Электрохимическая размерная обработка (ЭХО) основана на явлении анодного растворения металла, осуществляемого при прохождении тока через электролит, подаваемый под давлением в зазор между электродами.. Скорость растворения металла прямо пропорционально связана с плотностью тока, которая будет больше там, где меньше зазор. По мере обработки происходит выравнивание плотности тока в зоне обработки, а значит, и межэлектродного зазора. Электрод-инструмент в процессе обработки является катодом, а обрабатываемая деталь — анодом.
ЭХО применяется для изготовления деталей из всех токопроводящих материалов независимо от их физико-механических свойств; этот метод применяется при обработке наружных и внутренних поверхностей на операциях прошивки, обработки фасонных полостей, при обработке деталей типа труб, лопаток турбин, для отверстий, снятия заусенцев, шлифования (рис.5.12)

Рис. 5.12. Образцы деталей, изготовленных электрохимическим способом.
В качестве электролита при ЭХО чаще всего применяется водный раствор хлористого натрия благодаря его малой стоимости и относительно длительной работоспособности, которая обеспечивается за счет непрерывного восстановления в растворе хлористого натрия.
Существует несколько основных схем электрохимической обработки.
1). Обработка с неподвижными электродами.
По этой схеме получают местные облегчения в деталях, отверстия в листовых материалах, наносят информацию (порядковые номера, шифры изделий и др.), удаляют заусенцы.

Рис. 5.13. Схема обработки с неподвижными электродами
1 – электрод — инструмент; 2 – заготовка; 3 – диэлектрик.
Требуемая форма углубления или отверстия получается за счет нанесения на заготовку 2 слоя диэлектрика 3. Электрод-инструмент 1 не перемещается к обрабатываемой поверхности – межэлектродный зазор по мере съема металла с заготовкой 2 возрастает, а скорость  прокачки электролита снижается.
прокачки электролита снижается.
2). Прошивание углублений, полостей и отверстий.
При такой схеме электрод-инструмент 1 имеет одно рабочее движение — поступательное движение со скоростью  к детали 2. Межэлектродный зазор (S) — постоянный, т.е. режим стационарный. Электролит прокачивается со скоростью .
к детали 2. Межэлектродный зазор (S) — постоянный, т.е. режим стационарный. Электролит прокачивается со скоростью .

Рис. 5.14. Схема прошивания. 1 – электрод-инструмент; 2 – заготовка.
По этой схеме изготовляют рабочие полости ковочных штампов, пресс — форм, прошивают отверстия, пазы, перья лопаток турбин, вырезают заготовки различного профиля.
К такой схеме относят и получение отверстий струйным методом.

Рис. 5.15. Схема прошивания струйным методом
1 - электрод-инструмент (токопровод); 2 – заготовка;
3 – диэлектрический корпус.
Электрод-инструмент состоит из токопровода 1, омываемого потоком электролита. Токопровод находится внутри корпуса 3 из диэлектрика. Электролит создает токопроводящий канал между токопроводом 1 и заготовкой 2.
3). Точение наружных и внутренних поверхностей.

Рис. 5.16. Схема точения наружных поверхностей. 1 – электрод-инструмент; 2 – заготовка.
В месте контакта жидкости с обрабатываемой поверхностью материал заготовки растворяется и образуется углубление. Процесс идет достаточно быстро только при высоких напряжениях (до нескольких сотен вольт). Так получают отверстия диаметром 1,5…2,0 мм и вырезают контуры деталей сложной формы.
По такой схеме электрод-инструмент 1 выполняет роль резца, без контакта. В зазор S прокачивается электролит со скоростью . При точении внутренней поверхности электрод-инструмент 1 перемещается вдоль заготовки 2 со скоростью .
Межэлектродный зазор S может поддерживаться диэлектрическими прокладками 3.
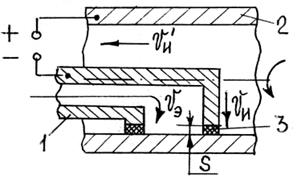
Рисунок 5.17. Схема точения внутренних поверхностей
1 – электрод — инструмент; 2 – заготовка; 3 – прокладки диэлектрические.
4). Протягивание наружных и внутренних поверхностей в заготовках
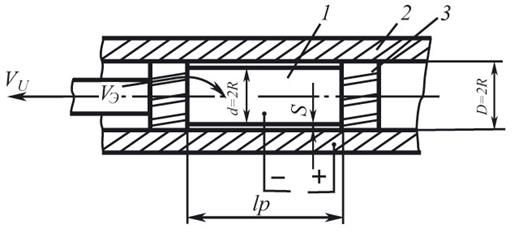
Рис. 5.18. Схема протягивания. 1 – электрод — инструмент; 2 – заготовка; 3 – прокладки диэлектрические
Заготовки должны иметь предварительно обработанные поверхности, по которым можно базировать электрод-инструмент. Его устанавливают относительно заготовки с помощью диэлектрических прокладок. Электрод-инструмент продольно перемещается (иногда вращается).
Протягивание выполняется перемещением со скоростью Vи электрода-инструмента 1 вдоль заготовки 2, как правило, с предварительно обработанной поверхностью. Инструмент устанавливают относительно заготовки с помощью диэлектриков 3. Электрохимическое протягивание осуществляют при продольном перемещении (иногда с вращением) инструмента со скоростью Vи. Заготовка может иметь прямую или изогнутую ось и различную форму сечения. Протягиванием выполняют чистовую обработку отверстий, нарезание канавок, резьбы, шлицев.
Схема протягиванияпозволяет проводить чистовую обработку отверстий любого поперечного сечения, как с прямолинейной, так и с криволинейной осью. Причем форма и размеры сечения могут изменяться по длине отверстия. Так при обработке внутренней поверхности трубы с радиусом изгиба R электрод-инструмент выполняют бочкообразной формы.
5). Разрезание заготовок
При разрезании заготовок используется профилированный инструмент (вращающийся диск) или непрофилированный-проволока.

Рисунок 5.19. Схема разрезания профилированным инструментом
1 – электрод — инструмент (диск); 2 – заготовка.
При этой схеме зазор между инструментом-электродом и заготовкой должен быть постоянным.

Рисунок 5.20. Схема разрезания непрофилированным инструментом
1 – инструмент — электрод (проволока); 2 – заготовка.
Для выполнения в заготовках различных фигурных пазов, щелей особенно в нежестких материалах применяется непрофилированный инструмент-электрод в виде проволоки из латуни, меди или вольфрама.
Для устранения влияния износа проволоки на точность обработки проволока непрерывно перематывается с катушки на катушку, что позволяет участвовать в работе все новым ее элементам.
По схеме разрезанияможно получить с высокой точностью ажурные детали без деформации и заусенцев. Электрод-инструмент выполнен в виде тонкого диска. Анодное растворение происходит без заметного усилия на заготовку, поэтому она не деформируется. Заготовка может иметь вращательное движение, что ускоряет процесс отрезания. Скорость углубления инструмента может достигать 0,2 - 0,3 мм/с, погрешность обработки находится в пределах 0,1 мм. При этом достигается скругление кромок с радиусом до 0,5 мм. При использовании непрофилированного электрода-инструмента удается получать пазы сложной формы как с сопряжениями различных радиусов, так и практически без радиусов. Скорость разрезания может достигать 0,2 мм/с, ширина паза 0,5 - 5 мм, глубина 0,1-20 мм, погрешность по ширине - 0,1 мм.
6). Шлифование
При этом используется вращающийся металлический инструмент цилиндрической формы, который поступательно движется вдоль заготовки 2 со скоростью .

Рисунок 5.21. Схема шлифования. 1 – электрод — инструмент; 2 – заготовка.
Это окончательная операция при изготовлении пакетов пластин из магнитомягких материалов, когда при обработке недопустимы механические усилия, а также для изготовления деталей из вязких и прочных сплавов.
Электрохимический метод обеспечивает сравнительно высокую производительность (до 5—7 мм/мин) и шероховатость Ra = 0,32 мкм, при этом обеспечивается отсутствие заусенцев, поверхностных дефектов и напряжений, износ инструмента.
Эффективность применения ЭХО на разных операциях различна: она меняется от снижения трудоемкости в 80 – 100 раз на операциях объемного гравирования до снижения трудоемкости в 2 – 2,5 раза на операциях обработки ковочных штампов и пресс-форм.
Удаление металла при размерной электрохимической обработке (ЭХО) происходит под действием электрического тока в среде электролита без непосредственного контакта между инструментом и заготовкой. В основе процесса ЭХО лежит явление анодного растворения металлов. Анодное растворение может протекать в электролитах различного состава, в том числе в неагрессивных электролитах (водных растворах хлорида натрия, нитрата натрия и др.). Эти соли дешевы и безвредны для обслуживающего персонала.
Под действием тока в электролите материал анода растворяется и в виде продуктов обработки выносится из промежутка потоком электролита. В результате реакций образуются газообразные продукты, которые удаляются в атмосферу. Катод, который служит инструментом, не изнашивается, что является одной из положительных особенностей процесса ЭХО.
Таблица 5.3 Технологические операции, выполняемые с применением ЭХО.

Продолжение таблицы 5.3

Продолжение таблицы 5.3

Продолжение табл. 5.3

, Продолжение таблицы 5.3

На катоде происходит ускоренное разложение молекул воды с выделением молекулярного водорода
Н2О+е→Н˙+ОН-
Н˙+Н˙→Н2↑
На аноде справедлива следующая схема перехода металла в нерастворимый гидроксид:
Ме-nе→Меn+
Меn++nОН-→Ме(ОН)n↓
одновременно образуется молекулярный кислород:
2ОН—2е→Н2О +О˙
О˙+ О˙→О2↑
Таким образом, в результате реакции на катоде выделяется газ (водород), на аноде - осадок (гидроксид металла) и газ (кислород). Продукты обработки выносятся потоком электролита из промежутка. При большой силе тока возможны также и другие реакции, в ходе которых на поверхности анода могут образовываться оксиды. Они снижают скорость растворения металла с заготовки и ухудшают ее обрабатываемость.
При осуществлении процесса ЭХО необходимо учитывать две его основные особенности.
1. Катодные процессы в водных средах сопровождаются выделением большого количества водорода, в ряде случаев на аноде выделяются кислород и хлор. Это означает, что станочные системы необходимо оснащать устройствами вентиляции и предотвращения взрыва воздухо-водородной смеси.
2. Использование коррозионно-агрессивных рабочих сред предполагает применение соответствующих конструкционных материалов и покрытий для элементов станка, контактирующих с электролитами. Кроме того, большое значение отводится устройству, конструктивному расположению и защите токоподводов.
По структуре станки для ЭХО близки к агрегатным. Они включают стандартные узлы: источник питания, насос, ванны для хранения электролитов и промывочно-пассивирующих жидкостей, устройство для очистки электролита, элементы управления.
Электрохимические станки по технологическому назначению подразделяются на следующие основные группы: копировально-прошивочные, станки для обработки пера лопаток, станки для обработки тел вращения, станки для удаления заусенцев и устройства для маркировки, станки для контурной обработки, станки для комбинированной обработки с применением ЭХО. Наибольшее распространение на предприятиях отрасли нашли станки для обработки пера лопаток и копировально-прошивочные (упрощенный вариант - прошивочные) станки.
Типовая, конструктивная схема копировально-прошивочного станка показана на рис. 5.22. Станок состоит из несущей конструкции 1 с рабочей камерой 2, электрода-инструмента 3, установленного в шпинделе 4, устройства подачи шпинделя 5. Гидравлическая система включает в себя бак для электролита 6, насосный агрегат 7, устройства очистки 8 и регенерации электролита 9, дроссельную и контрольную аппаратуру. Источник питания 10 с блоком управления 11 обеспечивают электрическое питание и работу станка в заданном режиме или по заданной программе.

Рис. 5.19. Принципиальная конструктивная схема
копировально-прошивочного станка для ЭХО

Рис. 5.20. Электрохимический станок ЭХФ-А1
Станок работает следующим образом. После установки заготовки 12 на столе станка производится подвод ЭИ на заданный начальный межэлектродный зазор. Камера герметизируется и производится включение прокачки электролита, источника питания и привода рабочих подач.
Устройство подачи ЭИ должно обеспечить стабильность его перемещения в пределах ±2% с учетом воздействия гидростатических, гидродинамических и электромагнитных сил, возникающих при ЭХО. Эти силы достаточно велики при обработке изделий большой площади и использовании мощных импульсных источников питания.
В механизме подачи копировально-прошивочных станков обычно используется пара «винт-гайка качения» с предварительным натягом в сопряжении. Для уменьшения габаритов привода подач целесообразно использовать современные мотор-редукторы с переменной частотой вращения выходного вала. Исполнительный орган (шток, шпиндель или стол) перемещается в направляющих качения или гидростатических направляющих. В ряде станков используется гидравлический механизм подачи с управляющим золотником.
В современных отечественных копировально-прошивочных станках для повышения точности обработки за счет осуществления процесса на малых МЭЗ (0,03 - 0,05 мм) осуществляется дополнительное движение инструментальной головки – вибрация в направлении основной подачи с заданными характеристиками механических колебаний. Предложены различные схемы обработки с вибрирующим электродом, отличающиеся главным образом характером синхронизации циклограммы движения ЭИ с подачей технологического импульсного тока.
Система циркуляции электролита должна обеспечить две основные функции: заданный расход и давление электролита при прокачке его через межэлектродный зазор (МЭЗ), стабилизацию физико-химических свойств электролита перед подачей его в МЭЗ. Первая из сформулированных функций обеспечивается гидравлической системой, состоящей из одного или нескольких баков, насосов, трубопроводов, аппаратуры управления. Вторая – использованием специальных устройств: отстойников, фильтров для очистки рабочей жидкости от продуктов электролиза, теплообменников, обеспечивающих отвод тепла, рН-корректоров, корректоров состава электролита.
Примеры циклограмм приведены на рис. 5.21. Первая из них предполагает подвод инструмента до касания с заготовкой на участке 1, отвод электрода-инструмента (ЭИ) на заданный зазор а0 (участок 2), рабочее перемещение ЭИ на участке 3 с дальнейшим циклическим воспроизведением представленной кинематики. Технологический ток подается на МЭП на участке 3. Вторая циклограмма используется при обработке на зазорах около 0,05 мм и отличается от предыдущей наличием участка 4, на котором ЭИ отводится на промывочный зазор апр. Общими особенностями рассмотренных схем является возможность использования различных законов движения ЭИ на участке 3 (подвод, отвод, выстой), возможность использования технологического тока различной формы в рабочей части цикла.

Рис. 5.21. Типичные циклограммы работы станков для ЭХО
Источники питания (ИП) станков для ЭХО преобразуют напряжение электрической сети в постоянное или униполярное импульсное. В отдельных случаях для ЭХО используют и переменный ток. Но во всех случаях, кроме обработки струйным методом, выходное напряжение источника питания обычно не превышает 36 В. Сила тока может достичь 30000А (в зависимости от мощности ИП). Источники могут быть со ступенчатым и плавным регулированием силы тока или напряжения, со стабилизацией выходных параметров.
Источники питания могут иметь на выходе различные внешние вольт-амперные характеристики (рис. 5.21): естественную 2, жесткую 1 и крутопадающую 3. Источники с естественной и жесткой характеристикой имеют слабо изменяющееся или постоянное напряжение независимо от силы выходного тока. Это облегчает управление и регулирование процесса ЭХО.
Однако при коротких замыканиях в таких источниках резко возрастает ток, что приводит к выходу их из строя. Источники с крутопадающей внешней характеристикой при коротких замыканиях ограничивают возрастание силы тока значением тока короткого замыкания Iк, близким к рабочему Iра б.

Рис. 5.21. Вольтамперные характеристики источников питания
Если ЭХО протекает в течение нескольких секунд, например, при маркировании деталей по схеме с неподвижными электродами, то электролит не успевает загрязниться продуктами обработки. В этих условиях электролит не прокачивают. При времени процесса до 8-10 с для перемещения электролита могут быть использованы ультразвуковые или низкочастотные вибрации электродов или влажные ленты, перемещаемые через МЭЗ. Если обрабатывают детали, предназначенные для перемещения газов или жидкостей (крыльчатки компрессоров, насосов, шнеков и др.), то электролит следует перемещать за счет вращения заготовки. Жидкость протекает по зазору между электродами со скоростью, регулируемой частотой вращения заготовки. В остальных случаях используют насосы.
При небольших расходах электролита, например, для прошивания отверстий малого диаметра, применяют прокачку с помощью пневмонагнетателей.
Ванны служат для хранения и приготовления электролита, промывки, консервации и пассивации деталей. Форма и размеры ванн для хранения электролита обусловлены необходимостью отстоя продуктов обработки, периодического их удаления, стабилизации температуры жидкости. В ваннах устанавливают теплообменники для подогрева и охлаждения электролита. Регулирование температуры и состава жидкости осуществляют автоматическими системами.
Ванны обычно изготовляют из нержавеющей стали или химически стойких диэлектриков. Они могут иметь одну или несколько секций. Для удобства транспортировки и монтажа ванны вместимостью до 1,5 м3 обычно делают односекционными, большей емкости - двухсекционными. В большом количестве электролит хранят в бетонных емкостях или в бассейнах. Бассейны удобны тем, что в них электролит методом отстаивания очищается от продуктов обработки, имеет стабильный состав, температуру. Бассейны чистят не реже одного раза в год.
Открытые бассейны занимают большую площадь, велика длина трубопроводов, трудно регулировать состав и температуру жидкости. Нагрев и охлаждение больших емкостей требуют дополнительных затрат энергии, занимают много времени, а зимой бассейны замерзают. Поэтому для хранения больших масс электролита чаще всего используют бетонные емкости расположенные в закрытых помещениях. Если число станков не превышает 10-12 штук, то используют индивидуальные ванны.
При ЭХО в электролите происходит накопление продуктов обработки. При малых МЭЗ в загрязненном электролите между ЭИ и деталью происходят пробой промежутка и короткое замыкание.
Очистка электролита может выполняться несколькими способами. Наиболее часто применяют отстой. Однако для ванн объемом более 0,5 м3 отстой занимает слишком много времени и его используют в комбинации с другими способами: центрифугированием, очисткой пресс-фильтрами и вакуумными фильтрами, электрофлотацией или осаждением продуктов обработки с помощью коагуляторов.
Для отдельных станков и небольших участков (до 3-4 станков) используют центрифугирование. Центрифуги обеспечивают очистку электролита с концентрацией продуктов обработки до 3 кг/м3.Если на участке работает более пяти станков, то целесообразно применять вакуумный фильтр (рис. 5.22). Электролит поступает во вспомогательную ванну 1. В эту же ванну частично погружен вращающийся барабан 2, наружная поверхность которого покрыта мелкой сеткой. Воздух из внутренней полости барабана 2 откачивают вакуумным насосом через центральное отверстие 3. Жидкость через ячейки попадает в барабан, а продукты обработки, оседая на наружной поверхности барабана, закрывают ячейки сетки и, когда участок барабана выходит из жидкости, за счет разности давлений снаружи и внутри барабана продукты обработки как бы прилипают к сетке. В процессе вращения ротора скребок 4 очищает барабани сбрасывает загрязнения в приемный лоток 5.
Вакуумные фильтры надежны в работе, позволяют получать отходы, пригодные для дальнейшей переработки: гидрооксиды металлов, содержащиеся в продуктах обработки, успешно используются в качестве сырья для порошковой металлургии. Применение вакуумных фильтров позволяет создавать автоматические системы очистки электролита. Загрязненность электролита после очистки в таких устройствах не превышает 0,5 кг твердого вещества в 1 м3 жидкости.

Рис. 5.22. Схема вакуумного фильтра
Механическая часть станка для ЭХО и его общая компоновка зависят от схемы обработки, габаритов деталей, технологических требований к обрабатываемой поверхности. Наиболее простую конструкцию имеют станки, работающие по схеме с неподвижными электродами. Обычно они предназначаются для обработки деталей небольших габаритов, поэтому оснащены маломощными источниками питания. Все узлы таких станков могут быть размещены в общем корпусе.
Прошивочные станки можно разделить на три группы.
1. Станки для прошивания отверстий, которые обычно обладают небольшой мощностью и все их узлы размещают в одном корпусе. Электрод-инструмент подают с постоянной скоростью. К особенностям таких станков относятся необходимость высокой степени очистки электролита и большой напор насоса.
2. Для обработки профиля пера лопаток применяют станки с горизонтальным или вертикальным направлением подачи электродов-инструментов. На таких станках одновременно обрабатываются двумя электродами спинка и корыто пера лопатки.
Станок включает в себя источник питания, механическую часть, гидравлический агрегат.. В отдельном блокеили в корпусе механической части размещают устройства для регулирования процесса. Механическую часть копировально-прошивочных станков выполняют жесткой коробчатой конструкцией. Рабочий стол может перемещаться в двух или трех взаимно перпендикулярных направлениях, а в некоторых случаях может поворачиваться вокруг вертикальной оси. Стол помещают в герметичную камерус окном для наблюдения за ходом процесса. Давление в камере регулируют изменением проходного сечения вентиля на выходе электролита из камеры.
Станки имеют систему блокировок, не позволяющую произвольно включать отдельные агрегаты. Электрод-инструмент (ЭИ) перемещается в широком диапазоне скоростей подач (1...100мкм/с). Имеются станки, оснащенные устройствами для перемещения электродов-инструментов в горизонтальном и вертикальном направлениях. Движения подачи электродов-инструментов осуществляют гидроцилиндрами или шаговыми двигателями. Для регулирования зазоров чаще применяют периодическое сближение электродов и отвод их на расчетный зазор. Имеются станки с адаптивным управлением систем поддержания заданного режима обработки. Копировально-прошивочные станки, как правило, имеют большие габариты (площади, занимаемые станком, могут достигать 40...50 м2) и значительную мощность (до 300...350 кВт), требуют наличия пневматической сети, водопровода и других коммуникаций.
Станки для ЭХО по схеме точения создают на базе токарных станков с учетом специфических условий электрохимической обработки. Детали, имеющие контакт с электролитом, должны быть выполнены из нержавеющих материалов, подвижные части герметизированы с помощью манжет и уплотнений. Шпиндель станка и электрод-инструмент должны быть надежно изолированы. Зону обработки заготовки необходимо закрыть щитками с окнами для наблюдения за процессом. Используют станки с горизонтальным и вертикальным расположением шпинделя. Источники питания таких станков обычно имеют предельную силу тока до 1000А и могут быть установлены в корпусе механической части.
Электрохимические протяжные станки по конструкции близки к токарным станкам, поскольку поступательное перемещение инструмента может сопровождаться вращением круглой заготовки. Скорость продольной подачи ЭИ в таких станках должна плавно регулироваться в пределах 0,2...8 мм/с, а окружная скорость заготовки - 50...150 мм/с.
Станки для разрезания заготовок могут иметь ЭИ в форме диска, ленты или проволоки. Диск толщиной 0,6... 1,5 мм вращается со скоростью 25...35 м/с, инструмент перемещается к заготовке с помощью следящей системы, поддерживающей постоянный зазор. Обработка происходит обычно в открытой ванне с подачей электролита поливом в зону реза.
Аналогично работают ленточные станки с использованием поступательного перемещения ленты. Более широкими технологическими возможностями обладают станки с непрофилированным ЭИ в виде проволоки диаметром 0,3...2 мм. Станки такого типа оснащены следящими устройствами для перемещения заготовки в плоскости или в пространстве, что позволяет получить любой контур реза. В станках должны стоять насосы высокого давления (1,5…2 МПа), чтобы на срезе сопла скорость электролита достигала 60...80 м/с. Поскольку диаметр сопла невелик (до 2...2,5 мм), расход жидкости и затраты энергии на ее прокачку незначительны.
Станки для ЭХО состоят из автономных блоков (источника питания, ванны, насоса, агрегата очистки электролита и др.), которые устанавливают раздельно. Как правило, изолируют источники питания, систему регулирования и другие блоки, содержащие электронные схемы, от гидравлических агрегатов, так как под действием влаги и паров электролита электрические цепи могут выйти из строя.
Помещение оборудуют инженерными коммуникациями для подвода сжатого воздуха, воды к ваннам и к системе охлаждения источника питания, а также предусмотреть стоки для слива электролита и воды в экосборник. Следует также установить вытяжной вентилятор, отсасывающий газообразные продукты обработки из ванны с электролитом и помещения.
В настоящее время ведущими изготовителями оборудования для ЭХО и ЭЭО являются фирмы Швейцарии и Японии (табл. 5.4).
Таблица 5.4. Ведущие мировые производители станков для ЭХО и ЭЭО
| Тип оборудования | Фирма (страна) |
| Копировально- промышленные станки | AGIE и CHARMILLES(Швейцария), SODICK и JAPAX(Япония), DECKEL(Германия), OSCAR (Южная Корея), YIMKOU(Китай) |
| Вырезные станки | SODICK, JAPAX и FANUC(Япония), AGIE и CHARMILLES(Швейцария), SCHIESS(Южная Корея) |
| Электрохимические станки | BOSCH(Германия), CHEMTOOL(США), JAPAX(Япония) |
| Анодно-механические станки | MITSUBISHI(Япония), ARMSTRONG-BLOM(США) |