Основными параметрами деталей, которые обеспечивают необходимые показатели надежности при работе в собранных из них машин являются: средняя наработка до отказа и вероятность безотказной работы при выполнении деталями служебного назначения. Так же можно трактовать надежность как свойство деталей сохранять значения параметров качества в течение накопленного времени при условии, что при этом обеспечивается выполнение ею служебного назначения.
Зависимость показателей надежности от технологического процесса можно представить следующей схемой (рис. 7.1)


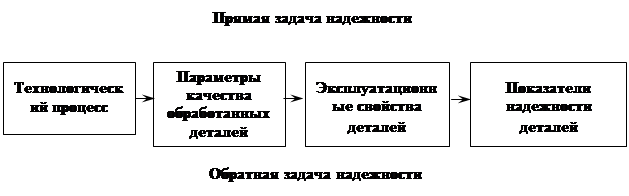
Рис. 7.1. Задачи надежности
Обратная задача формулируется так: на основе зависимостей между показателями надежности условий применения объекта найти значения параметров технического качества объекта, при которых обеспечивается требуемый уровень показателей надежности.
Решение обратной задачи надежности для деталей, соединяемых в узлы машин, также основано на экспериментальных исследованиях. Создаются базы данных: во-первых, для определения параметров качества деталей, необходимых для обеспечения эксплуатационных условий деталей; во-вторых, для назначения технологического процесса, создающего эти параметры качества. Эти базы данных относятся к таким параметрам качества деталей, которые характеризуют их точность и поверхностный слой. Основные свойства, такие как прочность, усталостная прочность, определяются расчетным путем.
В качестве примера приведен алгоритм, в соответствии с которым по требуемым эксплуатационным свойствам определяются значения параметров состояния поверхностного слоя (ПС) готовой детали, формируется технологический процесс ее изготовления, обеспечивающий указанные параметры, назначаются режимы обработки, обеспечивающие необходимые параметры состояния ПС заготовки и полуфабриката на каждом этапе обработки (рис.7.2).

Рис. 7.2. Технологический алгоритм
Алгоритм включает следующие этапы:
- исходя из эксплуатационных свойств и условий эксплуатации элементарных поверхностей детали, устанавливаются требования к состоянию поверхности детали;
- на основании математических моделей или в базе данных по требуемому состоянию поверхностного слоя определяются режимы обработки, инструмент, оборудование, смазывающе-охлаждающая технологическая среда (СОТС), необходимые для реализации окончательной обработки заданной детали;
- по параметрам состояния ПС определяются режимы обработки, инструмент, оборудование, СОТС, необходимые для реализации предыдущей операции (перехода) обработки.
В машиностроении сложилась практика основой надежности считать конструкционную прочность узлов и деталей. Конструкционная прочность – это прочность в реальных условиях эксплуатации с учетом конструктивных, металлургических, технологических и эксплуатационных факторов, которые составляют единство, определяющее надежность изделия.
Проблема свойств материалов – одна из определяющих в обеспечении конструкционной прочности. Исходя из единства составляющих конструкционной прочности, исследования свойств материалов проводят с учетом влияния конструкции (напряженного состояния, концентрации напряжений, формы образца), технологии (вида заготовки, термической обработки, механической и упрочняющей обработки, сварки) и эксплуатационных условий (температуры среды, режимов и характера нагружения, многокомпонентности нагрузок), т.е. в условиях, максимально приближенных к реальным.
В общей системе конструкционной прочности и надежности важную роль играет технологическая надежность. Технология изготовления узлов и деталей, которая развивается вместе с совершенствованием конструкции, по своему уровню должна соответствовать возрастающим требованиям к их качеству.
Повышение технологической надежности путем внедрения новых материалов идет в направлении улучшения механических свойств, создания материалов с целенаправленными свойствами и разработки новых технологических процессов получения заготовок.
При рассмотрении конструкционной прочности следует учитывать, что поверхность детали находится в наиболее неблагоприятных условиях. Известно, что атомы поверхностного слоя кристаллов вследствие отсутствия межатомных связей с одной стороны смещаются со своих нормальных положений в кристаллической решетке, на поверхности тела возникают атомные структуры с другой симметрией, плотностью атомов и типом межатомных связей. Свободная поверхность как граница двух физических сред создает благоприятные условия для образования и движения дислокаций, которые происходят при более низком уровне напряжений. Таким образом, поверхностный слой независимо от физико-механических свойств сплава является слабым элементом деталей.
Эксплуатационные факторы (температура, газовая коррозия, эрозия, выгорание легирующих элементов, контактные явления) прежде всего касаются также поверхности и влияют на нее. Внутренние дефекты и несовершенства кристаллической решетки под действием эксплуатационных факторов стремятся выйти на поверхность.
Кроме того, в большинстве типичных видов нагрузки детали (изгиб, кручение, внутреннее давление) максимальные напряжения возникают на поверхности деталей. Даже при растяжении вследствие деформации в средней части детали прежде всего повреждается ее поверхность. Это подтверждается результатами испытаний образцов с различным отношением периметра сечения к его площади. Образцы с относительно большим периметром (то есть с большой поверхностью) имеют меньшие значения прочности.
Параметры, определяющие конструкционную прочность детали, укрупненно можно разделить на две группы:
а) временное сопротивление, предел текучести, относительное удлинение при разрыве, относительное сужение при разрыве, ударную вязкость образца с трещиной, коэффициент интенсивности напряжений и др., которые составляют набор стандартных характеристик, определяющих сопротивление материала действующим нагрузкам при однократном их приложении;
б) длительная прочность, ползучесть и релаксация напряжений, многоцикловая и малоцикловая усталость, контактная выносливость, скорость развития трещины при циклическом нагружении, термостойкость, износ, коррозионная стойкость, коррозия под напряжением, склонность к замедленному разрушению и др.
Наиболее существенными для обеспечения надежности и ресурса являются характеристики, зависящие от продолжительности нагрузки. На конструкционную прочность деталей влияют конструктивные, технологические и эксплуатационные факторы (табл. 7.1).
Таблица 7.1. Конструкционная прочность материалов
| Характеристики прочности | Конструкция | Технология | Эксплуатация | |||||||||||
| Концентрация напряжений | Форма образца | Напряженное состояние | Вид заготовки | Термическая обработка | Механическая обработка | Упрочняющая обработка | Электрохимическая обработка, покрытия | Сварка | Температура | Среда | Режимы нагружения | Частоты нагружения | Ассиметрия цикла | |
| Длительная прочность, ползучесть, релаксация | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | - | Х |
| Малоцикловая усталость | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х |
| Усталость | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х |
| Термостойкость | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | - |
| Износ и контактная выносливость | - | Х | - | Х | Х | Х | Х | Х | - | Х | Х | Х | Х | - |
| Коррозионная стойкость | - | Х | - | Х | Х | Х | Х | Х | Х | Х | Х | - | - | - |
| Живучесть | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х | Х |
Параметры качества деталей можно разделить на две группы. К первой относятся, те, которые характеризуются наследственными явлениями, связанными со свойствами материалов деталей, ко второй – связанные с геометрическими параметрами.
Так как чаще всего ответственной за несущую способность детали является многоцикловая усталость, которая в значительной мере определяется свойствами поверхностного слоя, то поэтому понятие технологической наследственности чаще всего сужают до параметров, характеризующих состояние поверхностного слоя. Это связано с тем, что свойства поверхностного слоя детали в процессе её формообразования могут существенно отличаться от сердцевины детали не только по физическим параметрам, по структурному и химическому составу, но и по механическим свойствам.
В этом смысле технологическую наследственность определяют физическими, химическими, структурными, деформационными, геометрическими параметрами, сформировавшимися в объёме детали после основных технологических процессов или в поверхностном слое после окончательных операций.
Технологическая наследственность при выполнении различных операций влияет на параметры структуры материала и поверхностного слоя детали (табл. 7.2).
Таблица 7.2.Основное значение процесса (Н) и факторы, влияющие на технологическую наследственность («+» - положительно; «» - отрицательно)
| Способ обработки | Геометрическая форма | Макро- и микрорельеф | Структура фазового состава | Химический состав | Наклеп | Остаточные напряжения |
| Механическая обработка (лезвийная) | Н | Н | - | + - | + - | |
| Шлифование | Н | Н | - | - | + | - |
| Доводка | Н | Н | + | + | ||
| Дробеструйная обработка и другие методы упрочнения | - | + - | + | Н | Н | |
| Электрополирование | - | Н | + | |||
| Пескоструйная | - | Н | + | + | ||
| Литье | Н | Н | Н | - | - |
Улучшение показателей надежности машин и вообще качества продукции, как правило, требует дополнительных материальных затрат. Однако в каждом конкретном случае необходимо сравнить тот экономический эффект, который дает изделие более высокого качества с увеличением себестоимости его изготовления. По результатам сравнения на основании технико-экономических расчетов принимается решение о требуемом уровне основных параметров качества.
Параметры, связанные со свойствами материалов изготовления машин и с их геометрическими показателями, взаимно влияют друг на друга. Геометрические показатели изделий, их конфигурация могут оказывать влияние на напряжения, распределяемые в материале и поверхностных слоях. И, наоборот, напряжения, получаемые в ходе технологических операций и стадий эксплуатации, могут с течением времени привести к изменениям геометрических показателей высокоточных деталей. Это говорит о взаимной связи и обусловленности явлений, сопровождающих технологический и эксплуатационный процессы.
Наиболее полно вопрос наследования основных параметров качества может быть решен при рассмотрении последовательности процессов с системных позиций. При организации производственной деятельности по повышению качества машин на базе явлений технологической наследственности главным является установление факта переноса свойств от предшествующей операции к последующей.
Например, для деталей, работающих в условиях изнашивания, наиболее важной характеристикой является среднее арифметическое отклонение профиля Ra (рис. 7.3).

Рис. 7.3. Схема изменения начальных показателей качества трущихся деталей в процессе эксплуатации (заштрихованные участки характеризуют длительность сохранения начальных значений геометрических параметров, остаточных напряжений и структуры материала в пределах допускаемых отклонений)
Структура готовых деталей имеет свою «технологическую» историю, от которой зависит надежность деталей. Поэтому нужно определять и учитывать общие закономерности в зависимости окончательных свойств и точности деталей от предыдущих состояний материала в связи с его обработкой на всех этапах изготовления деталей.
Оценивая влияние процесса шлифования на состояние ПС, необходимо учитывать не только максимальную температуру, но также скорость нагрева и охлаждения, с изменением которых изменяется глубина, характер структурных превращений, физико-механические свойства и напряженность ПС.
Процессы абразивной и алмазной обработки являются, как правило, завершающими в технологической цепочке изготовления ответственных деталей машин. Применяемые при этом методы и режимы обработки должны обеспечить заданные конструктором требования по точности и состоянию ПС, важной характеристикой которого являются его остаточные напряжения. Выбор нерациональных методов и режимов обработки может привести к неисправимому браку ответственных деталей машин из-за недопустимого уровня остаточных напряжений.
Параметры, определяющие эксплуатационные свойства соединений деталей машин, формируются комплексом технологических воздействий на поверхность детали на всех операциях технологического маршрута. Эти операции следуют друг за другом не изолированно, а вызывая так называемую технологическую наследственность. Под наследственностью в технологии машиностроения понимают зависимость свойств готовой детали от свойств материала, формируемых на всех предшествующих операциях обработки.
Носителями наследственной информации являются обрабатываемый материал и поверхности детали со всем разнообразием описывающих их параметров. Носители информации активно участвуют в технологическом процессе, проходя через различные операции, испытывая воздействие технологических факторов.
Процессом технологического наследования можно управлять, с тем чтобы свойства, положительно влияющие на качество детали, сохранить в течение всего технологического процесса, а свойства, влияющие отрицательно – ликвидировать или снизить возможность их появления.
При выполнении технологической операции, назначение которой состоит в сообщении детали одних свойств и параметров, попутно появляются в детали другие свойства со своими параметрами. Весь технологический процесс изготовления деталей машин изменяет, как правило, их напряженное состояние. В общем случае при обработке с поверхности заготовки вместе с припуском удаляется часть технологически наследственных остаточных напряжений, т.е. напряжений, имевшихся в заготовке до обработки. Кроме того, сам процесс обработки сопровождается неравномерными объемными изменениями ПС детали и формирует свои начальные и остаточные напряжения.
Эти процессы вызывают изменение напряженного состояния детали. Она стремится принять новое равновесное состояние, изменить свою форму, размеры и взаимное расположение поверхностей. Этому мешают внешние связи, если деталь находится в закрепленном состоянии. После освобождения детали от внешних связей неуравновешенные внутренние напряжения вызовут ее деформацию, произойдет перераспределение напряжений в детали и она примет новое равновесное напряженно-деформированное состояние. Таким образом, в детали образуется самоуравновешенная система остаточных напряжений, и возникают технологические остаточные деформации (перемещения) детали.
Если перераспределение напряжений после обработки сопровождается пластическими деформациями, фазовыми и структурными превращениями в ПС, то процесс трансформации начальных напряжений в остаточные растягивается на длительное время. Однако, как правило, максимальная интенсивность процесса наблюдается в начальный период, и дальше носит затухающий характер.
Уровень остаточных напряжений в детали зависит от величины и характера распределения начальных напряжений, глубины их проникновения, а также от жесткости детали, т.е. от величины деформаций, которые возникают под действием начальных напряжений. При малых толщинах деталей и больших ее технологических остаточных деформациях остаточные напряжения могут существенно отличаться в сторону уменьшения.
Формирование ПС и стружки следует рассматривать как единый процесс, происходящий в зоне резания и контакта обработанной поверхности с инструментом. Состояние ПС обработанной детали определяется особенностями этого процесса и влияющими на него факторами, к которым необходимо отнести следующие:
- физико-химические свойства обрабатываемого материала,
- физико-химические свойства инструментального материала,
- геометрические параметры режущей части инструмента и его конструкцию,
- состояние режущей части инструмента (степень и характер износа),
- жесткость и виброустойчивость технологической системы,
- кинематику процесса резания, определяющую траекторию движения режущей части инструмента относительно заготовки,
- технологические режимы обработки,
- смазывающие и охлаждающие технологические среды СОТС, способы их подачи в зону резания,
- внешнее воздействие (предварительный или сопутствующий подогрев, глубокое охлаждение, электрохимическое, электрофизическое, ультразвуковое и др.).
ПС в ходе лезвийной и абразивной обработки образуется в результате протекания сложных физических и химических процессов. Особенностью лезвийного инструмента является наличие округленной кромки, радиус которой ρ (условный, усредненный) зависит от инструментального материала, технологии заточки, угла заострения, характера и величины износа инструмента.
У лезвийного острозаточенного инструмента из алмаза и кубического нитрида бора ρ =1…3 мкм, у инструментов из быстрорежущих сталей ρ =8…10 мкм, из твердых сплавов группы ТК (титанокобальтовых) ρ =20… 30 мкм. Однако в первые минуты работы по мере износа радиус округления режущей кромки резко увеличивается и может достигать 50…100 мкм, а иногда и больше. При этом процесс наростообразования протекает циклически. В первый период цикла происходит увеличение высоты нароста и радиуса округления его вершины. Он теряет устойчивость, срывается, и часть его уносится со стружкой и с обработанной поверхностью. Затем происходит следующий цикл увеличения и срыва нароста.
Свойства ПС обработанной детали начинают формироваться в зоне, опережающей пластические деформации, перед режущей кромкой инструмента (или вершиной нароста). По мере внедрения режущего лезвия в обрабатываемый материал в нем увеличиваются нормальные напряжения.
Упругопластическое деформирование ПС приводит к возрастанию характеристик сопротивления деформированию. Изменяются характеристики прочности при длительном статическом и циклическом нагружении в условиях высоких температур, снижаются характеристики пластичности (относительное удлинение и сужение), повышается твердость, хрупкость (уменьшается ударная вязкость), внутреннее трение, уменьшается плотность.
Пластическое деформирование характеризуется изменением степени пластической деформации (ε) по глубине ПС и степени деформации отдельных зерен (εз).
Деформационное упрочнение ПС или наклеп оценивают толщиной деформированного слоя (hс) и степенью деформационного упрочнения (uн).
 ,
,
где HV max и HV 0 – максимальная и исходная микротвердость ПС, МПа.
Глубина наклепанного слоя может колебаться в широких пределах: от нескольких микрометров после финишных процессов обработки (доводка, полирование, хонингование и др.) до 1 мм и более после черновых операций и упрочняющих технологий. При механической обработке конструкционных сталей степень наклепа наиболее часто находится в пределах 20…50%. У сплавов на никелевой основе, жаропрочных и нержавеющих сталей степень наклепа доходит до 80%, у титановых сплавов, закаленных и высокопрочных сталей uн=10…20%.
Остаточными напряжениями называются такие напряжения, которые существуют и взаимно уравновешиваются внутри твердого тела после устранения причин, вызвавших их появление. Остаточные напряжения имеют место практически в любых твердых телах. Напряжения в детали после обработки, но до ее деформации, называются технологическими начальными напряжениями. Образование начальных и остаточных напряжений связано с объемными изменениями материала детали, которые вызывают необратимые искажения кристаллической решетки.
Весь технологический процесс изготовления деталей машин изменяет, как правило, их напряженное состояние. В общем случае при обработке с поверхности заготовки вместе с припуском удаляется часть технологически наследственных остаточных напряжений, т.е. напряжений, имевшихся в заготовке до обработки. Кроме того, сам процесс обработки сопровождается неравномерными объемными изменениями материала ПС детали и формирует свои начальные и остаточные напряжения.
Эти процессы вызывают изменение напряженного состояния заготовки (детали). Она стремится принять новое равновесное состояние, изменить свою форму, размеры и взаимное расположение поверхностей. Этому мешают внешние связи, если деталь находится в закрепленном состоянии. После освобождения детали от внешних связей неуравновешенные внутренние напряжения вызовут ее деформацию, произойдет перераспределение напряжений в детали и она примет новое равновесное напряженно-деформированное состояние. Таким образом, в детали образуется самоуравновешенная система остаточных напряжений, и возникают технологические остаточные деформации (перемещения) детали.
Во многих схемах обработки крепление заготовки допускает частичную или полную остаточную деформацию до снятия ее со станка (приспособления). В этих случаях частично или полностью процесс образования начальных, остаточных напряжений и деформаций происходит практически одновременно.
Вопросы технологической наследственности играют решающую роль при конструировании деталей газотурбинных двигателей (ГТД) при создании авиационных двигателей и энергетических установок. Экономическая эффективность ГТД и энергетических установок существенным образом зависит от величины их ресурса и уровня надежности. Выбор основных параметров ГТД (температуры газа перед турбиной, продолжительности форсированных режимов и др.) непосредственно влияет на величину ресурса и показатели надежности, а также относительную и абсолютную массу двигателя.
В процессе ресурсного проектирования стремятся к оптимизации параметров двигателя в соответствии с полным назначенным ресурсом и заданной надежностью. С этой целью выполняются расчеты на прочность на полный назначенный ресурс, в которых определяется расчетная долговечность основных деталей ГТД по критериям длительной прочности, малоцикловой усталости, выявляются критические зоны, которые требуют постоянного внимания при техническом обслуживании ГТД в эксплуатации. В меньшей степени удается прогнозировать многоцикловую усталость.
Преобладание усталостных разрушений деталей на всех этапах «жизненного цикла» ГТД связано с многообразием факторов, влияющих на сопротивление усталости (технологических, конструктивных, эксплуатационных, физической природы материала и самой усталости и др.). Большое значение имеет сложность прогнозирования опасных амплитуд напряжений, переменных во времени, и резонансных колебаний, вызываемых неравномерностью воздушного или газового потоков, автоколебаний, флаттера и т.п. Проблема предупреждения усталостных разрушений деталей ГТД очень сложна. Она может быть решена несколькими методами на разных этапах жизненного цикла ГТД:
1. При проектировании – обеспечением максимального сопротивления усталости детали за счет минимизации роли концентраторов напряжений и регламентации свойств поверхностного слоя.
2. При изготовлении – строгим соблюдением технических условий (ТУ) и требований чертежей с минимизацией отрицательной технологической наследственности и исключением операций повышенного риска.
3. В процессе эксплуатации – за счет снижения амплитуды эксплуатационных напряжений и мероприятий (конструктивных и технологических), снижающих влияние эксплуатационных повреждений.
4. При ремонте (при эксплуатации и в заводских условиях) – тщательным выполнением дефектовки и строгим соблюдением технологии ремонта.
Для основных деталей ГТД разработаны специальные и периодические контрольные испытания, являющиеся неотъемлемой частью технологического процесса как на отдельных этапах производства, направленных на поддержание его стабильности и гарантирующих необходимые деталям несущую способность и ресурс, так и в различные периоды эксплуатации.
Опыт применения деталей из титановых сплавов показывает, что их конструкционная прочность определяется основными технологическими факторами, к которым относятся: а) термические и деформационные режимы термопластической обработки, формирующие макро- и микроструктуру сплава и основные характеристики прочности и пластичности материала заготовок или полуфабрикатов; б) наличие металлургических дефектов и вредных газовых примесей; в) механическая обработка, формирующая свойства поверхностного слоя детали и влияющая на прочность при статическом, циклическом и вибрационном нагружении; г) электронно-лучевая сварка при изготовлении, например, роторов с последующей их термообработкой. Также конструкционная прочность определяется особенностями конструктивных решений при проектировании детали и условиями эксплуатации деталей и конструкции в целом.
К деталям ГТД предъявляют следующие требования: а) по стабилизации прочностных свойств полуфабрикатов титановых сплавов; б) по обеспечению специальными служебными свойствами сплавов; в) по введению нормированных значений для характеристик трещиностойкости сплавов; г) по разработке критериев, выявляющих связь между характеристиками пластичности и трещиностойкости.
Основные требования к оптимальным параметрам поверхностного слоя, обеспечивающим получение необходимых прочностных свойств конкретной детали, должны учитывать: условия эксплуатации деталей (при умеренных или повышенных температурах, в нейтральной или агрессивной внешней среде и т.д.); основные физико-механические и химические свойства применяемых конструкционных материалов; чувствительность материала к технологической наследственности, концентрации напряжений, эксплуатационным повреждениям.
Из всей совокупности параметров поверхностного слоя, когда рабочие температуры близки к температуре старения (отпуска) материала, наиболее информативными являются остаточные макронапряжения (поверхностные или объемные), глубина и степень наклепа, шероховатость поверхности.
Эти параметры следует регламентировать по результатам комплексных исследований, связанных с отработкой технологического процесса и прочностных испытаний натурных деталей в лабораторных, приближенных к эксплуатационным, или в стендовых условиях. В процессе производства эти параметры должны систематически контролироваться и при необходимости корректироваться.
Исследования показали, что под воздействием эксплуатационных температур и силовых полей нагружения происходит релаксация остаточных напряжений. При этом скорость релаксации пропорциональна амплитуде напряжений и температуре. Статическая нагрузка, равная пределу текучести материала, снимает примерно 50% величины остаточных напряжений. Полная релаксация остаточных напряжений в зависимости от степени легирования сплава может произойти при нагреве в течение 12 часов, что обычно применяют для окончательно готовых деталей (лопаток, дисков, валов и др.). У высокопрочных материалов, имеющих высокий предел текучести, релаксация напряжений происходит медленнее. В табл. 7.3 приведены температурные интервалы для различных конструкционных материалов, где интенсифицируются процессы релаксации напряжений.
Таблица 7.3. Температурные интервалы, где интенсифицируются процессы релаксации напряжений для конструкционных материалов деталей ГТД
| Конструкционные материалы | Т,°С |
| ВТЭ | 300-450 |
| ХН77ТЮР | 500-600 |
| 12Х18Н9Т | 550-600 |
| ХН62МВКЮ; ХН51 ВМТЮКФР | 600-700 |
| ХН70ВМТЮ;ХН70ВМТКЮФ; ХН55ВМТКЮ | 750-800 |
| ЖС6К | 800-850 |
При повышенных температурах снижается жаропрочность пластически деформированного слоя вследствие термодинамической неустойчивости материала, повышения диффузионной подвижности атомов и изменения концентрации легирующих элементов. Поэтому детали из жаропрочных сплавов должны иметь поверхностный слой с минимальной пластической деформацией, т.е. без наклепа.
Максимальная несущая способность детали ГТД может быть обеспечена за счёт:
- учёта на стадии проектирования особенностей эксплуатации детали как с точки зрения силового воздействия, так и с позиций воздействия окружающей среды;
- использования современных конструкционных материалов;
- дополнительного повышения прочностных характеристик материала и несущей способности детали за счет модификации поверхностного слоя детали.
В машиностроении разработано и используется большое количество различных методов воздействия на ПС деталей для обеспечения их конкретных эксплуатационных свойств (износостойкости, усталостной прочности, коррозионно-усталостной прочности, сопротивления фреттинг-коррозии и др.). По способам модификации ПС большинство существующих методов можно свести к трем группам:
1. С нанесением материала.
2. Без нанесения материала.
3. Комбинированные методы.
Наиболее распространенными методами воздействия на поверхностный слой деталей являются следующие:
1. Упрочнение поверхностным пластическим деформированием (ППД).
2. Термическая обработка объемная.
3. Термическая обработка поверхностного слоя.
4. Химико-термическая обработка.
5. Ионно-лучевая обработка (ИЛО).
6. Нанесение покрытий.
Упрочнение ПС методами поверхностного пластического деформирования (ППД) широко применяется в различных отраслях машиностроения для повышения эксплуатационных свойств деталей машин (усталостной и коррозионно-усталостной прочности, стойкости против коррозионного растрескивания под напряжением, износостойкости и др.).
Основными достоинствами методов ППД являются: а) возможность получения поверхностей с шероховатостью Ra менее 0,08 мкм; б) отсутствует внедрение абразивных зерен в ПС; в) небольшие температуры нагрева ПС, не вызывающие прижогов, больших термических напряжений, обезлегирования; г) формирование остаточных напряжений сжатия, повышающих эксплуатационные свойства деталей; д) малый коэффициент трения и хорошая смачиваемость смазочными веществами; е) хорошее сцепление с покрытиями.
В основе процессов дробеупрочнения лежит динамическое воздействие дроби на ПС детали, при котором происходит его пластическая деформация и формируются остаточные напряжения. Перечисленные процессы дробеупрочнения отличаются способами сообщения ударным телам кинетической энергии и соответственно величиной энергии удара.
К процессам упрочнения дробью относится такой процесс ППД, как гидродробеструйное упрочнение (ГДУ). Сущность ГДУ состоит в том, что пластическое деформирование поверхностного слоя осуществляется стальными шариками в подаваемой под давлением струе трансформаторного масла или эмульсии.
Удары шариков по обрабатываемой поверхности происходят через жидкую пленку, которая практически устраняет трение между шариками и металлом. Это способствует более равномерному распределению нагрузки в зоне контакта шариков и ПС, снижает выделение тепла и трение, а жидкость частично осаждает обрабатываемую поверхность. Вследствие того, что большая доля кинетической энергии шариков расходуется непосредственно на пластическую деформацию ПС, процесс ГДУ обладает большим коэффициентом полезного действия
Основные характеристики ПС и точность обработки методами ППД представлены в табл. 7.4.
Таблица 7.4. Основные характеристики состояния поверхностного слоя и точность деталей из углеродистых сталей, обработанных ППД
| Методы обработки | Квалитет | Ra, мкм | σотс.max, МПа | Глубина наклепа, мм | |
| Накатывание плоскостей | черновое | 8 – 10 | 0,63-2,5 | 200-450 | 0,5-0,4 |
| чистовое | 5 – 7 | 0,1-0,83 | 100-300 | 0,2-0,5 | |
| Вибронакатывание плоскостей | 5 – 10 | 0,16-2,5 | 100-400 | 0,04-2,0 | |
| Обкатывание валов | черновое | 8 – 10 | 0,8-2,5 | 200-500 | 0,5-5,0 |
| чистовое | 5 – 7 | 0,05-1,0 | 100-400 | 0,3-2,0 | |
| Вибронакатывание валов | 5 – 9 | 0,06-1,6 | 100-450 | 0,1-0,3 | |
| Выглаживание валов | 5 – 9 | 0,05-2,0 | 100-400 | 0,3-3,0 | |
| Раскатывание отверстий | черновое | 8 – 9 | 0,32-2,0 | 200-500 | 0,5-3,0 |
| чистовое | 5 – 7 | 0,05-0,32 | 150-400 | 0,2-0,1 | |
| Виброраскатывание | 5 – 8 | 0,06-1,6 | 100-450 | 0,1-1,5 | |
| Выглаживание отверстий | 5 – 8 | 0,05-2,0 | 100-400 | 0,3-2,0 | |
| Дорнирование | 5 – 8 | 0,1-1,6 | 100-500 | 0,2-0,3 | |
| Накатка, раскатка резьб | 5 – 7 | 0,8-2,5 | 200-400 | 0,1-1,0 | |
| Накатка шлицев | 6 – 8 | 0,8-1,0 | 200-500 | 0,5-4,0 | |
| Упрочнение дробеметное | 6 – 8 | 0,6-2,5 | 200-500 | 0,1-0,4 | |
| Виброупрочнение | 5 – 8 | 0,2-1,6 | 250-450 | 0,08-0,4 | |
| Алмазное выглаживание | 5 – 7 | 0,04-0,6 | 1000-1200 | 0,1-0,3 |
В качестве рабочих тел в установках ГДУ обычно применяют шарики с шероховатостью поверхности Ra£0,63 мкм. При исходной шероховатости Ra=0,16…0,32 мкм ГДУ ухудшает шероховатость, повышая ее до Ra»0,6…0,7 мкм; если исходная шероховатость поверхности Ra³1,25 мкм, то ГДУ ее снижает до Ra»0,63.
Алмазное выглаживание является одним из широко применяемых методов отделочно-упрочняющей обработки, при котором пластическая деформация осуществляется за счет скольжения сферического алмазного наконечника (индектора) по обрабатываемой поверхности детали. Алмазные индекторы имеют сферическую рабочую поверхность с шероховатостью Rz=0,4…0,8 мкм, высокую твердость и низкий коэффициент трения по металлу. Они устанавливаются в упругих державках. Алмазное выглаживание применяется для обработки пластически упрочняемых металлов, имеющих твердость до 60…65 Н. Радиус индентора – 0,75…4 мм, радиальные усилия выглаживания Pу = 50…250 Н. Такое небольшое усилие позволяет обрабатывать алмазным выглаживанием маложесткие детали (тонкостенные валы, оболочки, кольца, втулки, пластины и т.п.).
В зависимости от исходной шероховатости поверхности и глубины внедрения