Электронно-лучевой называют обработку, при которой для технологических целей используют остросфокусированный пучок электронов, движущихся с большой скоростью.
Метод электроннолучевой обработки (ЭЛО) основан на использовании тепла, выделяющегося при резком торможении потока электронов на поверхности обрабатываемой заготовки. При электроннолучевой обработке деталь помещают в герметическую камеру, в которой благодаря непрерывной работе вакуумных насосов обеспечивается высокая степень разрежения (до 10-7 Па). Поскольку электроны не изменяют химических свойств твердого тела, то обработка ими в вакууме является существенным достоинством этого метода, так как при обработке не происходит химического загрязнения материала заготовки.
Существенным для использования в технике электронного луча для обработки материалов является простота получения большого количества свободных электронов. Если нагреть в вакууме металлическую, например танталовую или вольфрамовую, проволоку, то с ее поверхности излучаются электроны (термоэлектронная эмиссия), число и скорость которых зависят от температуры нагрева.
Кинетическая энергия этих электронов, беспорядочно движущихся в пространстве, окружающем эмиттер, сравнительно невелика. Ее можно существенно повысить путем ускорения движения электронов в определенном направлении воздействием электрического поля, создаваемого высокой разностью потенциалов между эмиттером, являющимся в данном случае катодом и анодом.
Для этого используют специальное устройство - электронную пушку, которое вместе с электронно-оптической системой создает остросфокусированный пучок электронов, излучаемых катодом, ускоряемый в вакууме электрическим полем с разностью потенциалов до 150 кВ. Скорость электронов при этом может достигать 100 тысяч км/с и более.
Съем металла с поверхности за счет испарения и взрывного вскипания - физическая основа размерной ЭЛО. Пары материала, покидая зону обработки, производят давление - отдачу, углубляя зону расплава. В связи с этим при ЭЛО возможно получить глубокое ("кинжальное") проплавление или сварку соединений, а при размерной ЭЛО - глубокие отверстия.
Электронный луч, необходимый для реализации технологического процесса, создается в специальном приборе – электроннолучевой пушке (рис. 6.12).


Рис 6.12. Схема электроннолучевой пушки:
1 – катод; 2 – прикатодный электрод; 3 – ускоряющий электрод; 4 – магнитная линза; 5 – отклоняющая система; 6 – изделие; 7 – высоковольтный источник
Пушка имеет катод 1, который нагревается до высоких температур проходящим током или путем бомбардировки электронами вспомогательного катода. Раскаленный катод испускает (эмитирует) свободные электроны. Катод изготовляют из тугоплавких металлов или специальной керамики.
Катод размещен внутри прикатодного электрода 2, изготовленного из нержавеющей стали. На некотором удалении от катода находится ускоряющий электрод (анод) 3 с отверстием. Между катодом и анодом создается электрическое поле высокой напряженности, в результате чего электроны, вылетевшие с катода, ускоряются. Прикатодный и ускоряющий электроды имеют форму, обеспечивающую такое строение электрического поля между ними, которое фиксирует электроны в пучок диаметром, равным диаметру отверстия в аноде. Положительный потенциал ускоряющего электрода может достигать нескольких десятков тысяч вольт, поэтому электроны, эмитированные катодом, на пути к аноду приобретают значительную скорость и энергию. После ускоряющего электрода электроны двигаются равномерно.
Питание пушки электрической энергией осуществляется от высоковольтного источника 7 постоянного тока. Электроны имеют одинаковый заряд, поэтому они отталкиваются друг от друга, в результате чего диаметр электронного луча увеличивается, а плотность энергии в луче уменьшается.
Для увеличения плотности энергии в луче после выхода электронов из первого анода электроны фокусируются магнитным полем в специальной магнитной линзе 4, представляющей собой катушку, питаемую электрическим током. Фокусировка электронов в пучок минимального размера происходит на некотором удалении от магнитной линзы, в области которой осуществляется электроннолучевая обработка. Сфокусированные электроны ударяются с большой скоростью о малую ограниченную площадку на изделии 6 и их кинетическая энергия превращается в теплоту, нагревая металл до очень высокой температуры.
Для перемещения луча по поверхности обрабатываемого объекта на пути электронов помещают магнитную отклоняющую систему 5, с помощью которой может отклонить луч по любой траектории и с любой частотой. Эти системы используют для точного установления луча по стыку (при сварке), интенсивного перемещения металла (при сварке и металлическом плавлении), отклонении луча на значительное расстояние (при напылении).
Размерная обработка производится с помощью остросфокусированных потоков электронов. Она основана на интенсивном испарении материалов из зоны воздействия пучка с минимальным образованием жидкой фазы. Этот вид обработки используется для формирования планарных изображений, подгонки электрических номиналов элементов тонкопленочных схем, обработки изделий из таких материалов, как кремний, германий, керамика, ферриты, керметы и т. д. Мощность установок для этих целей в непрерывном режиме обычно не превышает 1 кВт, а в импульсном - 15 кВт.
При больших плотностях мощности и ускоряющих напряжениях порядка 100 - 175 кВ в зоне обработки возникают очень высокие температуры и все известные материалы при таких условиях плавятся и затем испаряются.
Можно также получать покрытия из труднолетучих и тугоплавких материалов: А12О3, SiO2, стекла и карбидов тугоплавких металлов.
Для формирования потока электронов и транспортировки его к объекту необходим вакуум. Внутри электронных пушек - на уровне 10-3…0-4 Па, а в технологических камерах 10-2 - 10-3 Па.
Так как электронный луч очень чувствителен к электрическим и магнитным полям, то в электронных установках должна быть предусмотрена стабилизация ускоряющего и фокусирующих напряжений, сил токов питания фокусирующих и отклоняющих магнитных систем. Схема электроннолучевой технологической установки показана на рис. 6.13.


Рис. 6.13. Типовая схема электроннолучевой технологической установки:
1- управляющая ЭВМ; 2 - управляющее устройство перемещения объекта; 3 - контрольное устройство; 4 - блок отклонения луча; 5 - блок фокусировки; 6 - высоковольтный выпрямитель; 7 - блок питания модулятора; 8 - блок питания катода; 9 - катод электронной пушки; 10 - модулятор; 11 - система откачки пушки; 12 - изолятор; 13 - анод; 14 - фокусирующая магнитная катушка; 15 - катушка отклонения луча; 16 - система визуального контроля зоны обработки; 17 - объект;
18 - вакуумный шлюз; 19 - механизм крепления и перемещения объекта;
20 - система откачки рабочей камеры; 21- рабочая камера
В зависимости от конструкции электронной пушки,поток электронов может быть сформирован в виде луча круглого сечения, ленты, клина, кольца, иметь различную энергию в выбранном диапазоне, быть стационарным или импульсным.
Эмиттером электронов в пушках с небольшими силами тока пучка служат металлические (вольфрамовые и танталовые) термокатоды прямого действия, конструктивно выполняемые в виде V-образных проволочек, стержней, спиралей, таблеток.
Повысить концентрацию электронов можно, если сжать плазму стенками сужающегося полого электрода или воздействовать на нее магнитным полем, концентрируя зону разряда в малом объеме. Такое двойное контрагирование плазмы происходит в дуоплазматронах. В них разряд зажигают между термокатодом или холодным полым катодом и анодом, в котором имеется эмиссионное отверстие диаметром 0,3 - 2 мм.
Конструктивно такая электронная пушка оформляется в камере 1 (рис. 6.14), откачиваемой отдельно от рабочей камеры установки. В камере через высоковольтный изолятор 4 закреплены катодный узел со сменной вольфрамовой спиралью 2, водоохлаждаемый промежуточный электрод 5 и основной анод 3. Промежуточный электрод и корпус анода изготовлены из стали и служат магнитопроводами.
Магнитное поле создается катушкой 6. В зазоре по оси между анодом и промежуточным электродом обеспечивается резко неоднородное магнитное поле для сжатия плазмы. Рабочий газ (аргон) подается в полость промежуточного электрода через регулируемый натекатель с расходом порядка 10 см3/ч, при этом в разрядной камере давление составляет 5 -10 Па. Максимальное давление ограничено возможностью пробоя, а минимальное - погасанием дуги.
При включении напряжения между термокатодом и промежуточным электродом внутри последнего зажигается несамостоятельный разряд. Он инициирует образование дугового разряда между основным анодом и катодом после включения анодного напряжения. Плазма дуги сжата в канале промежуточного электрода и затем в разрыве магнитной цепи на выходе из него.
Со стороны плазмы анод окружен слоем пространственного заряда. Этот заряд формирует границу плазмы, и она не выходит значительно за пределы эмиссионного отверстия. Магнитное поле с индукцией порядка 0,2 Тесла сконцентрировано в малом зазоре между цилиндрическим промежуточным электродом и анодом. Поле дополнительно сжимает плазменный разряд, увеличивая концентрацию заряженных частиц до 6×10-14 см-3. В зависимости от силы тока разряда, вытягивающего напряжения и расстояния между анодом и ускоряющим электродом, форма границы плазмы в области эмиссионного отверстия может быть плоской, выпуклой или вогнутой. Последняя форма способствует начальной фокусировке электронного потока.
Степень ионизации рабочего газа в этой области близка к 100%. Для извлечения электронов с границы плазмы и начального формирования потока используется конический вытягивающий электрод 7. Обычно он заземлен, а все детали дуоплазматрона находятся под высоким отрицательным потенциалом.

Рис. 6.14. Конструкция дуоплазматронной плазменной электронной пушки.
1- камера; 2 - спираль; 3 - основной анод; 4 - изолятор; 5 - промежуточный анод;
6 - катушка; 7 - вытягивающий электрод; 8 - вакуумный патрубок.
Поток электронов выходит в камеру через вакуумный патрубок 8, где он фокусируется магнитной линзой и отклоняется полем катушек.
Типовой режим работы рассмотренного источника: сила тока разряда дуги 0,1—12 А при напряжении горения дуги 50—150 В; сила тока пучка до 1,5 А при вытягивающем напряжении до 30 кВ. Даже при относительно малых токах разряда (2—1,5 А) и расходах газа плотность тока с границы плазмы составляет 25—100 А/см2, а общий ток - единицы ампер. Используя анодные и вытягивающие системы с большим количеством отверстий, из плазменных эмиттеров можно извлекать токи силой до тысяч ампер.
К установкам ЭЛО материалов в вакууме относятся устройства для зонного переплава (очистки), выращивания монокристаллов, легирования полупроводников, сварки, нагрева с целью модифицирования структуры, испарения и для размерной обработки.
В промышленности эксплуатируются плавильные установки с различными узлами для создания мощного электронного пучка кольцевыми катодами, радиальными электронными излучателями и аксиальными пушками. В них подлежащий плавке металл вводится в вакуумную камеру с давлением порядка 10-2—10-3 Па, расплавляется электронным потоком и каплями стекает в водоохлаждаемый кристаллизатор, где кристаллизуемый слиток постепенно вытягивается из камеры.
Наибольшее распространение для выполнения термических процессов получили установки с аксиальными пушками. Возможность отдельной откачки их объемов до высокого вакуума, удаленность эмиттера электронов от зоны обработки и применение систем сканирования лучом позволяют выполнять операции при высоких ускоряющих напряжениях и больших удельных мощностях. Такая установка изображена на рисунке 6. 15.

Рис. 6.15. Схема электроннолучевой установки для вакуумного переплава металлов: 1- привод перемещения слитка; 2- корпус; 3- подвижный шток;
4- переплавленный слиток; 5- кристаллизатор; 6- резервный металл для переплавки; 7,9- насосы; 8- электронная пушка; 10- электронный луч;
11- переплавляемый металл; 12- вакуумная камера.
Электроннолучевая сварка осуществляется путем образования локализованного расплава на стыке двух материалов или деталей с последующим его затвердеванием и образованием неразъемного соединения. Это единственный вид сварки, позволяющий осуществить практически все виды сварных швов, при этом в изделиях меньше проявляются термические напряжения и коробление. Глубина швов может значительно превосходить их ширину, составляющую в ряде случаев единицы микрометров. Однако проведение высококачественной электроннолучевой сварки требует точной подгонки кромок деталей свариваемого изделия.
Для сварочных процессов используют пушки небольшой мощности, обычно 1—3 кВт, хотя имеются и установки мощностью 250 и 1000 кВт для сварки легированных сталей толщиной 150…200 мм, обеспечивающие высокие скорости процесса и соотношение глубины шва к его ширине 25:1. Зона термического влияния шва при этом в 40 раз меньше, чем при многопроходной дуговой сварке под слоем флюса.
Нанесение покрытий методом ЭЛОосуществляется путемиспарения материалов. Различают их по способу испарения: с использованием водоохлаждаемого тигля, автотигельные, бестигельные с испарением металла с поверхности свободно висящей капли (капельный анод). Возможно испарение одновременно из нескольких тиглей, расплавы в которых находятся при разных температурах.
Устройство распыления должно обеспечивать равномерное распределение плотности конденсирующихся паров с целью получения пленок равных толщин на значительных площадях. При этом концентрация загрязнений в конденсате должна быть минимальной.
Простота управления электронным пучком во времени и пространстве позволяет точно дозировать количество энергии, подводимой к расплаву. Следовательно, прямой нагрев поверхности испаряемого материала таким пучком открывает широкие возможности регулирования скорости испарения и распределения плотности парового потока в пространстве перед мишенью.
Электроннолучевой испаритель (рис. 6.16) состоит из трех основных частей: электронной пушки, отклоняющей системы и водоохлаждаемого тигля.
Электронная пушка предназначеная для формирования потока электронов и состоит из вольфрамового термокатода 6 и фокусирующей системы 7. Электроны, эмиттируемые катодом, проходят фокусирующую систему, ускоряются за счет разности потенциалов между катодом и анодом (до 10 кВ) и формируются в электронный луч 8.

Рис. 6.16. Электроннолучевой испаритель:
1 - полюсный наконечник; 2 – электромагнит; 3 - водоохлаждаемый тигель;
3 - испаряемый материал; 5 - поток наносимого материала; 6- термокатод;
7 - фокусирующая система; 8 - электронный луч; 9- покрытие; 10- подложка
Отклоняющая система предназначена для создания магнитного поля, перпендикулярного направлению скорости движения электронов, выходящих из фокусирующей системы пушки, и состоит из полюсных наконечников 1 и электромагнита 2. Между полюсными наконечниками расположены водоохлаждаемый тигель 3 и электронная пушка. Отклоняя электронный луч магнитным полем, его направляют в центральную часть водоохлаждаемого тигля 3. В месте падения луча создается локальная зона испарения вещества из жидкой фазы. Нагретый электронной бомбардировкой материал 4 испаряется, и поток паров 5 осаждается в виде тонкой пленки 9 на подложке 10. Изменяя ток в катушке электромагнита 2, можно сканировать лучом вдоль тигля, что предотвращает образование "кратера" в испаряемом материале.
Лазерная обработка
Одним из качественно новых технологических процессов, все шире внедряемых в производство, являются лазерные технологии. В их основе лежит тепловое воздействие на материалы электромагнитного излучения, создаваемого оптическими генераторами — лазерами.
Технологии обработки материалов с использованием лазеров дают возможность осуществления процессов, недоступных большинству других технологий при полной автоматизации и высокой производительности процессов.
Создание технологических лазеров мощностью в несколько киловатт непрерывного излучения и пиковой мощностью импульсного излучения (длительностью 10-8...10-6 с) в сотни мегаватт позволяет достичь при фокусировке этого излучения интенсивностей до 108 Вт/см2 в непрерывном режиме и до 1012 Вт/см2 в импульсном режиме.
В термических видах технологических процессов (резке, пробивке отверстий, закалке, наплавке, сварке и др.) применяется лазерное излучение при интенсивности 104...107 Вт/см2.
При действии лазерного луча на поверхность металла, происходит преобразование энергия его электромагнитной волны в тепловую энергию электронов решетки в тонком слое глубиной 10-6 см за время 10-11 с.
Лазерная обработка материалов производится без изоляции образцов в вакууме. При лазерной обработке отсутствует последующее рентгеновское излучение от образца.
В основе работы лазера лежат три фундаментальных явления, происходящих при взаимодействии электромагнитных волн с веществом, а именно - процессы спонтанного и вынужденного излучения и процесс поглощения.
Если в некоторой физической среде существуют два энергетических уровня 1 и 2 с энергиями Е1 и Е2 (Е1 < Е2), из которыхуровень 1 принят в качестве основного, то можно предположить, что атом (или молекула) вещества находится первоначально в состоянии, соответствующем уровню 2 (рис. 6.17). Поскольку Е2 > Е1,атом будет стремиться перейти на уровень 1. Следовательно, из атома должна выделиться соответствующая разность энергий Е2 – Е1. Когда эта энергия освобождается в виде электромагнитной волны, процесс называют спонтанным излучением. При этом частота υ излученной волны определяется из формулы Планка:
h υ = Е2 – Е1,
где h - постоянная Планка.

Рис. 6.17. Схематическое представление процессов: а) спонтанное излучение,
б) вынужденное излучение, в) поглощение
Таким образом, спонтанное излучение характеризуется испусканием фотона с энергией при переходе атома с уровня 2 на уровень 1. Заметим, что спонтанное излучение - только один из двух возможных путей перехода атома из одного состояния в другое. Переход может происходить также и без излучения. В этом случае избыток энергии Е2 – Е1 выделяется, в какой-либо иной форме (например, разность энергии может перейти в кинетическую энергию окружающих молекул).
Имеется вероятность того, что падающая волна (рис. 6.17, а) вызовет переход атома с уровня 2 на уровень 1. При этом разность энергии Е2 - Е1 выделится в виде электромагнитной волны, которая добавится к падающей (рис. 6.17, б), такое явление называется вынужденным излучением.
Между процессами спонтанного и вынужденного излучения имеется существенное отличие. В случае спонтанного излучения атом испускает электромагнитную волну, фаза которой не имеет определенной связи с фазой волны, излученной другим атомом. Более того, испущенная волна может иметь любое направление распространения. В случае же вынужденного излучения, поскольку процесс инициируется падающей электромагнитной волной, излучение любого атома добавляется к этой волне в той же фазе. Падающая волна определяет также направление распространения испущенной волны.
Если атом первоначально находится на основном уровне 1, то атом будет оставаться на нем до тех пор, пока на него не подействует какое-либо внешнее возмущение. При воздействии на физическую среду электромагнитной волна с частотой υ (рис. 6.17, в) существует вероятность того, что атом перейдет на верхний уровень 2. Разность энергий Е2 – Е1,требующаяся для того, чтобы атом совершил переход, берется из энергии падающей электромагнитной волны. В этом случае происходит процесс поглощения.
На языке фотонов эти процессы описываются следующим образом.
1. В процессе спонтанного излучения атом, испуская фотон, переходит с уровня 2 на уровень 1.
2. В процессе вынужденного излучения падающий фотон вызывает переход 2→1, в результате чего мы получаем два фотона (падающий плюс испущенный).
3. В процессе поглощения падающий фотон просто поглощается, вызывая переход 1→2.
Как показал А. Эйнштейн, это означает, что вероятности вынужденного излучения и поглощения равны друг другу. Число атомов в единице объема, находящихся на данном энергетическом уровне, будем называть населенностью N этого уровня.
Рассмотрим в какой-либо среде два произвольных энергетических уровня 1 и 2 с соответствующими населенностями N1 и N2 (рис. 6.18). Пусть в этой среде в направлении оси 2 распространяется плоская волна с интенсивностью, соответствующей плотности потока фотонов F. Тогда, изменение плотности потока, обусловленное как процессами вынужденного излучения, так и процессами поглощения, в слое dz.
Если удастся достигнуть неравновесного состояния, для которого N2 > N1, то среда будет действовать как усилитель. Среда, в которой осуществлена инверсия населенностей, называется активной средой.

Рис.6.18. Изменение плотности потока фотонов dF при прохождении плоской электромагнитной волны через слой вещества толщиной dz
Если частота перехода υ = (Е2 – Е1)/h соответствует оптическому диапазону, то усилитель называется лазером. Практически, слово лазер широко используется не только для частот видимого диапазона, но и для частот, лежащих в инфракрасном, ультрафиолетовом и даже в рентгеновском диапазонах.
Для того чтобы усилитель превратить в генератор, необходимо ввести положительную обратную связь. В лазере обратную связь обычно получают размещением активной среды между двумя зеркалами с высоким коэффициентом отражения (например, между плоскопараллельными зеркалами, как показано на рис. 6.19).
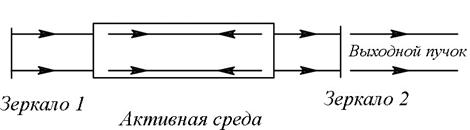
Рис. 6.19. Схема устройства лазера
В этом случае плоская электромагнитная волна, распространяющаяся в направлении, перпендикулярном зеркалам, будет поочередно отражаться от них, усиливаясь при каждом прохождении через активную среду. Если одно из двух зеркал сделано частично прозрачным, то на выходе системы можно выделить пучок полезного излучения. В лазерах генерация возможна лишь при выполнении порогового условия, когда инверсия населенностей N2 - N1 - приближается к некоторому критическому значению, называемому критической инверсией. Как только достигнута критическая инверсия, генерация разовьется из спонтанного излучения: действительно, будут усиливаться фотоны, которые спонтанно испускаются вдоль оси резонатора. Этот механизм и лежит в основе лазерного генератора, называемого обычно просто лазером.
Наиболее важными свойствами лазерного пучка являются: а) направленность; б) монохроматичность; в) когерентность; 4) яркость.
Направленность является следствием того, что активная среда помещена в плоскопараллельный резонатор. В таком резонаторе могут поддерживаться только такие электромагнитные волны, которые распространяются вдоль оси резонатора или в очень близком к ней направлении.
Монохроматичность. Э то свойство определяется двумя обстоятельствами: а) усиливаться может электромагнитная волна только с частотой υ, определяемой выражением  ; б) поскольку устройство из двух зеркал образует резонатор, генерация может возникать только на резонансных частотах этого резонатора.
; б) поскольку устройство из двух зеркал образует резонатор, генерация может возникать только на резонансных частотах этого резонатора.
Когерентность. Для любой электромагнитной волны можно определить пространственную и временную когерентность, или согласованное протекание во времени нескольких колебательных или волновых процессов. Если разность фаз двух колебаний остается постоянной во времени или меняется по строго определенному закону, то колебания называются когерентными.
Если эта разность фаз остается равной нулю в любой момент времени t, то говорят, что между двумя точками имеется полная когерентность. Если такое условие выполняется для любых пар точек волнового фронта, то данная волна характеризуется полной пространственной когерентностью.
Если же это имеет место лишь для определенного интервала времени τ, такою, что 0 < τ < τ0, то волна характеризуется частичной временной когерентностью с временем когерентности τ0. На рис 6.20 в качестве примера показана электромагнитная волна с временем когерентности τ0, которая имеет вид синусоидального электрического поля со скачкообразным изменением фазы через интервалы времени τ0.

Рис. 6.20. Пример электромагнитной волны
со временем когерентности порядка τ0
Яркость В какого-либо источника электромагнитных волн определяется как мощность P излучения, испускаемого с единицы поверхности S источника в единичный телесный угол d. На рис. 6.21 показана яркость источника электромагнитного излучения, испускаемая элементом поверхности dS, в направлении ОО' под углом θ между направлением ОО' и нормалью n к поверхности.
Лазер даже небольшой мощности (например, несколько милливатт) имеет яркость, которая на несколько порядков превосходит яркость обычных источников. Это свойство является следствием высокой направленности лазерного пучка.

Рис. 6.21. Поверхностная яркость источника
электромагнитного излучения в точке О
Лазеры разделяются по их активной физической среде. Существуют газовые, жидкостные и твердотельные лазеры.
Газовые лазеры выделяются среди остальных типов лазеров способностью работы в широком спектральном интервале длин волн (от субмиллиметрового диапазона до ультрафиолетового). Они имеют пять разновидностей: газоразрядные, газодинамические, плазмодинамические, химические и электроионизационные.
Наибольшее применение в лазерных технологиях нашли газоразрядные лазеры на углекислом газе, наиболее эффективно работающих на волне с длиной λ = 10,6 мкм.
Активная среда лазеров на углекислом газе представляет собой смесь газов СО2 + N2 + Не. Молекулы СО2 возбуждаются ударами электронов в газовом разряде, причем для увеличения мощности добавляют молекулярный азот (N2). При этом происходит резонансная передача энергии от возбужденных молекул N2 молекулам СО2. Соотношение давлений СО2 и N2 обычно выбирается в пределах 1/1—1/5 при суммарном рабочем давлении в несколько сотен паскалей. Добавление в смесь гелия (Не) способствует более быстрому обеднению нижнего лазерного уровня и повышению выходной мощности излучения.
Лазеры на СО2 имеют коэффициент полезного действия (КПД) до 40%. На величину эффективности преобразования энергии накачки в энергию когерентного излучения влияет температура активной среды. Повышение температуры приводит к увеличению населенности нижнего лазерного уровня. Повышение мощности генерации достигается за счет эффективного охлаждения активной среды и быстрой прокачки смеси газов через рабочую полость.
На рис. 6.22 представлена схема устройства СО2-лазера с поперечным возбуждением.


Рис. 6.22. Схема устройства СО2-лазера с поперечной прокачкой
В случае лазеров с поперечной прокачкой не возникает ограничения по давлению сверху. Однако поднять давление выше 50-100 мм ртутного столба нелегко, поскольку увеличение давления требует соответствующего повышения напряжения разряда. Данное осложнение можно преодолеть, если пустить разрядный ток в направлении, перпендикулярном оси резонатора как показано на рис. 6.23.
В твердотельных лазерах активными центрами являются ионы Cr3+ или ионы редкоземельных элементов, введенные в кристаллическую физическую среду. В качестве рабочего вещества используют твердые тела типа синтетического рубина.
Синтетический рубин представляет собой искусственно выращенный кристалл оксида алюминия А12О3, в который вводятся и равномерно распределяются по объему атомы хрома Сr в количестве 0,05% от массы кристалла. Примесь хрома придает рубину характерный розово-красный цвет. Атомы хрома в кристалле рубина являются оптически активными центрами и генерируют когерентное излучение в видимой части спектра с длиной волны λ=0,6943 мкм (красный цвет).
Твердотельные полупроводниковые лазеры подразделяют на инжекционные, лазеры с электронной или оптической накачкой. Они обладают: а) миниатюрностью, обусловленной очень большим усилением; б) большим КПД; в) возможностью широкополосной внутренней модуляции излучения по цепи накачки; г) перестройкой длины волны излучения в широком диапазоне.


Рис. 6.23. Схема устройства СО2 - лазера с поперечным возбуждением
В соответствии с методами создания инверсии населенностей уровней, полупроводниковые лазеры подразделяют на инжекционные, лазеры с электронной или оптической накачкой.
Наиболее распространены полупроводниковые инжекционные лазеры.В них генерация когерентного излучения происходит при вынужденной рекомбинации избыточных носителей заряда в областях, прилегающих к полупроводниковому переходу с энергией кванта, близкой к ширине запрещенной зоны.
Если температура полупроводника такова, что заштрихованная область V соответствует полностью заполненным энергетическим состояниям (рис. 6.24, а), то при попадании электронов Eg из валентной зоны Fv в зону проводимости Fc в течение интервала времени ~10-13 с электроны «переместятся» на ее самый нижний уровень. Это означает, что между валентной зоной Fv и зоной проводимости Fc возникнет инверсия населенностей hv (рис. 6.24, б ). Поскольку электроны стремятся перейти из зоны С в зону V, то при помещении такого полупроводника в соответствующий резонатор, можно получить генерацию лазерного излучения.
В качестве полупроводникового инжекционного лазера наибольшее распространение получили диоды на кристаллах арсенида галлия (GаАs). Применяют полупроводниковые лазеры для оптической накачки твердотельных лазеров.

Рис. 6.24. Принцип действия полупроводникового лазера
В технологиях машиностроения лазеры применяют для следующих видов обработки материалов: а) лазерная резка; б) лазерная закалка; в) лазерное легирование; г) лазерная сварка. Оборудование для выполнения этих операций может быть различно как по составу, так и по назначению. По составу лазерное технологическое оборудование может быть технологическим лазером (ТЛ), лазерной технологической установкой (ЛТУ) и лазерным технологическим комплексом (ЛТК).
Технологический лазер - это источник лазерного излучения, соответствующий заданным техническим требованиям с необходимым комплектом запасных частей. ТЛ является основным компонентом лазерного технологического оборудования.
Лазерная технологическая установка - это технологический лазер с внешним оптическим трактом, комплектом внешней оптики и соответствующим числом запасных частей. В некоторых случаях в ЛТУ имеется манипулятор изделий, работа которого не связана с работой технологического лазера.
ЛТУ предназначены в основном для создания специализированных комплексов на предприятиях заказчика. В настоящее время технологические лазеры поставляются только в комплекте лазерных технологических установок.
Лазерный технологический комплекс– это ЛТУ, снабженная манипулятором изделия или оптики, вспомогательное технологическое оборудование и система управления для проведения технологических операций. Все части ЛТК функционально связаны между собой для выполнения технологического процесса. Практически только при наличии ЛТК можно успешно выполнять те или иные технологические операции в достаточном объеме.
В случае применения автоматизированного манипулятора изделия или оптики и наличия соответствующих систем связи между системами управления манипулятором и лазером комплекс считается автоматизированным технологическим комплексом (АЛТК).
По назначению и способности выполнять то или иное количество операций всю гамму лазерного технологического оборудования подразделяют на универсальное, специализированное и специальное. Соответственно, оно используется в единичном, серийном и массовом производстве.
Специализированные ЛТК создаются на основе одного отработанного технологического процесса при обработке одной детали и предназначен для предприятий, выпускающих ограниченную номенклатуру изделий крупными сериями. При замене технологического процесса большая часть такого оборудования, в частности манипулятор изделия или оптики, подлежат замене.
Специальные ЛТК создаются для решения специальных единичных крупных задач разового исполнения.
Универсальные ЛТК и АЛТК являются общепромышленным оборудованием и предназначены для выполнения целого ряда операций или для обработки нескольких деталей. Обычно универсальные ЛТК используются в серийном и мелкосерийном производстве, и при смене технологического процесса они сохраняют свой состав и основные функции.
Лазерная резка металлов позволяет относительно просто, в автоматическом режиме, изготавливать сложные детали из листовых заготовок без образования стружки при их минимальных тепловых деформациях. Лазерная резка экономически выгодна и технически целесообразна из-за гибкости процессами исключения подготовительных работ (конструкторских и подготовки производства), присущих традиционной технологии получения подобных деталей - холодной листовой штамповке. Скорость резки обратно пропорциональна толщине материала и прямо пропорциональна мощности падающего лазерного излучения при величинах, превышающих определенный порог.
Для реализации технологии лазерной резки в настоящее время созданы различные лазерно-технологические системы, оснащенные лазерными излучателями (газовыми и твердотельными), работающими как в непрерывном, так и в импульсных режимах.
Преимущества лазерной резки перед традиционными способами заключается в следующем:
- отсутствие механического контакта с обрабатываемым объектом;
- возможность концентрирования энергии луча в пятно размером до десятых долей миллиметра;
- транспортировка излучения на большие расстояния;
- возможность автоматизации процесса резки;
- возможность быстрой перестройки производства на другие типора