
1 – картон, 2 – тяговые валики, 3 – механизм продольной резки, 4 - подающий пресс, 5 – ножевой барабан, 6 – неподвижный нож, 7 – транспортер.
Транспортер подает листы на листоукладчик.
Длина листа определяется скоростью подачи картонного полотна и частотой вращения ножевого барабана. Двухформатная саморезка позволяет получать картон одновременно двух форматов. Рабочая скорость до 240 м/мин.
Некоторые виды картона, например, картон для изготовления штампованных коробок на автоматах, нарезается на ленты определенной ширины (300 – 1000 мм), наматываемые на бобины. Конструкция бобинорезательного станка не имеет принципиальных отличий от конструкции ПРС.
Упаковка рулонов картона осуществляется аналогично упаковке рулонов бумаги на полуавтоматических рулоноупаковочных станках и автоматизированных рулоноупаковочных линиях.
Листовой картон пакуют в кипы массой 25 – 50 кг.
КАЛАНДРИРОВАНИЕ КАРТОНА
Для придания эластичности структуре поверхности картон перед каландрированием увлажняют. В результате каландрирования картон уплотняется, поверхность его становится гладкой и приобретает лоск. Толщина картона при этом снижается на 8-20 % и более, длина и ширина увеличиваются соответственно в среднем на 0,5 и 0,2 %.
Для придания картону лоска верхний вал каландра нагревают и скорость его вращения выше скорости вращения нижнего вала.
При высоких требованиях по показателям гладкости, лоска, плотности, предъявляемых к картону, производят дополнительную обработку на суперкаландре.
Листовой картон каландрируют на двухвальных сатинировальных, фрикционных и калибровочных каландрах.
САТИНИРОВАЛЬНЫЙ каландр предназначен для уплотнения картона и придания ему гладкости. Может иметь привод обеих валов, при этом верхний вал каландра не имеет скольжения. Если нижний вал имеет привод, а верхний вращается за счет сил трения, то он имеет некоторое скольжение.
У ФРИКЦИОННОГО каландра верхний вал получает вращение от приводного нижнего вала через зубчатую передачу, выполненную так, чтобы окружная скорость между валами отличалась. Такой каландр придает картону лоск.
КАЛИБРОВОЧНЫЙ каландр имеет два приводных вала с одинаковой окружной скоростью, оба вала установлены так, чтобы между ними была калибровочная щель. Предназначен для получения картона равномерной толщины.
Лист картона пропускают через каландр несколько раз, уменьшая высоту калибровочной щели.
Применяют также сатинировально – фрикционные каландры (универсальные), которые могут работать как с различной скоростью валов, так и при одинаковой их скорости, т.е. способны выполнять работу сатинировальных, фрикционных и калибровочных каландров.
ТИСНЕНИЕ –
Изменение фактуры путем нанесения тисненного рисунка. Производится на двухвальном каландре и бывает трех видов: сквозное, поверхностное (одностороннее) и креповое (двухстороннее).
При СКВОЗНОМ тиснении ОДНА СТОРОНА КАРТОНА ИМЕЕТ положительный, а другая – негативный рисунок. В этом случае нижний вал бумажный, а верхний – стальной. На стальном валу выгравирован рисунок, бумажный вал воспринимает рисунок в негативном изображении.
Для ПОВЕРХНОСТНОГО тиснения используют трехвальный каландр. Третий гладкий стальной вал, установленный под бумажным валом, предупреждает появление отпечатка на обратной стороне бумаги, в результате чего она остается гладкой.
При КРЕПОВОМ тиснении используют два стальных гравированных вала, причем выступы одного входят во впадины другого. Отличительной особенностью крепового тиснения является то, что картон не уплотняется, а только деформируется.

1 – картон, 2 – стальной вал, 3 – бумажный вал.
ЛОЩЕНИЕ
Наряду с фрикционным каландрм для лощения может применяться лощильный каландр, лощильный станок или лощильный цилиндр.
ЛОЩИЛЬНЫЙ КАЛАНДР состоит из хромированного цилиндра с полированной поверхностью (диаметр 1 - 4 м) и одного или двух прижимных стальных валов с регулируемой бомбировкой. Цилиндр и валы обогреваются до Т – 150 – 300оС. Р =60-100 кг/см
1 – цилиндр, 2 – прижимные валы.
ЛОЩИЛЬНЫЙ СТАНОК состоит из цилиндров с прижимными вращающимися щеточными валами. Диаметр цилиндра -–2 м, щеточных валов – 0,5 м.

Непосредственно на машине производят лощение на глянцевой поверхности цилиндра при Т – 90оС. Такой способ также применяется для нанесения покрытий. На картон наносят покрытие, прижимают с помощью валиков к поверхности цилиндра, высушивают и подают на накат.
Иногда покровная суспензия наносится прямо на цилиндр и снимается с него картонным полотном.
Л 12
ОБЛАГОРАЖИВАНИЕ КАРТОНА И ПРИДАНИЕ ЕМУ
СПЕЦИАЛЬНЫХ СВОЙСТВ
МЕЛОВАНИЕ придает картону гладкость, белизну, хорошую впитываемость печатных красок. Мелованный картон применяется для почтовых карточек, вкладышей в книги, различных видов упаковки и т. д. Покровный слой наносят на картон с одной или двух сторон. Картон для мелования производят четырех – или пятислойным с введением во внутренние слои 40 – 70 % макулатуры.
Меловальная суспензия чаще всего наносится в два слоя на каждую сторону полотна.
Первый слой уменьшает разницу между сеточной и верхней стороной, заполняет неровности, выравнивая поверхность. При нанесении двухслойного покрытия можно регулировать наносимый состав по слоям, в первичный слой вводятся более дешевые компоненты.
Меловальная суспензия может вноситься на КДМ, что вызывает трудности в работе машины: ограничивается скорость, увеличивается количество брака и простои машины, поэтому наибольшее распространение получило мелование на отдельной установке.

1 – раскат, 2 – камера воздушной сушки, 3 – меловальное устройство, 4 – транспортер, 5 – сушильные цилиндры, 6 – накат.
Ширина и скорость установки соответствуют параметрам машины, длина до 30 м и более.
КАШИРОВАНИЕ
Это процесс формования пленки из расплава полимера с последующей припрессовкой ее к бумаге или картону. Для таких целей используется полиэтилен, полиуретан, ПВХ.

1 – дозировочный бункер, 2,3 – Ме валы с электроподогревом,
4 – обрезин. прижим. валик,
5 – валик с зеркальной или рифленой поверхностью,
6 – картон с покрытием,
7 – цилиндр с электрообогревом,
8 – картон – основа.
Гранулированный полимер через дозировочный бункер попадает в зазор между горячими валами, плавится. Отделка картона осуществляется с помощью валика, имеющего зеркальную или рифленую поверхность.
ГУММИРОВАНИЕ
К гуммированным относятся бумага или картон с односторонним клеевым покрытием, способным при смачивании или нагревании приклеиваться к другим предметам. Гуммированную бумагу применяют в качестве почтовых марок, клеевых лент, при автоматической упаковке и расфасовке продуктов, для этикеток.
Основным компонентом покровного слоя является животный, главным образом, костный клей. Он обладает хорошей адгезией к целлюлозному волокну, придает повышенную механическую прочность бумаге – основе, но биологически нестоек и имеет специфический запах. Для придания клею стойкости к загниванию вводят добавки (алкилированные фенолы, салициловую кислоту, формальдегид и др.). Для получения приятного запаха вводят терпентинное масло.
В качестве заменителей животного клея используют натуральные или синтетические водорастворимые полимеры, способные к адгезионному взаимодействия с целлюлозным волокном (крахмал, ПВС, поливинилацетат, NаКМЦ (натриевая соль карбоксиметилцеллюлозы) и др.)
Машина для нанесения клея состоит из раската, клеенаносящего устройства, суш. Части и наката. Наносящее устройство состоит из 3 – х валов, один из которых погружен в обогреваемую ванну с клеем.
ПРОИЗВОДСТВО ГОФРИРОВАННОГО КАРТОНА И ПЕРЕРАБОТКА
ЕГО В ГОФРОТАРУ
Гофрированный картон получают путем склейки одного или нескольких слоев гофрированной бумаги с одним или несколькими слоями плоского картона.
Гофрированный картон может иметь различный профиль и размеры волнистого слоя. В мировой практике каждый профиль имеет буквенное обозначение: крупный гофр – А, мелкий – В, средний – С, микрогофр – Е, большой гофр – К. Высота микрогофра 1,14–1,58 мм, большого – 6,6–7,0 мм.
ГОФРИРОВАННЫЙ КАРТОН ЯВЛЯЕТСЯ АНИЗОТРОПНЫМ МАТЕРИАЛОМ, РАБОТАЮЩИМ КАК АМОРТИЗАТОР при приложении нагрузки перпендикулярно гофрам, при приложении нагрузки вдоль гофра – работает как жесткий материал.
В зависимости от назначения тары для ее производства используют двух -, трех -, пяти -, семислойный картон. При изготовлении картона с большой слойностью рекомендуется использовать сочетание гофров различного типа, что позволяет получать картон высокой прочности.
Картон с крупным гофром используется для упаковки изделий из стекла, керамики, для радио – и телеаппаратуры, т.к. он имеет большую амортизационную способность.
Картон с мелким гофром обладает значительной жесткостью и используется для упаковки мебели, изделий бытовой химии, консервов в металлических банках.
Наиболее распространенным является трехслойный картон с гофром С, который обладает одновременно достаточной жесткостью и амортизационной способностью.
Склеивание гофра с плоскими слоями производят силикатным или крахмальным клеем. Крахмальный клей имеет ряд преимуществ перед силикатным:
- более высокая скорость гофроагрегата;
- выше прочность склеивания;
- больше срок службы ножей;
- меньше чувствительность к влажности склеиваемых материалов;
- отсутствие опасности заболевания силикозом.
Гофрировальный агрегат позволяет получать из рулонов бумаги и картона листовые заготовки картонных ящиков (см. рис. на стр 42)
ПОДОГРЕВАТЕЛЬ для картона – стальной барабан Д 900–930 мм нагревается паром до 185 – 190 оС. Имеет регулируемый привод.
УВЛАЖНЕНИЕ бумаги и картона осуществляют увлажнителями трубчатого или камерного типа. Нагрев и увлажнение перед склеиванием улучшают процесс проникновения клея в бумагу. Кроме того бумага становится эластичной, возрастает ее способность к гофрированию без образования трещин. При переувлажнении бумага плохо воспринимает клей, не обеспечивает требуемую жесткость гофра.
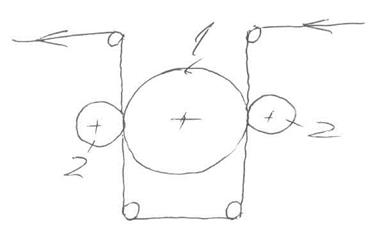
ГОФРИРОВАЛЬНАЯ МАШИНА имеет гофрирующие рифленые стальные валы диаметром 300 – 350 мм. Над верхним рифленым валом устанавливается гладкий прижимной вал, оба имеют бомбировку. Все валы обогреваются паром и имеют Т пов – ти 180 – 200 оС. Клей наносится из ванны с помощью 2 –х, 3 – х валов, Т клея – 30 –60оС.
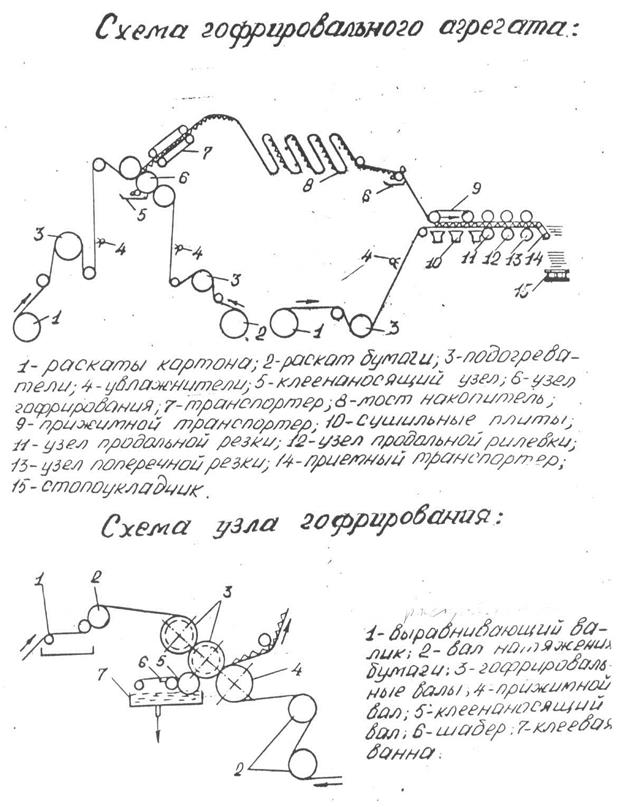
НАКОПИТЕЛЬНЫЙ МОСТ – многоярусная металлическая конструкция с движущимися вдоль нее сукнами. Предназначен для создания запаса картона в случае смены рулонов бумаги и картона или остановки узлов гофроагрегата.
В СУШИЛЬНОЙ ЧАСТИ образовавшийся трехслойный картон прижимается сукном к сушильным плитам. В зависимости от скорости гофроагрегата, вида клея, слойности картона Т сушки поддерживается: 1 группа плит – 110 – 140оС; 2 – 140–150оС; 3 – 150–160оС; 4 – 150–190оС. Температура в группах регулируется изменением подачи пара в нагревательные плиты.
РИЛЕВОЧНАЯ МАШИНА уплотняет картон в виде линии определенной ширины на прямолинейном участке. По этой линии картон может перегибаться на 180о без появления трещин и разрыва наружного слоя.
ЛИСТОУКЛАДЧИК – бывает одно -, двух -, трехярусный. Каждый ярус принимает заготовки определенного формата и собирает их в пачки, которые укладываются на поддон. Все операции механизированы.
КЛАССИФИКАЦИЯ ГОФРОТАРЫ
Традиционные материалы для выпуска тары – древесина, фанера, металл, стекло имеют ряд недостатков: большая масса, хрупкость, высокая стоимость. Картонная тара отличается легкостью, удобством в обращении, дешевизной. 1 тонна гофрированного картона заменяет ок. 16 м3 круглого леса, при этом себестоимость изготовления почти в три раза ниже, чем при изготовлении деревянных ящиков.
По НАЗНАЧЕНИЮ тара делится на транспортную и потребительскую, по КОНСТРУКТИВНЫМ особенностям – неразборную, разборную, складную, разборно – складную, по ОБОРАЧИВАЕМОСТИ – разовую, возвратную, многооборотную.
ПЕРЕРАБОТКА ГОФРОКАРТОНА В ГОФРОТАРУ
Перед подачей гофрокартона на переработку его выдерживают в поддонах в течение 3 – 4 часов с целью выравнивания влажности. Переработка производится на оборудовании, которое делится на следующие группы: печатно–просекательные машины, рилевочно–резательные, склеивающие–складывающие, складывающие – сшивающие машины, печатно–штампующие установки, упаковочные прессы и машины. Наиболее распространены печатно– просекательные машины. Сначала на верхнюю сторону картона наносится печать и производится просечка клапанов ящика.
Также на этой машине можно производить просечку отверстий, высечку ручек, самозапирающегося дна ящика. Полученные заготовки укладываются штабелеукладчиком.
Следующей операцией является сшивка или склейка ящика. Сшивка выполняется скобами из круглой или плоской проволоки, склеивание – клеем или лентой. Склеивание ящиков является наиболее прогрессивным, т.к. проще конструкция машины и выше производительность.
«Bobst» и т.д.
Л 13
ПРОИЗВОДСТВО ДВП
Классификация, свойства, применение ………
Л 14
ПРОИЗВОДСТВО ФИБРЫ…….
Л 15