Допуск неровности поверхности детали
Параметры шероховатости поверхности характеризуются Rа, Rz со значениями от 1 до 1000 мм и методика их контроля на базовой длине приводится в ГОСТ 2789-73.[9]
Шероховатостью называют совокупность неровностей поверхности с относительно малыми шагами на базовой длине.
Количественно шероховатость оценивается расстояниями от средней линии m, проведенной таким образом, что в пределах базовой длины l сумма квадратов отклонений профиля от этой линии минимальна.
Установлено шесть основных параметров шероховатости поверхности: три высотных Ra, Rz, Rmax, два шаговых Sm и S и один по опорной длине профиля tp.
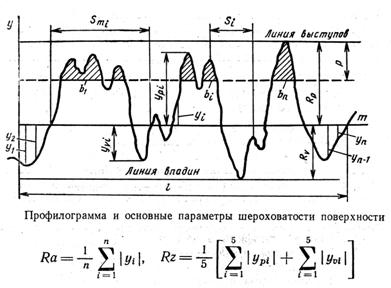
Рис. 6.8.
где Ra - среднее арифметическое отклонение профиля, вычисляемое по абсолютным значениям отклонений профиля;
Rz- высота неровностей профиля по 10 точкам, определяемая как сумма средних арифметических абсолютных отклонений точек пяти наибольших минимумов hmin и пяти наибольших максимумов hmax профиля;
Rmax -наибольшая высота профиля, т.е. расстояние между линией выступов и линией впадин профиля, проведенных через максимальную вершину и впадину;
Sm - средний шаг неровностей профиля (вдоль линии т);
S - средний шаг неровностей профиля по вершинам выступов;
t - относительная опорная длина профиля, определяемая как отношение опорной длины профиля /* к базовой длине /, т.е. tp= /*/ / [9]. Опорная длина /*- сумма длин отрезков 6„ отсекаемых в материале выступов на заданном уровне сечения Р: S^=2Sm и S=2Si. Базовую длину k выбирают, исходя из значений Ra, Rz, Rmax.
Качество поверхности при значениях параметра Rz>100 мкм оценивается параметром Rz, а при R<0,025 мкм - параметром Ra. В интервале 0,025-100 можно использовать все высотные параметры.
|
|
Неровностность поверхностей отливок
Неровностность литой поверхности представляет собой совокупность повторяющихся или локальных неровностей средней величины (мезонеровностей, т.е. неровностей поверхности, отдельные значения шага которых превышают базовую длину, на которой измеряется шероховатость данной поверхности).
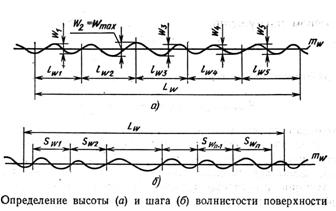
Рис. 6.9.
Неровностность поверхности отливок возникает вследствие неравномерности толщины слоя краски, неравномерного износа модельно-стержневой оснастки, неравномерного подутия, возникающего как вследствие неоднородного уплотнения формовочной смеси, так и из-за неодинаковых условий силового и теплового нагружения различных участков формы.
Неровностность занимает промежуточное положение по величине между шероховатостью и отклонениями формы поверхности. Базовой линией для определения значений параметров неровностности служит средняя линия профиля поверхности, при этом базовая длина для измерения неровностности поверхности принимается равной 4-10 базовым длинам для измерения ее шероховатости, но не более 100 мм. Допуск неровностности поверхности ограничивает наибольшую величину неровности, т.е. сумму наибольших высот выступов и впадин поверхности.
Для обрабатываемых поверхностей отливок неровностность должна учитываться в припуске на механическую обработку, для необрабатываемых поверхностей она характеризует потребительские свойства
готовых деталей, В последнем случае иногда для улучшения потребительских свойств изделий приходится зачищать поверхность отливки абразивным инструментом или увеличивать расход краски (грунтовки) для выравнивания поверхности.
|
|
Допуск неровностности обозначается сочетанием трех латинских букв - JRS и цифровым значением его величины, проставляемым у знака шероховатости: например, Rа 20, JRS 0.8
Допуски неровностей поверхности отливок должны соответствовать величинам, указанным в табл. 6.2 (табл. 3 ГОСТа).
Таблица 6.2