В последние годы для повышения производительности обработки резанием труднообрабатываемых сталей и сплавов применяют режущий инструмент повышенной работоспособности за счет нанесения на его рабочие поверхности упрочняющих износостойких покрытий.
Состав и свойства износостойких покрытий в значительной степени зависят от техники и технологии их нанесения. Методы нанесения путем осаждения делятся на две большие группы: физические (ФОП, или PVD) и химические (ХОП, или CVD) (рис. 4.20). Внутри этих двух основных групп существует довольно большое количество разновидностей. Кроме того, применяются комбинированные методы или методы с поддержкой или активацией от других источников энергии.
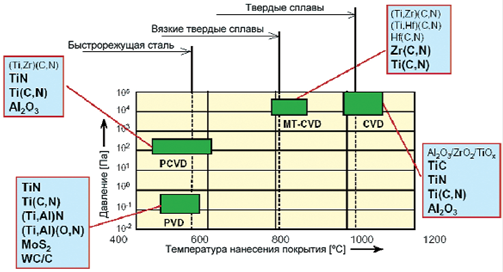
Рис.4.20. Разновидности способов нанесения износостойких покрытий.
При физическом осаждении (PVD) материал покрытия переходит в газовую фазу из твердого состояния в результате испарения под воздействием тепловой энергии или в результате распыления за счет кинетической энергии столкновения частиц материала. Энергия, распределение и плотность потока частиц определяется методом нанесения, параметрами процесса и формой источника частиц. Нанесение покрытий методом PVD обычно происходит при невысокой температуре (до 450°С), что не приводит к практическим ограничениям по материалам, на которые наносится покрытие. Это особенно важно при нанесении покрытия на быстрорежущую сталь, так как температура не превышает температуру отпуска закаленной стали (около550°С). Все процессы PVD происходят в вакууме или в атмосфере рабочего газа при достаточно низком давлении (около 10-2 мбар). Это необходимо для облегчения переноса частиц от источника (мишени) к изделию (подложке) при минимальном количестве столкновений с атомами или молекулами газа. Это же условие определяет обязательность прямого потока
частиц. В результате покрытие наносится только на ту часть изделия, которая ориентирована к источнику частиц. Скорость осаждения (скорость нанесения покрытия) зависит в этом случае от относительного расположения источника и материала. Для равномерного нанесения покрытия необходимо систематизированное движение материала или применение нескольких, определенным образом расположенных источников. В то же время, покрытие наносится только на поверхности «в прямой видимости источника», оставляя другие без покрытия. Это абсолютно невозможно при использовании метода химического осаждения.
Одними из основных факторов, определяющих качество покрытия, нанесенного методом физического осаждения, являются чистота исходных материалов, необходимый уровень вакуума и чистота реакционного газа.
Методы физического осаждения покрытий универсальны с точки зрения получения гаммы однослойных, многослойных и композиционных покрытий на основе нитридов, карбидов, карбонитридов, оксидов, боридов тугоплавких металлов IV-VI групп периодической таблицы и позволяют реализовывать процессы нанесения при температурах 300-800 °С, что обеспечивает возможность их применения для быстрорежущих сталей и твердых сплавов. Сегодня в промышленности распространены покрытия TiN, TiCN, (TiAl)N, а также многие другие.
Метод химического осаждения (CVD) практически не имеет ограничений по химическому составу покрытий. Все присутствующие частицы могут быть осаждены
на поверхность материала. Какие покрытия при этом образуются, зависит от комбинации материалов и параметров процесса. Если процесс протекает при заполнении пространства реакционным газом (кислородом, азотом или углеводородом), то происходит нанесение оксидных, нитридных и карбидных покрытий. При этом происходит химическая реакция между атомами осаждаемых металлов и молекулами реакционного газа. Состав покрытия зависит от парциального давления реакционного газа и скорости осаждения покрытия.
При химическом осаждении происходят химические реакции на или около поверхности покрываемого материала. В противоположность процессам PVD, при которых твердые материалы покрытия переводятся в газообразную фазу путем испарения или распыления, при процессе CVD в камеру покрытия подается смесь газов. Для протекания необходимых химических реакций требуется температура до 1100°. Это необходимое условие существенно ограничивает число материалов, на которые можно нанести покрытие методом CVD. Если твердые сплавы выдерживают такой нагрев практически без последствий, то термообработанные быстрорежущие стали теряют все свои свойства в результате отпуска. Процессы CVD происходят в менее глубоком вакууме при давлениях между 100 и 1000 Па. В результате обеспечивается нанесение покрытия на всю поверхность изделия. Отпадает необходимость вращения изделия, как при методе PVD. Это одно из преимуществ метода CVD. Для получения одинаковых свойств покрытия во всем объеме камеры покрытия (особенно большой) необходимо обеспечить оптимальные потоки газа. Для этого применяется специальная система подачи газа, так называемый газовый душ. В отличие от установок PVD, установки CVD имеют довольно большой размер. Для предотвращения опасных выбросов
газов в атмосферу требуется система фильтров. Благодаря высокой температуре нанесения, обеспечивающей частичную диффузию материала покрытия в материал основы, покрытия CVD характеризуются лучшей адгезией (сцепляемостью) покрытия и основного материала.
Методом CVD наносятся в основном покрытия TiN, TiCN, заменившие покрытие TiC и Al2O3. Последнее покрытие, представляющее собой керамику, может быть нанесено только методом CVD, так как не является электропроводным. Метод обеспечивает создание однослойных, двухслойных и даже трехслойных покрытий, состоящих целенаправленно из карбида титана, нитрида титана и карбонитрида титана на поверхности материала инструмента.
Таблица 4.11 Параметры технологии нанесения покрытий.
| Параметры технологии | PVD | CVD |
| Давление, Па | < 102 | > 102 |
| Температура основы, OC | < 500 | > 500 |
| Скорость осаждения | высокая | низкая |
| Адгезия | хуже | лучше |
| Поры / трещины | редко | возможны |
| Параметры производства | ||
| Размер партии | маленький | большой |
| Требования к оборудованию | высокие | низкие |
| Стоимость | высокая | низкая |
В результате указанные выше свойства двух методов нанесения покрытия опре-
деляют их область применения. Химический метод применяется для нанесения покрытия на твердосплавные пластины, в первую очередь для токарной обработки. Они выпускаются большими партиями и могут обеспечить загрузку установок CVD. Немаловажную роль здесь играет также отсутствие длительной подготовки поверхности и необходимости перемещать изделие в процессе нанесения покрытия.
Рынок покрытий разделен между двумя методами следующим образом. Инструменты из быстрорежущей стали по указанным выше причинам покрываются только
методом PVD. Для остальных инструментальных материалов (твердого сплава, ке-рамики и сверхтвердых материалов) доля инструментов с покрытием CVD составляет около 40%.
Широкое использование инструментальных материмлов с покрытиями в промышленности позволяет решать целый ряд важных задач:
• существенное увеличение стойкости и надежности формообразующего инструмента;
• повышение срока работы инструмента и увеличение производительности процессов формообразования деталей;
• снижение расхода дорогостоящего инструментального материала и скудных элементов типа Со, W, Та, Мо для их подготовки;
• увеличение свойства поверхностного слоя инструмента и точности размеров обрабатываемого изделия;
• повышение производительности станочного оборудования за счет увеличения скорости резания и подачи.
Однако необходимо понимать, что износ режущего инструмента может быть уменьшен предварительным нанесением износостойких покрытий только в том случае, если изначально в технологический процесс механической обработки не заложены механизмы фатального разрушения материала самого инструмента. Это пластическая деформация, возникающая при неправильном подборе соотношения нагрузки на инструмент и твердости материала инструмента; скалывание, возникающее при неправильно подобранном соотношении нагрузки и вязкости (пластичности); трещинообразование, возникающее в результате несоответствия нагрузки на инструмент и его ударной вязкости. Эффективность использования износостойких покрытий также существенно уменьшается при применении несовершенного станочного оборудования.
Режущий инструмент, на который наносится покрытие, должен быть сам по себе достаточно прочным, вязким и теплостойким, а также обладать высокой твердостью режущей кромки, превышающей твердость обрабатываемого материала, плюс высокой адгезионной и абразивной износостойкостью. Производители режущего инструмента регулярно представляют на мировом рынке все новые и новые марки твердых сплавов и покрытий для различных видов обработки. Большинство инструментов (до 70%) выпускается уже с предварительно нанесенными покрытиями. Предлагаются как оригинальные способы нанесения покрытий, так и разнообразные архитектуры и химические составы самих покрытий, межфазных границ «покрытие — подложка» и границ между различными слоями, если покрытие многослойное.
Контрольные вопросы к главе 4