Пример 1
Деталь втулка устанавливается на цилиндрический палец с буртом. Необходимо обработать ступенчатую поверхность на вертикально-фрезерном станке. Диаметр базового отверстия D=30+0,039 мм, диаметр установочного пальца d=30(-0,007-0,016) мм. Требуется определить ожидаемую точность размеров А1 и А2 (рисунок 3), если известно, что составляющие погрешности установки (погрешности закрепления и положения заготовки) равны нулю, т. е. EЗ= EП.З=0. Точность метода обработки принимается равной ω=0,120 мм (Косилова А.Г., Мещеряков Р.К, Калинин М.А. «Точность обработки заготовки и припуски в машиностроении»).
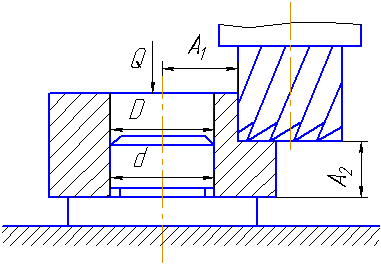
Рисунок 3. Фрезерование втулки на вертикально-фрезерном станке
Как видно из рисунка 3, заготовка устанавливается на отверстие. При такой схеме установки погрешность базирования размера А1 определяется по уравнению:

0,039+0,007+0,09=0,055 мм
Погрешность базирования при выполнении размера А2 равна нулю поскольку измерительная и технологическая базы совмещены.
Зная, что EЗ= EП.З=0, определим ожидаемую точность выполнения размеров А1 и А2 по уравнению:
0,055+0,120=0,175 мм
0+0,120=0,120
Далее сравниваем расчетное значение допуска с заданным. Должны выполняться условия:
Пример 2
Установка заготовки на 2 цилиндрических отверстия с параллельными осями и перпендикулярную к ним плоскость.
Эта схема используется при обработке деталей малых и средних размеров типа корпусов, плит, рам и картеров. Ее достоинства: простая конструкция приспособления и возможность достаточно полно выдержать принцип постоянства баз на различных операциях технологического процесса.
Базовую плоскость заготовки подвергают чистовой обработке, а отверстия разворачивают по 7 квалитету (Н7). установочными элементами служат опорные пластины и 2 низких жестких пальца.
Заготовку 1 ставят на пластины 2 и пальцы 3 и 4 (рисунок 7). При допуске T на расстояние L между осями базовых отверстий одно из них (рис. 14-б) может занимать два предельных положения. Очевидно, что область, образованная пересечением окружностей а и б, относится ко всем заготовкам данной партии. если правый палец будет цилиндрическим, то его диаметр должен быть равен d-T; в этом случае при базировании возможно возникновение покачивания заготовки на левом пальце от среднего положения на величину  . Более целесообразна ромбическая (срезанная) форма пальца с цилиндрической ленточкой шириной 2е. Величина покачивания х составляет (рисунок 7, в):
. Более целесообразна ромбическая (срезанная) форма пальца с цилиндрической ленточкой шириной 2е. Величина покачивания х составляет (рисунок 7, в):
Пример: r = 50 мм, е = 10 мм, Т = 0,1 мм
 мм
мм
При цилиндрической форме пальца (диаметр = d-T) покачивание составит 0,1 мм.
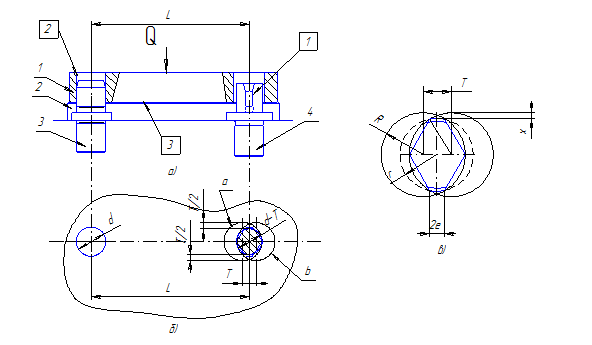
Рисунок 7. Базирование деталей по двум отверстиям
Погрешность при установке детали на 2 пальца (цилиндрический и ромбический).
Эта погрешность характеризуется максимальным и минимальным смещением заготовки от ее среднего положения в направлениях, перпендикулярных к осям цилиндрического и ромбического пальцев.
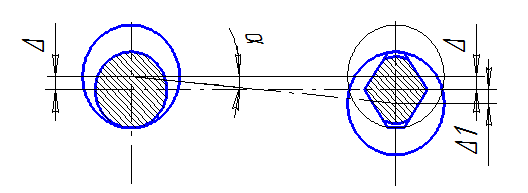
Рисунок 8. Минимальное смещение оси цилиндрического пальца
Минимальное смещение оси цилиндрического пальца:
 - минимальный радиальный зазор в посадке отверстия на палец.
- минимальный радиальный зазор в посадке отверстия на палец.
Максимальное смещение оси цилиндрического пальца:
 ,
,
где Т1 – допуск на диаметр базового отверстия;
Т’1 – допуск на диаметр цилиндрического пальца;
Т’1из – допуск на его износ.
Минимальное смещение оси ромбического пальца:
- минимальный радиальный зазор в посадке отверстия на палец.
Максимальное смещение оси цилиндрического пальца:
 ,
,
где Т2 – допуск на диаметр базового отверстия;
Т’2 – допуск на диаметр ромбического пальца;
Т’2из – допуск на его износ.
По величинам смещений находят погрешность установки для выполняемых размеров.
Наибольший угол поворота a заготовки от ее среднего положения равен:
с учетом максимальных смещений пальцев в отверстиях:

Для уменьшения угла a расстояние L следует брать наибольшим. При прямоугольной в плане базовой плоскости базовые отверстия располагают на концах ее диагонали.