Обеспечение высокого качества продукции является одним из главных направлений развития производства. По стандарту ИСО 8402 Международной организации по стандартизации (ISO) к ачество – это совокупность характеристик объекта, относящихся к ее способности удовлетворять установленным или предполагаемым потребностям.
Потребности разделяют на функциональные и латентные. Последние отображают индивидуальность объекта, эмоциональное мнение о нем, престижность. Детали машин должны удовлетворять, главным образом, функциональным потребностям, то есть выполнять свое служебное назначение. Функциональные потребности удовлетворяют две обобщенные характеристики детали – точность и надежность.
Точност ь – степень приближения истинного значения геометрического параметра детали к его номинальному значению. Она определяет соответствие выполнения деталью законов движения, предусмотренных ее служебным назначением (например, ходовым винтом, зубчатым колесом) или соответствие технологическим условиям.
Надежность – свойство готовности и влияющие на него свойства безотказности и ремонтопригодности, и поддержки технического обслуживания. Надежность является комплексным свойством, которое в зависимости от назначения объекта и условий его применения может включать безотказность, долговечность, ремонтопригодность и сохраняемость или определенные сочетания этих свойств.
Готовность – способность объекта выполнять требуемую функцию при данных условиях в предположении, что необходимые внешние ресурсы обеспечены. свойство детали сохранять во времени работоспособное состояние.
Безотказность – способность объекта выполнять требуемую функцию в заданном интервале времени при данных условиях непрерывно сохранять работоспособное состояние в течение некоторого времени или наработки.
Долговечность – свойство объекта выполнять требуемую функцию до достижения предельного состояния при данных условиях использования и технического обслуживания.
Ремонтопригодность - свойство объекта при данных условиях использования и технического обслуживания к поддержанию и восстановлению состояния, заключающееся в приспособленности к поддержанию и путем и ремонта.
Сохраняемость - свойство объекта сохранять в заданных пределах значения параметров, характеризующих способности объекта выполнять требуемые функции, в течение и после хранения и (или) транспортирования.
Надежность конкретной детали в условиях выполнения ею служебного назначения определяется основными свойствами материала, из которого она изготовлена, свойствами ее поверхностного слоя и точностью обработанных поверхностей, предназначенных для соединения.
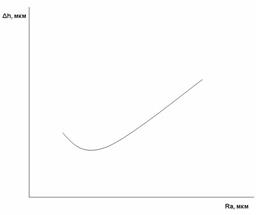
Рис. 7.6. Зависимость износа поверхности Δh от Ra
Для деталей, работающих в условиях изнашивания, наиболее важными характеристиками состояния поверхности оказываются среднее арифметическое отношение профиля Ra (рис. 7.6) и средний шаг неровностей профиля. Для деталей, работающих в условиях знакопеременных нагрузок, наиболее важной является наибольшая высота профиля. Зависимость усталостной прочности σ-1 от Rmax показана на рис. 7.7.
Шероховатость обработанной поверхности существенно влияет на эксплуатационные свойства обработанных деталей и, прежде всего, на износ деталей, работающих на истирание. Чем меньше шероховатость, тем больше фактическая площадь контакта поверхностей трения и меньше при данных условиях нагружения давление при трении. Это приводит к меньшему износу за период приработки и к меньшей его интенсивности V в период нормального изнашивания.
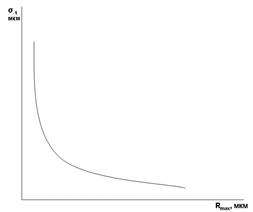
Рис. 7.7. Зависимость усталостной прочности σ-1 от наибольшей высоты профиля Rmax
Скорость изнашивания в каждый период зависит не только от Rz (рис. 7.8), но и от расположения рисок шероховатости на сопряженных поверхностях трения относительно вектора их движения. Эта зависимость в большей степени проявляется при граничном трении.
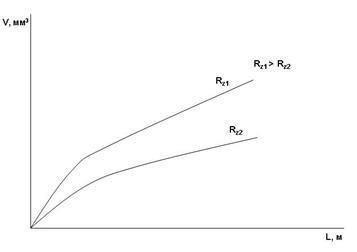
Рис. 7.8. График зависимости интенсивности износа V от пути изнашивания L трения при различных значениях Rz
При выборе метода и способа обработки поверхности необходимо учитывать не только достижение необходимых значений Ra или Rz, но и указанное расположение рисок.
Шероховатость обработанных поверхностей деталей влияет также на такие эксплуатационные свойства, как сопротивление усталости, контактную жесткость, точность посадок, герметичность соединений.
Шероховатость, обеспечивающая заданные эксплуатационные свойства детали, может быть получена при обработке на режимах резания, назначенных с учетом экспериментальных зависимостей. Например, подача S в мм/мин для чистовой обработки проходными резцами выбирается в зависимости от диаметра детали, радиуса при вершине режущей кромки, главного и вспомогательного углов в плане и от величины глубины резания.
Следует, однако, отметить, что установить функциональную связь между эксплуатационными свойствами детали и тем более ее показателями надежности с одной стороны и с другой стороны параметрами качества детали, в частности Ra, весьма сложно. Поэтому параметры качества назначают или на основе опыта эксплуатации подобных деталей, или на основе эксперимента с опытными образцами данного изделия. Параметры качества детали устанавливаются в результате испытаний на надежность опытных деталей, изготовленных с различными параметрами качества. Не следует назначать избыточно высокие параметры качества, так как их достижение повышает не только технологическую себестоимость, но и стоимость контрольных операций.
Применение современных методов контроля (измерений) нередко оказывает влияние не только на составляющие затрат, но и на повышение прочности, надежности и другие технические характеристики изделий. Измерения и испытания сами по себе не повышают характеристик контролируемых объектов. Но на основании результатов контроля можно дать оценку фактического качества и надежности детали. Можно также выполнить работы по повышению качества деталей, например, устранить недопустимые технологические отклонения и дефекты. Должна действовать обратная связь от контроля к изготовлению.
Основным средством измерения шероховатости являются профилографы-профилометры. Измерение шероховатости поверхности производится путем ощупывания исследуемой поверхности алмазной иглой и определяется посредством записи профилограммы профиля неровностей в прямоугольной системе электрическим способом. Возможен и визуальный отсчет по шкале показывающего прибора, градуированной по параметру Ra в мин – среднее арифметическое отклонение микронеровностей от средней линии профиля. Измерения возможны в широком диапазоне высот микронеровностей.
При ощупывании неровностей исследуемой поверхности колебания алмазной иглы преобразуются в изменения электрического напряжения, пропорциональные этим колебаниям. Преобразователем механических колебаний в электрический сигнал служит индуктивный датчик, показанный на рис. 7.9.

Рис. 7.9. Индуктивный датчик профилографа
Магнитная система датчика состоит из сдвоенного П - образного сердечника – 4 с двумя катушками – 3 и якоря – 2, качающегося на опоре – 10. Якорь через коромысло соединен с алмазной иглой – 1. Катушки датчика и первичная обмотка трансформатора – 6 образуют измерительный мост. При движении датчика игла, ощупывая неровности, приводит в колебательные движения якорь – 2, что изменяет воздушный зазор между якорем и сердечником – 4. Изменяется магнитный поток и ток в плечах моста. На выходе трансформатора – 6, возникает напряжение, пропорциональное величинам микронеровностей. Напряжение усиливается в блоке – 7 и подается на самописец 9 и регистрирующий прибор 8.
Для оценки шероховатости помимо профилографов применяют оптические приборы, работающие по принципу светового сечения обработанной поверхности. Для грубой оценки чистоты обработки используют эталонные образцы для сравнения.
В последние годы для измерения размеров точных деталей широкое применение находят измерительные головки (ИГ) – датчики касания. Они могут измерять размер детали на станке после выполнения технологического перехода или операции, и тогда ИГ устанавливается на станке, например, в инструментальной револьверной головке. Деталь может измеряться вне станка, и тогда ИГ становится частью координатно-измерительной машины (КИМ). Но в том и другом случае ИГ работает в сочетании с системой ЧПУ, поскольку она является датчиком касания.
Схема ИГ и принцип ее работы состоят в следующем. Схема ИГ датчика и ее реализация представлены на рис. 7.10. Датчик состоит из следующих основных узлов. В корпусе 1, закрепляемом на подвижной части станка, размещается узел 2 установки (подвески) измерительного наконечника 3. Наконечник может иметь соединенные между собой стержни 4 с контактными элементами 5. Предохранительное устройство 6 предотвращает поломку измерительной головки в случае большого смещения наконечника. Кроме того, головка имеет узел создания измерительного усилия и ориентации 7, чувствительные элементы 8 и электронную схему питания и обработки сигналов 9.
При отклонении наконечника 3 в любом из указанных стрелками направлений опорный диск 2 поворачивается относительно оси, перпендикулярной оси головки, или смещается вдоль ее оси. Вместе с диском смещается связанный с ним якорь индуктивного датчика 8. Вызванное этим изменение электрического сигнала используется для определения момента касания наконечником головки контролируемой детали. Для получения сигнала о касании достаточно перемещения наконечника на величину до 1 мкм с усилием до 0,2 Н.


Рис. 7.10. Принципиальная схема датчика касания
Измерение размеров деталей или форм различных поверхностей вне обрабатывающего станка проводится на координатно-измерительных машинах (КИМ).
Схема, поясняющая принцип работы КИМ, показана на рис. 7.11, где: 1 - заданный номинальный контур детали; 2 – фактически обработанная поверхность; 5 – траектория, описываемая корпусом 4 ИГ, в которой учитывается радиус контактного наконечника измерительной головки 3 и натяг 8. Отклонения реального контура от номинального воспринимаются непосредственно измерительной головкой 4 и передаются в устройство регистрации.

Рис. 7.11. Схема, поясняющая принцип работы КИМ
Разработаны автоматические КИМ, реализующие дифференциальный метод путем сравнения с мерой и управляемые системой слежения за поверхностью. В этом случае в качестве «копира» используется образцовая деталь, поверхность которой отслеживается исполнительным органом КИМ, несущим две головки, одна из которых контактирует с поверхностью образцовой детали, а другая – с поверхностью измеряемой детали. ИГ, контактирующая с поверхностью образцовой детали, включена в систему слежения КИМ, которая стремится свести к нулю снимаемый с этой головки сигнал. Тогда сигнал, снимаемый с головки, взаимодействующей с измеряемой деталью, характеризует отклонения реальной поверхности от номинальной.


Рис. 7.12. Принцип действия КИМ на примере измерений в плоскости XZ
На рис. 7.12 показан принцип действия КИМ на примере измерений в плоскости XZ, где: 1 – печатающее устройство; 2 – программа управления движениями исполнительных органов КИМ и программа обработки результатов измерений, которые вводятся в управляющую систему CNC с носителя; 3 – управляющая ЭВМ, вырабатывающая управляющие сигналы для приводов машины и обрабатывающая результаты измерений; 4 – блок цифровой индикации; 5 – пиноль с закрепленной нулевой головкой; 6 – нулевая головка; 7 – датчики перемещений по координатам X и Z; 8 – стол, несущий измеряемую деталь; 9 – приводы по координатам X и Z.
Применение ИГ отклонения в автоматических КИМ, реализующих нулевой метод координатных измерений, позволило существенно повысить точность координатных измерений. Примером такой машины является КИМ фирмы «Оптон» (Opton, ФРГ), мод. UMM 500, в которой координатные измерения осуществляются путем отслеживания реальной поверхности измеряемой детали. Машина UMM 500 оснащается трехкоординатной компонентной измерительной головкой.

Рис. 7.13. Функциональная схема (одна координата) КИМ мод. UMM 500: 1 – стол; 2 – измеряемая деталь; 3 – измерительный наконечник; 4 – ИГ; 5 – каретка; 6 – двигатель; 7 - реле, переключающее работу КИМ на режим слежения при xw = 0; 9 – программа, в которой указано заданное положение каретки 5; 10 – датчик перемещений; 11 – ЭВМ и устройства регистрации результатов измерений
На рис. 7.13 показана схема, поясняющая работу машины мод. UMM 500 для наглядности по одной координате x. При измерениях поверхности в заданных точках КИМ работает следующим образом. В программе 9 задается положение каретки 5 по координате x, которое сравнивается с фактическим положением x и вырабатывается сигнал рассогласовывания xw = 0. С помощью реле 8 происходит переключение работы КИМ на режим «слежение». При этом режиме на двигатель 6 подается сигнал, который снимается с ИГ 4. При выполнении условия xω = 0, что соответствует касанию измерительным наконечником 3 измеряемой детали 2, выдается сигнал на считывание информации с датчика 10 и передачу в ЭВМ для сравнения реальных координат с номинальными и регистрации результатов измерений. Далее с помощью системы ЧПУ осуществляется переход в следующую точку измерения, информация о которой находится в управляющей программе.
Для измерения особо точных размеров применяют оптические системы типа интерферометр. Для менее точных измерений применяют известные универсальные средства. Качество контроля (измерений) влияет на качество деталей их служебного назначения. Во всех случаях оно зависит от применяемого метода, применяемых средств измерений, базирования детали и квалификации оператора.
Точность – одна из обобщенных характеристик качества изделия и на нее влияет большое количество факторов, причем эти факторы также зависят от многих других, поэтому изготовить любое изделие абсолютно точно, т.е. в полном соответствии с ее геометрическим прототипом, невозможно, поэтому за меру точности изделия принимают величину отклонений от теоретических значений. Эти измерения сопоставляют с отклонениями, допустимыми служебным назначением (ТУ) изделия.
Таким образом, мерами точности служат: с одной стороны, устанавливаемые допустимые отклонения, с другой – измеренные, то есть с известной степенью приближения действительного параметра к реальному.
1. Первым показателем точности изделия является точность расстояния между какими-либо ее двумя поверхностями или точность размера.
2. Точность поворота одной поверхности относительно другой служит вторым показателем точности изделия. Так как изделие представляет собой пространственное тело, то точность поворота одной поверхности относительно другой обычно рассматривают в двух взаимно перпендикулярных координатных плоскостях. Под точностью поворота понимается величина отклонения от требуемого углового положения одной поверхности или детали относительно другой в каждой из двух координатных плоскостей.
3. Точность геометрических форм изделия (детали) или правильность геометрических форм является третьим показателем точности изделия.
Различают три вида отклонений геометрических форм:
а) макрогеометрические отклонения, под которыми понимают отклонение реальной поверхности от теоретической в пределах габаритных размеров изделия или поверхности. Например, отклонение плоской поверхности от плоскостной или цилиндрической поверхности от геометрического цилиндра;
б) волнистость – представляет собой периодически повторяющиеся неровности поверхности на участках протяженностью от 1 до 10 мм;
в) микрогеометрические отклонения (шероховатость) под которыми понимают отклонения реальной поверхности от теоретической в пределах небольших участков (около 1мм). Высота шероховатости регламентируется ГОСТ 2784-79. Устанавливая ту или иную шероховатость, тем самым назначают допуск на микроотклонения от правильной геометрической формы.
Отнесение отклонения геометрической формы поверхностей детали к той или иной категории условен. Поэтому в технике принято считать, что отклонения формы являются: а) макрогеометрическими при отношении длины L оценки параметра к высоте отклонений H более 1000; б) волнистостью при L/H = 50-1000; в) шероховатостью при L/H < 50 мм.