Знаки должны обеспечивать устойчивое и правильное положение, стержня в форме. Стержень должен иметь устойчивую опору после установки его в нижней половине формы и сохранять точно зафиксированное положение в форме до и вовремя сборки последней. Установка стержней в верхней половине формы с подвязкой, как правило, в массовом производстве не применяется.
Возможны три случая положения знака относительно плоскости разъема формы.
Ось знака лежит в плоскости разъема формы — стержень с горизонтально расположенными знаками по разъему формы.
Ось знака стержня расположена в плоскости, перпендикулярной плоскости разъема формы — стержень с вертикально расположенными знаками, из которых один — в верхней, а другой — в нижней полуформе.
Ось знака стержня расположена в плоскости параллельной, но не совпадающей с. плоскостью разъема.
Знаки, расположенные горизонтально, обычно имеют на всей длине одинаковые размеры в поперечных сечениях. При вертикально стоящих стержнях, во избежание обжима формы, применяются конусные знаки.
При проектировании размеров знаковых частей стержневого ящика предусматриваются конструктивные зазоры между знаками стержней и формы. Эти зазоры должны компенсировать допускаемые неточности в изготовлении модели и стержневого ящика, деформацию стержня в сыром состоянии и предупредить обжим формы стержнем при опускании его в нижнюю полуформу и при накрывании верхней полуформы.
Стержневые знаки. Чтобы песчаный стержень, установленный в литейную форму, сохранял нужное положение, на моделях делают выступы, называемые стержневыми знаками, образующие в форме углубления (гнезда), в которые вставляют стержни.
Стержневые знаки, как правило, делают в тех местах моделей, где нужно получить отверстия или углубления в отливке при помощи стержня. Знаки служат также для получения наружных и внутренних впадин, углублений, выступов на отливке, которые не могут быть выполнены иным путем.
Горизонтальные и вертикальные стержневые знаки приведены на Рис. 9.6, а,б
Длина горизонтальных знаков должна соответствовать указанным:
для форм «по-сырому» — в табл. 9.6, для форм «по-сухому» — в табл. 9.7 5, для форм, твердеющих в контакте с оснасткой, — в табл. 9.8.
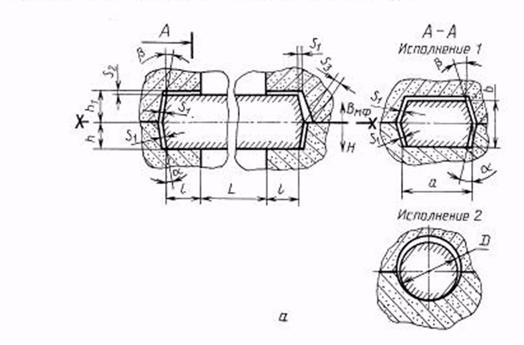
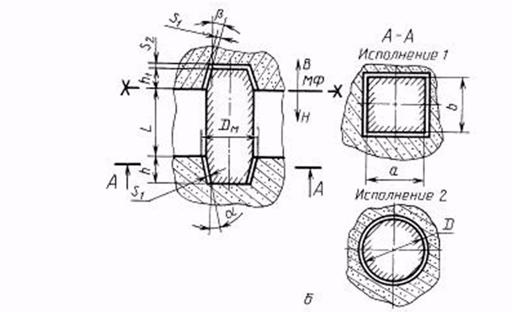
Рис. 9.6. Правила изображения стержневых знаков: а – горизонтальных; б - вертикальных
Длина горизонтальных знаков, при выполнении в них элементов литниковой системы, может быть увеличена по сравнению со значениями, указанными в табл. 9.6-9.8, в зависимости от ее конструкции.
При количестве знаков более двух длина их должна быть уменьшена на 30—50 % по сравнению с указанными в табл. 9.6-9.8, аналогично назначается длина знака грибообразного стержня (рис.9.7).
Таблица 9.6
| (а+в)/2 или D | Длина знака l при длине стержня L мм, не более | |||||||||
| До 40 | св 40 до 63 | Св. 63 до 100 | Св. 100 до 160 | Св. 160 до 250 | Св. 250 до 400 | Св. 400 до 630 | Св. 630 до 1000 | Св. 1000 до 1600 | Св.1600 до 2500 | |
| До 25 | — | — | ||||||||
| Св. 25 до 40 | — | |||||||||
| Св. 40 до 63 | — | |||||||||
| Св. 63 до 100 | ||||||||||
| Св. 100 до 160 | ||||||||||
| Св. 160 до 250 | ||||||||||
| Св. 250 до 400 | ||||||||||
| Св. 400 до 630 | I8O | |||||||||
| Св. 630 до 1000 | I8O | |||||||||
| Св. 1000 до 1600 | — | — |
Таблица 9.7
| Длина знака l при длине стержня L не более мм | ||||||||||||
| (а+в)/2 или D | До 40 | Св. 40 до 63 | Св 63 до 100 | Св.100 до 160 | Св. 160 до 250 | Св. 250 до 400 | Св. 400 до 630 | Св. 630 до 1000 | св. 1000 до 1600 | Св 1600 до 2500 | Св. 25OO до 4000 | Св. |
| До 25 | — | — | — | |||||||||
| Св. 25 до 40 | — | |||||||||||
| Св. 40 до 63 | — | — | — | |||||||||
| Св. 63 до 100 Св. 100 до 160 | ||||||||||||
| Св. 160 до 250 | ||||||||||||
| Св. 250ло 400 | ||||||||||||
| Св. 400 до 630 | I3U | |||||||||||
| Св. 630 до 1000 | ||||||||||||
| Св. 1000 до 1600 | — | |||||||||||
| Св. 1600 до 2500 | — | |||||||||||
| Св. 2500 до 4000 | — | ISO | ||||||||||
| Св. 4000 | — |
Таблица 9.8
| (а+в)/2 или D | Длина знака l при длине стержня L не более мм | |||||||||||
| До 40 | Св. 40 до 63 | Св 63 до 100 | Св.100 до 160 | Св. 160 до 250 | Св. 250 до 400 | Св. 400 до 630 | Св. 630 до 1000 | св. 1000 до 1600 | Св 1600 до 2500 | Св. 25OO до 4000 | Св. | |
| До 25 | — | — | — | — | — | |||||||
| Св. 25 до 40 | ||||||||||||
| Св. 40 до 63 | ||||||||||||
| Св. 63 до 100 | ||||||||||||
| Св. 100 до 160 | ||||||||||||
| Св. 160 до 250 | ||||||||||||
| Св. 250 до 400 | ||||||||||||
| Св. 400 до 630 | ||||||||||||
| Св. 630 до 1000 | ||||||||||||
| Св. 1000 до 1600 | ||||||||||||
| Св. 1600 до 2500 | ||||||||||||
| Св. 2500 до 4000 | ||||||||||||
| Св.4000 | — |
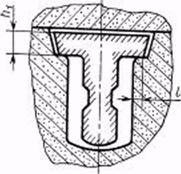
Рис. 9.7. Изображение грибообразного стержня
Длина горизонтальных знаков, при выполнении в них элементов литниковой системы, может быть увеличена по сравнению со значениями, указанными в табл. 4—6, в зависимости от ее конструкции.
При количестве знаков более двух длина их должна быть уменьшена на 30—50 % по сравнению с указанными в табл. 9.6-9.8, аналогично назначается длина знака грибообразного стержня (Рис. 9.7).
Длина знака консольного стержня может быть увеличена до длины выступающей части (Рис. 9.8).
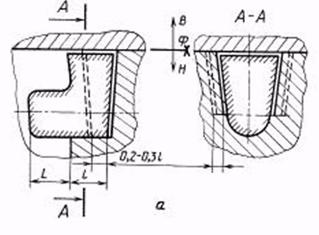
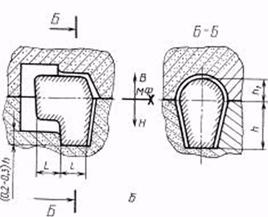
Рис. 9.8. Длина знака консольного стержня
Высоту нижних вертикальных знаков для всех видов смесей (Рис. 9.6. б) следует назначать в соответствии с табл. А.1.10.
Таблица 9.10
| (а+в)/2 или D | Высота знака h не б олее при высоте стержня Н | ||||||||||
| До 40 | Св. 40 до 63 | Св 63 до 100 | Св.100 до 160 | Св. 160 до 250 | Св. 250 до 400 | Св. 400 до 630 | Св. 630 до 1000 | св. 1000 до 1600 | Св 1600 до 2500 | Св. 25OO | |
| До 25 | — | — | — | ||||||||
| Св.25 до 40 | |||||||||||
| Св. 40 до 63 | |||||||||||
| Св. 63 до 100 | |||||||||||
| Св. 100 до 160 | |||||||||||
| Св.160 до 250 | |||||||||||
| Св.250 до 400 | |||||||||||
| Св.400 до 630 | |||||||||||
| Св.630-1000 | |||||||||||
| Св. 1000-1600 | |||||||||||
| Св. 1600-2500 | |||||||||||
| Св. 2500 |
| Высота знака h Или H1, мм | Уклон знака | |||||
| Молельною комплекта | Модели | |||||
Для низа 
| Для верха 
| 1
| ||||
| мм | мм | мм | ||||
| До 40 | 10о 00' | 4.5 | 15о 00' | 8,2 | 4о 00' | 2.0 |
| Св. 40 до 63 | 7о 00' | 5,5 | 10о 00' | 9.0 | 3о 00' | 2,5 |
| » 63 » 100 | 6о 00' | 8,5 | 8о 00' | 11,7 | 2о 00' | 2.7 |
| » 100 » 160 | 5о 00' | 11.5 | 6о 00' | 16,0 | 1о 00' | 3.2 |
| » 160 » 250 | 5о 00' | 14.0 | 6о 00' | 19,0 | 45' | 3,6 |
| » 250» 400 | 5о 00' | 17,0 | 6о 00' | 23.0 | _ | — |
| » 400 » 630 | 4о 00' | 21.0 | 5о 00' | 27.5 | — | — |
| » 630 »1000 | 3о 00' | 25.0 | 4о 00' | 32,2 | — | — |
| » 1000 | 2о 30' | — | 3о 00' | — | — | — |
При соотношении L/D или 2L/(a+h)  5 5 нижний знак рекомедуется выполнять в соответствии с рис. 9.9.
5 5 нижний знак рекомедуется выполнять в соответствии с рис. 9.9.
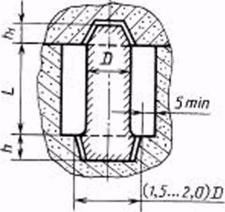
Рис. 9.9. Правило выполнения нижнего стержневого знака вертикального стержня
Таблица 9.11.
| Высота знака h Или H1, мм | Уклон знака | |||||
| Молельною комплекта | Модели | |||||
| Для низа
| Для верха
| 1
| ||||
| мм | мм | мм | ||||
| До 40 | 10о 00' | 4.5 | 15о 00' | 8,2 | 4о 00' | 2.0 |
| Св. 40 до 63 | 7о 00' | 5,5 | 10о 00' | 9.0 | 3о 00' | 2,5 |
| » 63 » 100 | 6о 00' | 8,5 | 8о 00' | 11,7 | 2о 00' | 2.7 |
| » 100 » 160 | 5о 00' | 11.5 | 6о 00' | 16,0 | 1о 00' | 3.2 |
| » 160 » 250 | 5о 00' | 14.0 | 6о 00' | 19,0 | 45' | 3,6 |
| » 250» 400 | 5о 00' | 17,0 | 6о 00' | 23.0 | _ | — |
| » 400 » 630 | 4о 00' | 21.0 | 5о 00' | 27.5 | — | — |
| » 630 »1000 | 3о 00' | 25.0 | 4о 00' | 32,2 | — | — |
| » 1000 | 2о 30' | — | 3о 00' | — | — | — |
В случае применения холодильников, расположенных в зоне нижних знаков, допускается увеличение высоты знаков на толщину холодильника.
Высоту верхнего вертикального знака следует принимать не менее 0,5 от высоты нижнего знака.
Высота вертикальных знаков (Рис. 9.6, б) при выполнении в них литниковой системы может быть увеличена в зависимости от ее конструкции.
Для массового и крупносерийного производства допускается назначать высоту нижнего и верхнего знаков одинаковыми.
При отсутствии верхнего вертикального знака высоту нижнего знака допускается увеличивать до 50 % по сравнению с указанными в табл.9.10.
Высоту верхнего знака грибообразного стержня, при отсутствии нижнего (Рис. 9.7), следует назначать по табл. 9.10.
Уклоны на знаковых поверхностях (Рис. 9.6.) должны соответствовать указанным в табл. 9.11.
При определении технологических зазоров S1, S2, S3, между знаками формы и стержня следует учитывать класс точности модельного комплекта, материал, из которого он изготовлен, габарит стержня и вид формовки.
Значения технологических зазоров S1 и S2 (Рис. 9.6.) должны соответствовать указанным для модельного комплекта 1 и 3 классов точности, изготовленного из металла и пластмассы, — в табл. 9.12. для модельного комплекта 7—9 классов точности, изготовляемого из металла, пластмассы, и 1—3 классов точности, изготовляемого из дерева. — в табл. 9.13 10,
Таблица 9.12
| Высота знака h Или H1, мм | S1,(S2) Зазор при длине стержня | ||||||||||||
| До 40 | Св. 40 до 63 | Св 63 до 100 | Св.100 до 160 | Св. 160 до 250 | Св. 250 до 400 | Св. 400 до 630 | Св. 630 до 1000 | св. 1000 до 1600 | Св 1600 до 2500 | Св.2500 до 4000 | Св. | ||
| До 25 | 0.2 | 0,3 | 0.4 | 0.5 | 0.6 | 0.7 | 0.9 | 1.2 | 1,6 | 2,0 | |||
| Св.25-40 | 0,3 | 0,3 | 0.4 | 0.4 | 0.5 | 0,5 | 0,7 | 0.8 | 1.0 | 1.5 | 1.7 | 2,1 | |
| Св. 40-63 | |||||||||||||
| Св.63-100 | 0,4 | 0.5 | 0,6 | 1.1 | 1,8 | 2,2 | |||||||
| Св.100-160 | |||||||||||||
| Св. 160 до 250 | 0,4 | 0,5 | 0,6 | 0,7 | 0.8 | 0,9 | 1.6 | ||||||
| Св. 250 до 400 | 0,6 | ||||||||||||
| Св. 400 до 630 | 0.5 | 0.6 | 0.6 | 0,7 | 0,7 | 0.7 | 0.9 | 1.0 | 1.2 | 1,7 | 2.0 | 2.3 | |
| Св. 630 до 1000 | 0.6 | 0.6 | 0,7 | 0,7 | 0,8 | 2,4 | |||||||
| Св. 1000 до 1600 | 0.6 | 0.7 | 0.7 | 0.8 | 0.8 | 0.9 | 1.0 | 1.1 | 1,3 | 1,8 | 2.1 | 2,5 | |
| Св. 1600 до 2500 | 0.8 | 0.8 | 0.9 | 1,0 | 1,0 | 1,2 | 1.2 | 1.4 | 1,5 | 2.о | 2,2 | 2.6 | |
| Св. 2500 до 4000 | 1,2 | 1,2 | 1.2 | 1.2 | 1.2 | 1.2 | 1.4 | 1.5 | 1.6 | 2,0 | 2.4 | 2.8 | |
| Св.4000 | 1,2 | 1,2 | 1.3 | 1.4 | 1.4 | 1.6 | 1.6 | 1,8 | 2,2 | 2.6 | 3,0 | ||
| (0,3) | (0.4) | (0,5) | (0.6) | (0.8) | (1.0) | (1.4) | (2,0) | (2.6) | (3.З) | ||||
Та б л и ц а 9.13
| Высота знака h Или H1, мм | S1,(S2) Зазор при длине стержня | |||||||||||
| До 40 | Св. 40 до 63 | Св 63 до 100 | Св.100 до 160 | Св. 160 до 250 | Св. 250 до 400 | Св. 400 до 630 | Св. 630 до 1000 | св. 1000 до 1600 | Св 1600 до 2500 | Св.2500 до 4000 | Св. | |
| До 25 | 0.3 | 0.4 | 0.5 | 0,6 | 0,7 | 1,1 | 1,4 | 1.9 | 2.7 | 3,3 | ||
| Св. 25-40 | 0.4 | 0.5 | 0.6 | 0.6 | 0.7 | 0.8 | 0,8 | 1.3 | 1.6 | 2,2 | ||
| Св.40-63 | 0,5 | 0.6 | 0.7 | 0.8 | 0.9 | 3,0 | 3,5 | |||||
| Св.63-100 | ||||||||||||
| Св.100-160 | 0.7 | 1.0 | 1.0 | |||||||||
| Св.160-250 | 0,6 | 0.7 | 0,8 | 0,9 | 1.4 | 1,7 | ||||||
| Св.250-400 | 0.8 | 1.1 | 1.8 | 2.3 | 3.2 | 3.7 | ||||||
| Св.400-630 | 0.7 | 0.8 | 0,9 | 1.0 | 1.1 | 1.2 | 2.4 | 3.3 | ||||
| Св.630-1000 | 0.8 | 0.9 | 1,0 | 1,1 | 1.2 | 1,3 | 1.6 | 1,9 | 2.5 | 4,0 | ||
| Св.1000-1600 | 0,9 | 1.0 | 1,3 | 1,5 | 1,7 | 2.1 | 2.8 | 3.5 | ||||
| Св. 1600 до 2500 | 1.2 | 1.4 | 1.5 | 1,6 | 1,7 | 1.9 | 2.3 | 3.0 | 3,8 | 4,5 | ||
| Св. 2500 до 4000 | 1,5 | 1.7 | 2.0 | 2.3 | 2.0 | 2.5 | 3.2 | |||||
| Св.4000 | 1,8 | 2.0 | 2.3 | 2.5 | 2.7 | 3.0 | 3,8 | 4.0 | 5,0 | |||
| (0,5) | (0,6) | (0,7) | (0,8) | (0.9 | (1.0) | (1.3) | 0.7) | (2.3) | (3,2) | (4.3) | (5,2) |
для модельного комплекта 4—6 классов точности, изготовляемого из дерева, — в табл. 9.14,
Т а 6 л и ц а 9.14
| Высота знака h Или H1, мм | S1,(S2) Зазор при длине стержня | ||||||||||||||||
| До 40 | Св. 40 до 63 | Св 63 до 100 | Св.100 до 160 | Св. 160 до 250 | Св. 250 до 400 | Св. 400 до 630 | Св. 630 до 1000 | св. 1000 до 1600 | Св 1600 до 2500 | Св.2500 до 4000 | Св. | ||||||
| До 25 | 0.5 | 0.6 | 0.7 | 0.8 | 0.9 | 1.0 | 1.3 | 1.7 | 2.3 | 3.3 | 4.3 | 5.2 | |||||
| Св. 25 до 40 | 0.7 | 0.8 | 0.9 | 1.0 | 1.1 | 1.3 | 1.6 | 1.9 | 2.5 | 4.5 | 5.5 | ||||||
| Св. 40 до 63 | 0.8 | 0.9 | 1,0 | 1.1 | 1.2 | 2,0 | 2.6 | 3.5 | 4,6 | ||||||||
| Св. 63 до 100 | 1.5 | 1,7 | 5,6 | ||||||||||||||
| Св. 100 до 160 | 0.9 | 1.0 | 1.1 | 1.2 | 1.3 | 2,1 | 2.7 | 3.8 | 4.7 | ||||||||
| Св. 160 до 250 | l.0 | 1,1 | 1.2 | 1.3 | 1.4 | 1,6 | 1.8 | 2.3 | 2.9 | 3.9 | 5.7 | ||||||
| Св. 250 до 400 | 1.1 | 1.2 | 1,3 | 1.4 | 1.5 | 1.9 | 4,8 | 5,8 | |||||||||
| Св. 400 до 630 | 1.2 | 1.3 | 1.4 | 1,5 | 1,6 | 1,8 | 2.0 | 2.4 | 5.0 | 4.11 | 5,0 | 5.9 | |||||
| Св. 630 до 1000 | 1.4 | 1.6 | 1.7 | 1.8 | 1.9 | 2.2 | 2.6 | 4. 1 | 5,2 | 6.0 | |||||||
| Св. 1000 до 1600 | 1.6 | 1.7 | 1,8 | 1.9 | 2.0 | 2.2 | 2,5 | 2,8 | 3.8 | 4.5 | 5,4 | 6.4 | |||||
| Св. 1600 до 2500 | 2.1 | 2.2 | 2.3 | 2.5 | 2.6 | 3.0 | 3.2 | 4.8 | 6.0 | 6.8 | |||||||
| Св. 2500 до 4000 | 2,5 | 2.7 | 3.0 | 5.2 | 3.8 | 4.4 | 5.3 | ||||||||||
| Св.4000 | 5.0 | 3,3 | 3.5 | 3.6 | 4.0 | 4.4 | 4.8 | 5.8 | 6.4 | S.O | |||||||
| (0,8) | (0.9) | (1.0) | (1.2) | (1.4) | (1,7) | (2,1) | (2,7) | (3.6) | (5.1) | (6.7) | (8,2) | ||||||
для модельного комплекта 7—9 классов точности, изготовляемого из дерева. — в табл. А.1.15.
Т а 6 л и и а 9.15
| Высота знака h Или H1, мм | S1,(S2) Зазор при длине стержня | |||||||||||
| До 40 | Св. 40 до 63 | Св 63 до 100 | Св.100 до 160 | Св. 160 до 250 | Св. 250 до 400 | Св. 400 до 630 | Св. 630 до 1000 | св. 1000 до 1600 | Св 1600 до 2500 | Св.2500 до 4000 | Св. | |
| До 25 | 0.8 | 0.9 | 1.1 | 1.2 | 1.4 | 1.7 | 2.1 | 2.7 | З.5 | 5.0 | 6.5 | 8,0 |
| Св. 25 до 40 | 1.2 | 1.3 | 1.5 | 1.6 | 1.8 | 2.1 | 2.5 | 3,0 | 4.0 | 7.3 | 8.5 | |
| Св. 40 до 63 | 1,3 | 1.4 | 1 6 | 1.7 | 1,9 | 2.2 | 2.6 | 5.7 | 8.7 | |||
| Св. 63 до 100 | 1.Л | 1,8 | 2,0 | 6,2 | ||||||||
| Св. 100 до 160 | 1.4 | 1.6 | 1.7 | 1,9 | 2.1 | 2,3 | 2.7 | 3,1 | ||||
| Св. 160 до 250 | 1,5 | 1.7 | 1.8 | 2.0 | 2,2 | 2.4 | 2.8 | 3.4 | 4.3 | 5.8 | 7.5 | |
| Св. 250 до 400 | 1.7 | 1,8 | 2.0 | 2.1 | 2.5 | 2.6 | 3.0 | 4.4 | 5,9 | 7.6 | 9.0 | |
| Св. 400 до 630 | 1.9 | 2.0 | 2,2 | 2.3 | 2.5 | 2J | 3.2 | 3,6 | 4.6 | 6,1 | 7,8 | 9,3 |
| Св. 630 до 1000 | 2,2 | 2.3 | 2.4 | 2.5 | 2.6 | 3.0 | 3.4 | 3.8 | 4.8 | 6.3 | 8.0 | 9.4 |
| Св. 1000 до 1600 | 2.4 | 2.5 | 2.8 | 3.3 | 3.8 | 4.3 | 5.3 | 6.8 | 8.5 | 9.5 | ||
| Св. 1600 до 2500 | 3.3 | 3.4 | 3,5 | 3.7 | 5,9 | 4.2 | 4.5 | 5,1 | 6.11 | 7,5 | 9,2 | 10.6 |
| Св. 2500 до 4000 | 4.0 | 4.5 | 5,0 | 5.5 | 5,7 | 6.S | 8,3 | 10.0 | 11.5 | |||
| Св.4000 | 5.0 | 5.5 | 5.7 | 6.0 | 6.8 | 7.5 | 9.0 | 10.5 | 12.0 | |||
| (1-2) | (1.5) | (1,7) | (2.0) | (2.3) | (2.7) | (3,3) | (4.3) | (5.7) | (8.1) | <10.5) | (13.0) |
Значение зазора S3 - следует принимать равным 1,5 5,.
При изготовлении модели из одного материала, а стержневых яшиков из другого, значения зазоров следует принимать по наибольшим допускам материала.
С целью предотвращения попадания жидкого металла в вентиляционные каналы стержня, следует выполнять на верхнем знаке (при вертикальном расположении его) углубление для получения в сырой форме обжимного кольца или обжимного полукольца на горизонтальном знаке.
Для предупреждения скопления частиц смеси в форме (всех видов) при возможном задире ее стержнем, на нижнем вертикальном и горизонтальном знаках следует выполнять канавки или фаски, для сырой формы дополнительно на горизонтальном знаке — выполнять противообжимиып поясок. Примеры упомянутых конструктивных элементов даны на рис. 9.10. а их размеры — в табл. 9.16.
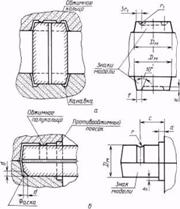
Рис. 9.10.
Т а б л и ца 9.16
| Диаметр знака | Горизонтальный знак | Вертикальный знак | ||||||
| a | b | c | r | d | c | f | f1 | |
| Св. 40 до 63 | 0,5 | |||||||
| Св. 63 до 100 | 1,0 | |||||||
| Св. 100 до 250 | 1.5 | |||||||
| Св. 250 до 400 | ||||||||
| Св. 400 | 2.0 |
Примеры конструктивных исполнений знаков, предупреждающих смешение стержней, приведены в приложении 2, рис. 8.
9.4. ДОПУСКИ РАЗМЕРОВ модельных комплектов
Стандарт устанавливает девять классов точности изготовления модельных комплектов. Допуски размеров модельных комплектов взаимоувязаны с допусками размеров отливок по ГОСТ Р 53464-2009 и приведены в табл. 9.17.
Класс точности модельного комплекта назначается в соответствии с табл. 9.17.
Таблица 9.17
| Класс точности отливок по ГОСТ 26645 | Класс точности модельного комплект | Класс точности отливок по ГОСТ 26645 | Класс точности модельного комплект |
| 4, 5т | 11т, 11 | ||
| 5,6 | 12, 13т | ||
| 7,7т | 13, 14 | ||
| 8,9т | 15, 16 | ||
| 9, 10 |
Пример условного обозначения точности модельного комплекта (МК):
а)металлического для отливки 9, 10 класса: Точность МК5 - металл ГОСТ 3212-92
б)деревянного для отливки 13, 14 класса: Точность МК5 - дерево ГОСТ3212-92
Допуск на размеры стержневых знаков может быть на класс ниже, чем формообразующие поверхности молельных комплектов. Допуски размеров криволинейных формообразующих поверхностей, изготавливаемых по шаблону, могут быть увеличены на 50 %.
Для деревянных модельных комплектов допускаемые погрешности измерения на формообразующие поверхности устанавливаются с учетом требований ГОСТ 26214 [17] (таблица 9.17).
Таблица 9.17
| Интервал номинальных размеров | Допуск размеров модельных комплектов для классов точности | ||||||||
| До 10 | 0.04 | 0.07 | 0,11 | 0.28 | 0.44 | 0.72 | 1.00 | — | |
| Св. 10 до 16 | 0.05 | 0.08 | 0.13 | 0,20 | 0.32 | 0,50 | 0.80 | 1.26 | — |
| 16 25 | 0,06 | 0.09 | OJ4 | 0,22 | 0.36 | 0.56 | 0.90 | 1.44 | 2.2 |
| 25 40 | 0.06 | 0.10 | 0.16 | 0,25 | 0.40 | 0.64 | 1,00 | 1.60 | 2.5 |
| 40 63 | 0,07 | 0,11 | 0.18 | 0.28 | 0.44 | 0.72 | 1.14 | 1.80 | 2.8 |
| 63 100 | 0,08 | 0,13 | 0.20 | 0.32 | 0,50 | 0,80 | 1.26 | 2.00 | 3.2 |
| 100 160 | 0.09 | 0.14 | 0.22 | 0.36 | 0.56 | 0.90 | 1.44 | 2,20 | 3.6 |
| 160 250 | 0.10 | 0.16 | 0.25 | 0,40 | 0.64 | 1.00 | 1.60 | 2.50 | 4.0 |
| 250 400 | 0.11 | 0,18 | 0.28 | 0,44 | 0,72 | 1.14 | 1.80 | 2.80 | 4,4 |
| 400 630 | 0.13 | 0.20 | 0.32 | 0,50 | 0.80 | 1.26 | 2.00 | 3.20 | 5.0 |
| 630 1000 | 0.16 | 0.22 | 0.36 | 0,56 | 0.90 | 1,44 | 2,20 | 3.60 | 5.6 |
| 1000 1600 | — | 0.28 | 0.40 | 0,64 | 1.00 | 1,60 | 2,50 | 4.00 | 6.4 |
| 1600 2500 | — | — | 0.44 | 0.72 | 1,14 | 1.80 | 2,80 | 4.40 | 7.2 |
| 2500 4000 | — | — | 0.64 | 0,80 | 1.26 | 2.00 | 3,20 | 5.00 | 8.0 |
| 4000 6300 | — | — | — | 1,00 | 1.44 | 2,20 | 3.60 | 5.60 | 9.0 |
| 6300 10000 | — | — | — | — | 1.80 | 2.80 | 4.40 | 7.20 | 11.4 |
| »10000 | — | — | — | — | 2.40 | 3.60 | 5.60 | 9.00 | 14,4 |
Точность модельного комплекта проверяют сопоставлением действительных размеров с контролируемыми допускаемыми размерами, заданными чертежом с нанесенными элементами литейной формы или модельного комплекта.