По данным ситового анализа морфологического состава, основная часть ТБО, образующихся у населения, приходится на класс –150 мм (более 80 % от массы ТБО); в этом классе концентрируется около 80 % черного металла, около 80 % луженой тары, более 95 % лома алюминия, более 60 % бумаги и до 30 % тары и упаковки из полимеров (от общего содержания этих компонентов в ТБО). При обогащении ТБО стоит техническая задача селективного разделения компонентов, входящих в узкий класс крупности –200(–150)+0 мм, а также отделения крупнокусковых компонентов.
Построение технологической схемы обогащения ТБО в общем случае определяется из четырех основных условий:
· морфологического состава ТБО;
· числа компонентов, которые входят в состав ТБО, представляют практическую ценность в данных технико-экономических условиях и должны извлекаться как самостоятельный продукт;
· требований, предъявляемых к продуктам обогащения;
· числа компонентов, которые входят в состав ТБО, являются опасными или балластными в данных условиях и должны удаляться из процесса переработки.
При создании эффективной отечественной технологии сортировки сложных по составу украинских ТБО за основу необходимо принять:
· извлечение из потока ТБО цветных металлов без разделения потока на легкую и тяжелую фракции затруднено, так как цветной металлолом «запутывается» в легких компонентах ТБО, и его трудно выделить в самостоятельный продукт; по этой же причине невозможно обеспечить и высокую степень извлечения черного металлолома;
· наиболее крупные компоненты черного металлолома, а также текстильные компоненты должны быть извлечены в начале процесса, что позволит наилучшим образом реализовать аэросепарацию для разделения ТБО на две фракции (уменьшение потока материала, ударной нагрузки на аппараты, предотвращение забивания и т.д.); после выделения из ТБО крупного металлолома, текстильных и полимерных материалов отходы по своему составу приближаются к ТБО европейских стран, в связи с чем, принципиально возможно применение операции грохочения в барабанном грохоте;
· после удаления из ТБО легкой фракции должна быть введена операция доизвлечения черных металлов, поскольку их присутствие в потоке затрудняет применение электродинамической сепарации;
· из обогащенных фракций, направляемых на термическую и бестермическую обработку, желательно удалить отработанные электробатарейки;
· фракция ТО, направляемая на термообработку, должна быть максимально обогащена горючими компонентами при максимально возможном удалении вредных и балластных компонентов; желательно также обеспечить подсушку легкой фракции;
· желательна, по возможности, монослойная подача материала в процесс сортировки.
Технологическая схема сортировки ТБО, основные операции которой отработаны на потоке ТБО при производительности 10 т/час, приведена на рис. 2.1.
Выбор режимов, обеспечивающих селективность обогащения и полноту извлечения, базируется на обеспечении максимальной эффективности сепарации в каждой обогатительной операции как составной части единой технологии.
Исследование сепарационных операций, изучение ТБО как объекта сепарации и анализ практики действующих предприятий позволяют обоснованно сформулировать принципы построения технологической схемы сепарации ТБО и объединения отдельных операций в единую технологию:
· выделение в голове процесса компонентов, затрудняющих последующую сепарацию (крупнокусковые и волокнистые компоненты, лом черных металлов);
· минимизация количества отходов для дробления;
· раздельная сепарация легкой и тяжелой фракции;
· реализация в схеме возможности регулирования массового потока отходов (регулирование выхода легкой и тяжелой фракции с помощью аэросепарации);
· направление на аэросепарацию и электродинамическую сепарацию фракции ТБО крупностью –250 мм;
· наиболее полное выделение черных металлов перед электродинамической сепарацией;
· максимально возможное удаление балластных и экологически опасных компонентов из фракции ТБО, направляемой на термообработку (при максимальном обогащении этой фракции горючими компонентами).
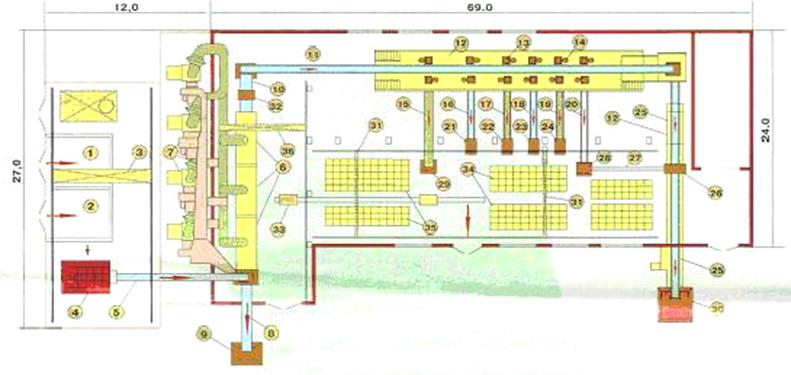
Рисунок 2.1 – План помещений и размещение оборудования
Экспликация помещений и элементов технологического процесса:
| 1.Закром приема ТБО валового сбора | 21,22,23,24. Комплексы для пакетирования ВПС, |
| 2. Закром приема | макулатуры, картона, текстиля |
| 3. Кран мостовой грейферный г/п 3,2 т | 26. Электромагнитный железоотделитель |
| 4. Приемный бункер с пластинчатым питателем | 28.Пресс для металлолома |
| 5,8,10,11,15,16,17,18,19,20,25,27. Ленточный конвейер | 29. Контейнер сбора вторичных бутылок ПЭТ |
| 6. Сушильно-обеззараживающая камера | 30. Бункер сбора неперерабатываемых отходов |
| 7. Воздушно-циркуляционная система | фр. >60 мм емк. 12 м3 |
| 9. Бункер приема неперерабатываемых отходов | 31. Подвесной электрический кран г/п до 1 т |
| 12. Технологическая площадка из | 32. Установка по обеззараживанию ТБО (резервный вариант) |
| металлоконструкций | 33. Вагонентка для внутрицехового транспорта |
| 13. Желоб для подачи вторсырья на конвейер | спакетированного вторсырья |
| 14. Рабочее место сортировщика | 34,35.Площадки временного хранения спакетированного вторсырья |
| 36. Кран-балка г/п 3 т |
Наиболее полное и селективное разделение ТБО на компоненты достигается при монослойной подаче их к сортирующим аппаратам и устройствам, когда отдельные компоненты не перекрывают друг друга и находятся в разъединенном состоянии. Монослойную подачу отходов в процесс сепарации обеспечивают их разделение на легкую и тяжелую фракции и ступенчатое увеличение скорости потока ТБО перед каждой последующей операцией обогащения по ходу технологического процесса (от 0,2 до 1,5 м/с).
В зарубежной практике сортировка ТБО наиболее часто начинается с операции грохочения; отдельные классы крупности этой операции обогащают-ся раздельно тем или иным методом, что в итоге дает определенный технологический эффект (повышение извлечения, чистоты разделения). В то же время опыт показывает, что установка барабанного грохота в начале процесса нецелесообразна, так как его отверстия легко забиваются текстильными и влажными компонентами. Аналогичные сложности отмечаются при грохочении исходных ТБО по классу 70-100 мм на заводах во Франции и Швейцарии. Учитывая специфичность отечественных ТБО, механический перенос западных технологий сортировки в украинские условия не является оптимальным решением. Любая западная технология должна быть адаптирована к украинс-ким условиям с учетом технологических свойств ТБО, отмеченных выше.
Анализ современных зарубежных технологий сепарации ТБО (“ORFA” – Швейцария; “Foster Wheeler” – Чикаго; “Сорайн Чеккини” – Италия; “Asahi Juken”– Япония; Кельн – Германия) показывает, что они не являются универсальными и их нецелесообразно использовать при переработке украинских ТБО, отличающихся более сложным составом. Можно отметить, что в большинстве случаев зарубежные технологии, решая частные задачи извлечения тех или иных ценных компонентов (или смеси компонентов), и не решают комплексно задачу подготовки отходов к дальнейшей переработке тем или иным методом. Практикой доказана также невысокая эффективность грохочения ТБО по тонким классам крупности, поэтому технологические схемы, включающие такие операции, не являются оптимальными. Применение ручного труда в технологиях сепарации ТБО не является достоинством технологии, а механизированное извлечение цветных металлов из ТБО реализовано только в технологии фирмы “Foster Wheeler” и на экспериментальных производствах механизированной сортировки в России.
Как показывает анализ, практически все зарубежные технологии предусматривают регулирование потока отходов, подвергаемых сепарации, с помощью грохочения. Очевидно, эффективность технологии сепарации должна быть выше, если для регулирования потока отходов, направляемых на сепарацию, использовать не только методы грохочения (сепарация ТБО на узкие классы крупности затруднена), а также воздушную сепарацию, разделяющую поток ТБО на легкую и тяжелую фракции. Аэросепарация основного потока ТБО является также операцией, улучшающей санитарно-гигиенические условия труда, способствующей подсушке отходов, повышению полноты извлечения металлов, отделению инертных компонентов.
Таким образом, актуальной задачей является использование при проекти-
ровании отечественных заводов работоспособной, апробированной технологии сепарации ТБО, в полной мере учитывающей их специфический состав, а также достижения мировой практики в этой области.