость (вогнутость) корня шва оценивается по максимальной высоте (глубине) расположения поверхности корня шва от уровня расположения внутренних поверхностей сваренных деталей.
В том случае, когда уровни внутренних поверхностей разные, измерения выпуклости (вогнутости) корня шва следует проводить согласно рисунку 15.

Рисунок 15 - Измерение выпуклости (g 1) и вогнутости (g 2) корня шва стыкового одностороннего шва
6.5.14. Измерения отдельных размеров сварного соединения с помощью универсального шаблона типа УШС приведены на рисунке 16.
6.5.15. Измерения чешуйчатости и западаний между валиками шва, глубины и высоты углублений (выпуклостей) в сварном шве и металле разрешается определять по слепку, снятому с контролируемого участка. Для этого применяют пластилин, воск, гипс и другие материалы. Измерения проводят с помощью измерительной лупы или на микроскопе после разрезки слепка механическим путем.
6.5.16. Измерения перелома осей цилиндрических элементов и углового смещения плоскостей деталей, а также несимметричности штуцера (привариваемой трубы в угловом соединении труб) следует выполнять с учетом п. 6.6.9 и п. 6.6.10.
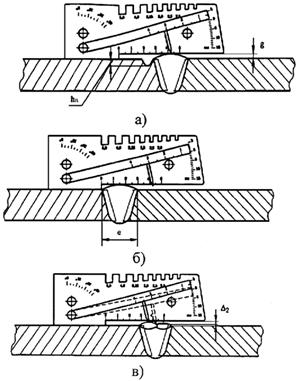
а) измерение высоты шва (g) и глубины подреза (h п); б) измерение ширины шва (е);
в) измерение западаний между валиками (D2)
Рисунок 16 - Измерения с помощью шаблона УШС размеров сварного шва
6.6. Порядок выполнения визуального и измерительного
контроля сварных конструкций (узлов, элементов)
6.6.1. Визуальный контроль сварных конструкций (узлов, элементов) предусматривает проверку:
- отклонений по взаимному расположению элементов сварной конструкции;
- наличия маркировки сварных соединений;
- наличия маркировки сварных конструкций (узлов);
- отсутствия поверхностных повреждений материала, вызванных отклонениями в технологии изготовления, транспортировкой и условиями хранения;
- отсутствия неудаленных приварных элементов (технологического крепления, выводных планок, гребенок, бобышек и т.п.).
6.6.2. Измерительный контроль гнутых колен труб предусматривает проверку:
- отклонения от круглой формы (овальность) в любом сечении гнутых труб (колен);
- толщины стенки в растянутой части гнутого участка трубы (рекомендуется проводить толщиномерами);
- радиуса гнутого участка трубы (колена);
- высоты волнистости (гофры) на внутреннем обводе гнутой трубы (колена);
- неровностей (плавных) на внешнем обводе (в случаях, установленных НД);
- предельных отклонений габаритных размеров.
6.6.3. Измерительный контроль тройников и коллекторов с вытянутой горловиной предусматривает проверку:
- эксцентриситета оси горловины относительно оси корпуса;
- радиусов перехода наружной и внутренней поверхностей горловины к корпусу;
- размеров местных углублений от инструмента на внутренней поверхности тройника, вызванных применяемым инструментом;
- уменьшения диаметра корпуса вследствие утяжки металла при высадке (вытяжке) горловины;
- угла конуса на наружной поверхности патрубка;
- местного утолщения стенки горловины, овальности прямых участков корпуса тройника по наружному диаметру в месте разъема штампа;
- кольцевого шва присоединения переходного кольца.
6.6.4. Измерительный контроль переходов, изготовленных методами подкатки (последовательного обжима), осадки в торец и вальцовкой листовой стали с последующей сваркой предусматривает проверку:
- размеров углублений и рисок на внутренней поверхности обжатого конца, носящих характер ужимин;
- утолщения стенки на конической части перехода;
- формы и размеров шва, отсутствия недопустимых поверхностных дефектов (см. п. 7.5).
6.6.5. Измерительный контроль сварных изделий (деталей) - тройников, фланцевых соединений, секторных отводов, коллекторов, трубных блоков и т.д. предусматривает проверку:
- размеров перекосов осей цилиндрических элементов;
- прямолинейности образующей изделия;
- отклонения штуцера (привариваемой трубы, патрубка) от перпендикулярности относительно корпуса (трубы, листа), в который вваривается штуцер (труба, патрубок);
- отклонения осей концевых участков сварных секторных отводов;
- кривизны (прогиба) корпуса (трубы) сварных угловых соединений труб (вварка трубы, штуцера);
- отклонения размеров, определяющих расположение штуцеров в блоках;
- отклонения оси прямых блоков от проектного положения;
- отклонения габаритных размеров сварных деталей и блоков.
6.6.6. Контроль геометрических размеров колен и труб гнутых, а также прямых гнутых деталей и блоков должен проводиться методом плазирования (наложением на плаз с контрольным чертежом) с последующим измерением отклонений измерительным инструментом (линейка, щуп, штангенциркуль, шаблон, оптические приборы и др.). Замеры отклонений гнутых труб (колен) проводятся относительно наружной поверхности. Схемы измерений отдельных отклонений приведены на рисунке 17.
6.6.7. Овальность любого сечения колена (гнутой трубы) и прямых участков корпуса тройника по наружному диаметру в зоне разъема штампа определяется в соответствии с требованиями НД на объекты контроля по следующим формулам:
А = 2  ´ 100%
´ 100%
или
А =  ´ 100%
´ 100%
 и
и  - максимальное и минимальное значение наружного диаметра. Измерение и выполнять в поперечном сечении детали, имеющей наибольшие отклонения.
- максимальное и минимальное значение наружного диаметра. Измерение и выполнять в поперечном сечении детали, имеющей наибольшие отклонения.

а) отклонение (перелом) оси тройника сварного (В 6); б) отклонение штуцеров от проектного положения (a4) и размеры расположения штуцеров по длине трубы (коллектора) (А и Б);
в) отклонение (перелом) оси блока трубопровода (d)
Рисунок 17 - Схема измерений отдельных отклонений трубных деталей и блоков
6.6.8. Измерение толщины стенки гнутых деталей (элементов), в том числе вытянутой горловины тройников и коллекторов, а также утолщения стенки на конической части перехода, изготовленного методами прокатки и осадки в торец, рекомендуется проводить ультразвуковыми приборами (толщиномерами).
6.6.9. Перелом осей трубных деталей и прямолинейность образующей определяется в 2-3 сечениях в зоне максимального перелома (отклонения образующей от прямолинейности), выявленного при визуальном контроле. Измерение выполнять в соответствии с требованиями, приведенными в п. 6.4.12 и рисунке 3. В случае, когда измерения по данной методике не обеспечивают требуемой точности, измерения следует проводить по специальной методике.
6.6.10. Отклонение от перпендикулярности наружной поверхности (оси) штуцера к корпусу (трубе) определяется в двух взаимно перпендикулярных сечениях (рисунок 18).
6.6.11. Определение диаметра труб при измерении рулеткой проводится по формуле:
D (d) =  - 2D t - 0,2
- 2D t - 0,2
где Р - длина окружности, измеренная рулеткой, мм;
p = 3,1416;
D t - толщина ленты рулетки, мм.
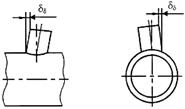
Рисунок 18 - Измерение отклонения (dd) от перпендикулярности наружной поверхности штуцера
6.6.12. Измерения следует выполнять на участках, угловые и линейные размеры которых вызывают сомнение по результатам визуального контроля.
6.7. Порядок выполнения визуального и измерительного контроля при устранении
дефектов в материале и сварных соединениях (наплавках)
6.7.1. При ремонте дефектных участков визуально необходимо контролировать:
полноту удаления дефекта, выявленного при визуальном контроле и контроле другими методами неразрушающего контроля;
форму выборки дефектного участка; форму обработки кромок выборки; чистоту (отсутствие визуально наблюдаемых загрязнений, пыли, продуктов коррозии, масла и т.п.) поверхности выборки и прилегающих к ней поверхностей;
ширину зоны зачистки механическим путем поверхностей материала, прилегающих к кромкам выборки;
отсутствие (наличие) дефектов (трещин, пор, включений, скоплений пор и включений, свищей, прожогов, наплывов, усадочных раковин, подрезов, непроваров, брызг расплавленного металла, западаний между валиками, грубой чешуйчатости и т.п.) на поверхности шва заварки выборки и на прилегающих к выборке участках материала.
6.7.2. При ремонте дефектных участков в материале и сварных соединениях измерением необходимо контролировать:
размеры выборки дефектного участка;
размеры разделки кромок выборки (угол скоса, радиусы начала и окончания выборки, толщину перемычки металла при исправлении трещин и т.п.);
ширину зоны зачистки механическим путем участков материала, прилегающих к кромкам выборки;
размеры дефектов на поверхности шва заварки выборки и прилегающих к нему участках материала, выявленные при визуальном контроле;
шероховатость поверхностей выборки и прилегающих участков материала в зоне их зачистки (перед заваркой выборки), а также поверхностей материала перед проведением последующих методов неразрушающего контроля.
6.8. Порядок выполнения визуального и измерительного контроля при эксплуатации,
техническом диагностировании (освидетельствовании)
6.8.1. Визуальный контроль материала и сварных соединений выполняют с целью выявления поверхностных повреждений (трещин, коррозионных повреждений, деформированных участков, наружного износа элементов и т.д.), образовавшихся в процессе эксплуатации изделий.
Измерительный контроль материала и сварных соединений выполняют с целью определения соответствия геометрических размеров конструкций и допустимости повреждений материала и сварных соединений, выявленных при визуальном контроле, требованиям рабочих чертежей, ТУ, стандартов и паспортов.
6.8.2. При визуальном контроле материала и сварных соединений проверяют:
- отсутствие (наличие) механических повреждений поверхностей;
- отсутствие (наличие) формоизменения элементов конструкций (деформированные участки, коробление, провисание и другие отклонения от первоначального расположения);
- отсутствие (наличие) трещин и других поверхностных дефектов, образовавшихся (получивших развитие) в процессе эксплуатации;
- отсутствие коррозионного и механического износа поверхностей.
6.8.3. При измерительном контроле состояния материала и сварных соединений определяют:
- размеры механических повреждений материала и сварных соединений;
- размеры деформированных участков материала и сварных соединений, в т.ч. длину, ширину и глубину вмятин, выпучин, отдулин;
- овальность цилиндрических элементов, в том числе гибов труб;
- прямолинейность (прогиб) образующей конструкции (элемента);
- фактическую толщину стенки материала (при возможности проведения прямых измерений);
- глубину коррозионных язв и размеры зон коррозионного повреждения, включая их глубину.
6.8.4. Разметку поверхности для измерения толщины стенок рекомендуется проводить термостойкими и хладостойкими маркерами, а при их отсутствии - краской или мелом.
VII. Оценка результатов контроля
7.1. Оценку качества материала изготовленных деталей, подготовки кромок деталей, сборки деталей под сварку, выполненного сварного соединения (наплавки) и конструкций в целом, швов заварки дефектных участков по результатам визуального и измерительного контроля проводят по нормам, согласованным с Госгортехнадзором России.
7.2. В приложении Е приведены рекомендуемые размерные показатели для норм оценки качества по результатам визуального и измерительного контроля.
VIII. Регистрация результатов контроля
Результаты визуального и измерительного контроля на стадиях входного контроля материала и производства работ по изготовлению, монтажу, ремонту (подготовка деталей, сборка деталей под сварку, сварные соединения (наплавки), исправление дефектов) технических устройств и сооружений, а также в процессе эксплуатации технических устройств и сооружений фиксируются в учетной (журнал учета работ по визуальному и измерительному контролю) и отчетной (акты, заключения, протоколы) документации.
Рекомендуемые формы документов, оформляемых по результатам контроля, приведены в приложении Ж.
В случаях, предусмотренных технологической документацией, на поверхности проконтролированных материалов (полуфабрикатов, заготовок, деталей) и готовых сварных соединений (наплавок) контролером по завершении каждого этапа работ по визуальному и измерительному контролю ставится клеймо, подтверждающее положительные результаты контроля.
IX. Требования безопасности
Перед допуском к проведению контроля все лица, участвующие в его выполнении, должны пройти соответствующий инструктаж по технике безопасности с регистрацией в специальном журнале.
Инструктаж следует проводить периодически в сроки, установленные приказом по организации.
Приложение А
(справочное)